技术特征:
1.一种t型型材加工方法,其特征在于:包括以下步骤:
⑴
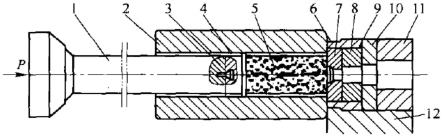
在挤压筒内安装模具;
⑵
对模具和铸锭加热;
⑶
挤压铸锭,模具孔中挤出型材;
⑷
对步骤
⑶
的型材进行淬火和冷加工后得到成品。2.根据权利要求1所述的一种t型型材加工方法,其特征在于:步骤
⑴
所述的模具结构是:在模具本体上径向均布设置四个t字型挤出孔,每个t字型挤出孔的模具本体端面上设置有导流坑。3.根据权利要求1或2所述的一种t型型材加工方法,其特征在于:步骤
⑵
所述的模具加热的步骤是:将挤压模具和挤压筒预热至400-440℃;升温速率80-200℃/h。4.根据权利要求1或2所述的一种t型型材加工方法,其特征在于:步骤
⑵
所述的铸锭加热步骤是:将铸锭梯度加热至400-440℃,控制铸锭头尾温差≤30℃;升温速率30-50℃/min。5.根据权利要求1或2所述的一种t型型材加工方法,其特征在于:步骤
⑶
所述的挤出型材的速度为0.1-0.5mm/s。6.根据权利要求1或2所述的一种t型型材加工方法,其特征在于:步骤
⑷
所述的淬火过程是:型材挤出后升温至488-492℃,保温30min;继续升温至495-499℃,保温10min;使用温水进行淬火。7.根据权利要求1或2所述的一种t型型材加工方法,其特征在于:步骤
⑷
所述的冷加工的过程是:拉伸型材,采用1.0-3.0%的永久塑性变形率。8.根据权利要求7所述的一种t型型材加工方法,其特征在于:拉伸速度为5-10mm/s,型材装夹时保证型材平面部分对正;拉伸时调整扭拧头,消除型材在挤压时产生的应力和扭拧变形。9.根据权利要求8所述的一种t型型材加工方法,其特征在于:拉伸的拉力取值范围是:拉力大于材料的屈服强度与材料横截面面积的乘积且拉力小于材料的抗拉强度与材料横截面积的乘积。10.根据权利要求1或2所述的一种t型型材加工方法,其特征在于:冷加工后对型材进行深冷处理,过程是:将冷加工后的型材放入液氮中一段时间。
技术总结
本发明公开了一种T型型材加工方法,包括以下步骤:
技术研发人员:李广钦
受保护的技术使用者:核兴航材(天津)科技有限公司
技术研发日:2022.08.22
技术公布日:2022/11/8
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。