1.本实用新型涉及数铣夹具领域,具体涉及一种异型管接头的多工位数铣工艺装夹设备。
背景技术:
2.在航空航天及船舶等领域,异型管接头等产品得到了广泛应用,产品的外圆主要是与其他管类连接固定,内孔主要是进油、通气等,其主要使用在一些油路、气路转接连接位置,使用时对产品尺寸精度要求较高,密封性要求较严,所以要达到使用要求需要对其进行加工。在加工时,定位基准及支撑基准均为零件毛料表面,螺纹端外圆作角向,产品毛坯外表面为大面积曲面,且被加工几个面之间有非垂直角度关系,呈相反方向,由于一般三轴加工中心的夹持、加工能力有限等原因,若按传统夹持方式,需经过多次装夹才能加工完成,而且多次装夹定位基准不同,会导致加工尺寸的不稳定,除此之外,加工效率也会大打折扣,因此,为了保证产品质量以及提高加工效率,现在需要一种即能装卸方便,又能保证尺寸精度,还能根据产品结构特点进行铣加工的夹具。
技术实现要素:
3.本实用新型的目的在于提供一种装卸方便,保证尺寸精度,根据产品结构特点进行铣加工的异型管接头的多工位数铣工艺装夹设备。
4.为达到上述目的,其技术方案如下:
5.一种异型管接头的多工位数铣工艺装夹设备,包括底座、支座、压块,底座两侧设有与异型管接头需要加工工位相应角度倾斜的斜面,底座中间设有与斜面同一角度倾斜的定位槽,底座端面上开设若干定位孔及压紧孔,底座斜面上设有零件孔,零件孔一侧连接支撑块,支撑块通过螺钉与定位孔配合固定镶嵌在底座的侧面,支座通过定位槽安装在底座上,支座通过螺钉与定位孔、压紧孔配合进行固定,压块通过与螺钉连接固定在底座上。
6.本方案的工作原理及优点在于:底座两侧的斜面倾斜角度是根据异型管接头的需要加工工位的倾斜角度来设计的,定位槽把支座进行定位安装,通过螺钉与定位孔配合进行固定,压紧孔可以将异型管接头压紧固定在底座上,调节与压块连接的螺钉可以使压块抵接异型管接头,将异型管接头稳固的固定在夹具上,在加工时不至于因受力而发生移动,通过一次装夹就可以将异型管接头稳定、精确的加工成符合使用要求的零件。
7.优选方案一:作为对基础方案的进一步优化,底座上设有避开槽,避开槽与底座的斜面呈同一角度倾斜,通过避开槽把异型管接头装置到底座上时不会与其他组件互相干涉。
8.优选方案二:作为对优选方案一的进一步优化,支座的端面上设有装备工艺孔,支座包括第一支座、第二支座、第三支座,第一支座通过定位槽安装在底座上,第一支座通过螺钉与压紧孔配合固定在底座上,第二支座通过螺钉与定位孔配合固定在底座上,第三支座通过螺钉与装备工艺孔配合固定在第二支座上,支座在异型管接头和压块装夹过程种起
找正、支撑和定位作用。
9.优选方案三:作为对优选方案二的进一步优化,压块包括第一压块、第二压块,第一压块通过螺钉与定位孔配合固定连接在底座上,第二压块通过螺钉与装备工艺孔配合固定连接第二支座和第三支座,压块能将零件稳固的固定在夹具上,使零件在加工时不至于因受力而发生位移。
10.优选方案四:作为对优选方案三的进一步优化,底座上安装有调节支撑,调节支撑通过螺钉与定位孔配合进行固定,调节支撑通过螺钉和螺母配合调节其锁紧程度,调节支撑可以支撑异型管接头在进行铣加工时不发生位移,避免其加工尺寸不精准。
11.优选方案五:作为对优选方案四的进一步优化,底座呈方型,方型底座可以稳定夹持异型管接头。
附图说明
12.图1为异型管接头正视示意图;
13.图2为异型管结构左视示意图;
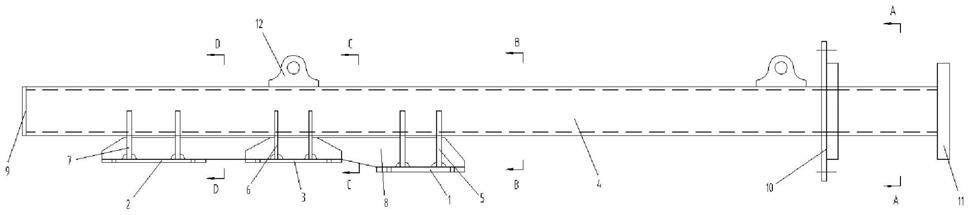
14.图3为本实用新型实施例的正视剖面示意图;
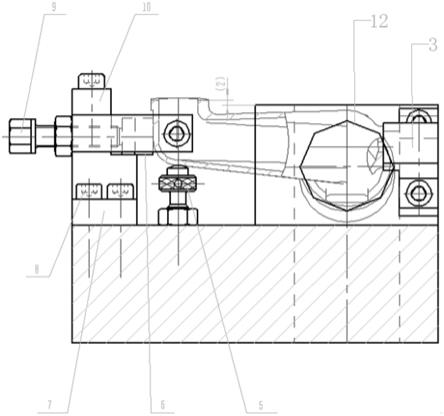
15.图4为本实用新型实施例的左视剖面示意图;
16.图5为底座的正视示意图;
17.图6为底座的俯视示意图;
18.图7为底座左视示意图;
19.图8为底座零件孔处局部放大示意图;
20.图9为第一支座立体示意图;
21.图10为第二支座立体示意图;
22.图11为第三支座立体示意图。
具体实施方式
23.下面通过具体实施方式进一步详细说明:
