1.本实用新型涉及汽车模具制作技术领域,具体为一种模组安装支架冲压连续模具。
背景技术:
2.冲压模具,是在冷冲压加工中,将材料,金属或非金属加工成零件或半成品的一种特殊工艺装备,称为冷冲压模具,俗称冷冲模,冲压是在室温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.目前市面上现有的冲压模具,一次只能进行一种冲压工艺,而有些待加工的产品结构复杂,折弯多不规则,需要进行多种工艺加工成型需要多套模具才能完成加工,工序复杂,耗时耗力,为此,我们提出一种模组安装支架冲压连续模具。
技术实现要素:
4.本实用新型的目的在于提供一种模组安装支架冲压连续模具,以解决上述背景技术中提出的现有的冲压模具,一次只能进行一种冲压工艺,而有些待加工的产品结构复杂,折弯多不规则,需要进行多种工艺加工成型需要多套模具才能完成加工,工序复杂,耗时耗力的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种模组安装支架冲压连续模具,包括连续冲压机构、衔接垫位机构和安置卡合机构,所述连续冲压机构的底端设置有衔接垫位机构,且衔接垫位机构的底端设置有安置卡合机构,所述连续冲压机构包括上夹板、止挡板、脱料板、下模板、下垫板、下模座、内导柱、冲头过孔、折弯冲头、下模折弯入子和螺丝过孔,且上夹板的下方设置有止挡板,所述止挡板的下方设置有脱料板,且脱料板的下方设置有下模板,所述下模板的下方设置有下垫板,且下垫板的下方设置有下模座,所述上夹板的四周内部开设有内导柱,且上夹板的顶面内部开设有冲头过孔,所述冲头过孔的内部设置有折弯冲头,且折弯冲头的一侧设置有下模折弯入子。
6.进一步的,所述内导柱沿着上夹板、止挡板、脱料板、下模板、下垫板、下模座四周等距分布,且上夹板、止挡板、脱料板、下模板、下垫板、下模座内部开设有多组冲头过孔。
7.进一步的,所述衔接垫位机构包括下踮脚、避位铣和下模螺丝,且下踮脚的一侧设置有避位铣,所述下踮脚的两端设置有下模螺丝。
8.进一步的,所述下踮脚设置有三组,且下模螺丝沿着下踮脚两端对称分布。
9.进一步的,所述安置卡合机构包括下托板、起吊螺丝孔和锁模槽,且下托板的四周分布有起吊螺丝孔,所述下托板的两端分布有锁模槽。
10.进一步的,所述锁模槽沿着下托板两端对称分布,且下托板与连续冲压机构之间为螺纹连接。
11.与现有技术相比,本实用新型的有益效果是:该模组安装支架冲压连续模具,通过将多组上夹板、止挡板、脱料板、下模板、下垫板、下模座板件以及下托板配合内导柱安置成
一体式,不但方便拆卸且易于安装,将其多组板件从上向下依次组合形成整体模具,此多种工艺结合的冲压连续模,具备可在同一个冲压装置中完成多种冲压工艺,减少操作人员不必要的劳动强度,将更多的时间和精力保证产品质量的优点,解决现有的冲压模具,一次只能进行一种冲压工艺的避免,提升模具生产加工效率,减少工序。
12.在此模具的使用中,通过将多组上夹板、止挡板、脱料板、下模板、下垫板、下模座板件以及下托板配合内导柱安置成一体式,其内部开设冲头过孔、等高套筒、向下折弯冲头镶孔以及弹簧孔、引导针、镶块入子、定位槽、浮升销、废料孔等,将其多组板件从上向下依次组合形成整体模具,此多种工艺结合的冲压连续模,具备可在同一个冲压装置中完成多种冲压工艺,减少操作人员不必要的劳动强度,将更多的时间和精力保证产品的质量的优点,解决现有的冲压模具,一次只能进行一种冲压工艺的缺点,提升生产加工效率。
13.在此模具的下托板底端设置有三组下踮脚,且下踮脚的其中一组设置有避位铣,可辅助安置过程,减少与下模板安置底端拖底过程中的贴合冲突,让模具本体底端式样更加稳定,可通过下踮脚两端分布的下模螺丝,将其与下模板及多组板件固定,不但方便拆卸且易于安装。
14.在此模具的底端通过下托板为其支撑和安置提供底部搭载平台,配合内部开设的多组起吊螺丝孔及下模螺丝使其固定,形成托底效果,在使用中也可以通过下托板两端分布开设的锁模槽进行卡合固定,提升稳定性,避免此模具使用中出现移位情况。
附图说明
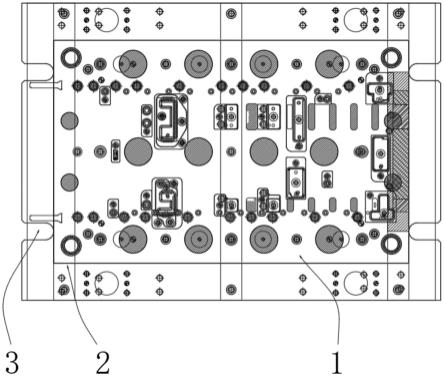
15.图1为本实用新型俯视内部结构示意图;
16.图2为本实用新型连续冲压机构俯视状态下第一拆解结构示意图;
17.图3为本实用新型连续冲压机构俯视状态下第二拆解结构示意图;
18.图4为本实用新型连续冲压机构局部拆解结构示意图;
19.图5为本实用新型衔接垫位机构俯视结构示意图;
20.图6为本实用新型安置卡合机构俯视结构示意图。