24.说明书附图中的附图标记包括:工位一a、工位二b、底座1、第一压块2、第一支座3、支撑块4、调节支撑5、第二压块6、第二支座7、m6螺钉8、m8螺钉9、第三支座10、m8 螺母11、零件孔12、定位槽13、压紧孔14、定位孔15、避开槽16、装备工艺孔17。
25.实施例基本如附图3、4所示:
26.具体实施过程如下:
27.一种异型管接头零件的结构特点如图1、2所示,需要将其工位一a和工位二b进行铣加工成符合使用要求的尺寸,以工位二b水平位置为参考,工位一a倾斜30度,一种异型管接头的多工位数铣工艺装夹设备,如图3、4、5、6、7、8所示,包括底座1、支座、压块,底座1两侧设有约60度的斜面,目的为了夹持异型管接头零件时使工位一a跟工位二b处于水平位置,底座1中间设有与斜面同一角度倾斜的定位槽13,底座1端面上开设若干定位孔15及压紧孔14,底座1斜面上设有零件孔12,零件孔12一侧连接支撑块4,支撑块4 通过m6螺钉9与定位孔15配合固定镶嵌在底座1的侧面,异型管接头通过零件孔12进行定位安装在底座1上,异型管接头直径较大的管口抵接支撑块4,支座通过定位槽13安装在底座1上并通过m6
螺钉8与压紧孔14、定位孔15配合进行固定,压块通过m8螺钉连接固定在底座1上。
28.所述底座1上设有避开槽16,避开槽16与底座1的斜面呈同一角度倾斜,通过避开槽 16把异型管接头装置到底座1上时不会与其他组件互相干涉。
29.所述的支座的端面上设有装备工艺孔17,支座包括第一支座3如图9所示、第二支座7 如图10所示、第三支座10如图11所示,第一支座3通过定位槽13安装在底座1上,第一支座3通过m6螺钉8与压紧孔14配合固定在底座1上,第二支座7通过m6螺钉8与定位孔15配合固定在底座1上,第三支座10通过m6螺钉8与装备工艺孔17配合固定在第二支座7上,支座在异型管接头和压块装夹过程种起找正、支撑和定位作用。
30.所述的压块包括第一压块2、第二压块6,第一压块2通过m8螺钉9与定位孔15配合固定连接在底座1上,第二压块6通过m8螺钉9与装备工艺孔17配合固定连接第二支座7 和第三支座10,第一压块2、第一压块2与第一支座3配位组合能抵接固定异型管接头管口直径较大的一端,第二压块6与第二支座7和第三支座10配位组合能抵接固定异型管接头管口直径较小的另一端,并使用m8螺母11控制两块压块抵接的松紧程度,压块能将异型管接头稳固的固定在夹具上,使零件在加工时不至于因受力而发生位移。
31.所述的底座1上安装有调节支撑5,调节支撑5通过m8螺钉8与定位孔15配合进行固定,调节支撑5通过m8螺钉和m8螺母配合调节其锁紧程度,调节支撑5可以支撑住异型管接头在进行铣加工时不发生位移,避免了加工尺寸不精准。
32.所述的底座1呈方型,方型底座1可以稳定夹持异型管接头。
33.此设备需要安装在三轴加工中心上使用,三轴加工中心主轴为竖直方向,下方为水平方向的平台,三轴加工中心夹持设备的方式主要为平台上虎钳夹紧及平台上气压或者液压夹紧,使用时,先将第一支座3通过定位槽13安装在底座1上,使用m6螺钉8配合压紧孔14 和装备工艺孔17进行固定,再将第二支座7通过m6螺钉8配合定位孔15和装备工艺孔17 进行固定,第三支座10通过m6螺钉8与装备工艺孔17配合固定在第二支座7上,调节支撑5通过m8螺钉8与定位孔15配合进行固定在底座1上,第一压块2通过m8螺钉9与定位孔15配合固定连接在底座1上,第二压块6通过m8螺钉9与装备工艺孔17配合固定连接第二支座7和第三支座10,将需要夹持的异型管接头一端连接在零件孔12上,另一端连接第三支座10并使用m6螺钉8固定,第一压块2与第一支座3配位组合能抵接固定异型管接头管口直径较大的一端,第二压块6与第二支座7和第三支座10配位组合能抵接固定异型管接头管口直径较小的另一端,第一压块2与第一支座3、第二压块6与第二支座7和第三支座10处于互相垂直的位置关系,两块压块能抵接固定异型管接头,调节与压块连接的 m8螺母11使压块抵紧异型管接头,调节与调节支撑5连接的m8螺母11使调节支撑5抵紧异型管接头下方,此时异型管接头需要加工的工位一a和工位二b处于水平位置,就可以开始对其进行铣加工。
34.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。