21.图中:1、连续冲压机构;101、上夹板;102、止挡板;103、脱料板;104、下模板;105、下垫板;106、下模座;107、内导柱;108、冲头过孔;109、折弯冲头;110、下模折弯入子;111、螺丝过孔;2、衔接垫位机构;201、下踮脚;202、避位铣;203、下模螺丝;3、安置卡合机构;301、下托板;302、起吊螺丝孔;303、锁模槽。
具体实施方式
22.如图1所示,一种模组安装支架冲压连续模具,包括:连续冲压机构1;连续冲压机构1的底端设置有衔接垫位机构2,且衔接垫位机构2的底端设置有安置卡合机构3,连续冲压机构1包括上夹板101、止挡板102、脱料板103、下模板104、下垫板105、下模座106、内导柱107、冲头过孔108、折弯冲头109、下模折弯入子110和螺丝过孔111,且上夹板101的下方设置有止挡板102,止挡板102的下方设置有脱料板103,且脱料板103的下方设置有下模板104,下模板104的下方设置有下垫板105,且下垫板105的下方设置有下模座106,上夹板101的四周内部开设有内导柱107,且上夹板101的顶面内部开设有冲头过孔108,冲头过孔108的内部设置有折弯冲头109,且折弯冲头109的一侧设置有下模折弯入子110,内导柱107沿
着上夹板101、止挡板102、脱料板103、下模板104、下垫板105、下模座106四周等距分布,且上夹板101、止挡板102、脱料板103、下模板104、下垫板105、下模座106内部开设有多组冲头过孔108,在此模具的使用中,通过将多组上夹板101、止挡板102、脱料板103、下模板104、下垫板105、下模座106板件以及下托板301配合内导柱107安置成一体式,其内部开设冲头过孔108、等高套筒、向下折弯冲头镶孔以及弹簧孔、引导针、镶块入子、定位槽、浮升销、废料孔等,将其多组板件从上向下依次组合形成整体模具,此多种工艺结合的冲压连续模,具备可在同一个冲压装置中完成多种冲压工艺,减少操作人员不必要的劳动强度,将更多的时间和精力保证产品的质量的优点,解决现有的冲压模具,一次只能进行一种冲压工艺的缺点,提升生产加工效率。
23.如图2所示,一种模组安装支架冲压连续模具,衔接垫位机构2包括下踮脚201、避位铣202和下模螺丝203,且下踮脚201的一侧设置有避位铣202,下踮脚201的两端设置有下模螺丝203,下踮脚201设置有三组,且下模螺丝203沿着下踮脚201两端对称分布,在此模具的下托板301底端设置有三组下踮脚201,且下踮脚201的其中一组设置有避位铣202,可辅助安置过程,减少与下模板104安置底端拖底过程中的贴合冲突,让模具本体底端式样更加稳定,可通过下踮脚201两端分布的下模螺丝203,将其与下模板104及多组板件固定,不但方便拆卸且易于安装。
24.如图3所示,一种模组安装支架冲压连续模具,安置卡合机构3包括下托板301、起吊螺丝孔302和锁模槽303,且下托板301的四周分布有起吊螺丝孔302,下托板301的两端分布有锁模槽303,锁模槽303沿着下托板301两端对称分布,且下托板301与连续冲压机构1之间为螺纹连接,在此模具的底端通过下托板301为其支撑和安置提供底部搭载平台,配合内部开设的多组起吊螺丝孔302及下模螺丝203使其固定,形成托底效果,在使用中也可以通过下托板301两端分布开设的锁模槽303进行卡合固定,提升稳定性,避免此模具使用中出现移位情况。
25.综上,该模组安装支架冲压连续模具在使用时,首先在此模具的使用中,通过将多组上夹板101、止挡板102、脱料板103、下模板104、下垫板105、下模座106板件以及下托板301配合内导柱107安置成一体式,其内部开设冲头过孔108、等高套筒、向下折弯冲头镶孔以及弹簧孔、引导针、镶块入子、定位槽、浮升销、废料孔等,将其多组板件从上向下依次组合形成整体模具,此多种工艺结合的冲压连续模,具备可在同一个冲压装置中完成多种冲压工艺,减少操作人员不必要的劳动强度,将更多的时间和精力保证产品的质量的优点,解决现有的冲压模具,一次只能进行一种冲压工艺的缺点,提升生产加工效率,在此模具的下托板301底端设置有三组下踮脚201,且下踮脚201的其中一组设置有避位铣202,可辅助安置过程,减少与下模板104安置底端拖底过程中的贴合冲突,让模具本体底端式样更加稳定,可通过下踮脚201两端分布的下模螺丝203,将其与下模板104及多组板件固定,不但方便拆卸且易于安装,在此模具的底端通过下托板301为其支撑和安置提供底部搭载平台,配合内部开设的多组起吊螺丝孔302及下模螺丝203使其固定,形成托底效果,在使用中也可以通过下托板301两端分布开设的锁模槽303进行卡合固定,提升稳定性,避免此模具使用中出现移位情况。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
