1.本发明属于用于水下手工快速切割的技术领域,具体地涉及一种用于水下热态切割的绳状金属切割材料。
背景技术:
2.随着我军如航母、驱逐舰等各种海事装备的陆续服役,各种海军装备吃水线以下部位(如损伤船体)的切割和破拆通常需要在水下进行,而且,船体长时间在海中服役,由于海生物、海藻、海苔等附着,已经不是单一的金属结构体,更增加了切割的难度。载人舰船也会发生倾覆事故,容易将人困在倾覆舰船中,需要在极短的时间内(几小时内)将人员解救出来,其中一个重要的方法是将倾覆船体在水下快速切割出一个逃生口,将人员救出,但现在的水下切割设备大都带电作业,给救援人员增加了危险。另外,大量的水上建筑(如海洋平台、海底管道、海底储油库、海底隧道、海上飞机场等)需要建造与维修,也必将造成大量的废旧海洋工程结构(如废旧码头、废旧海洋平台、废弃钻井平台等)要被拆除,从而为航行清除障碍。但这些水下建筑破拆的难点在于水下部分结构只能在水下切割和拆除,而且这些水下建筑具有钢筋混凝土结构,也大大增加了拆除的难度。
3.针对这些应急救援和水下切割的需求,目前也开展了许多相关研究,开发了各种各样的切割技术,目前常用的应急救援和水下切割技术有:氧-可燃气切割、氧-弧切割、金属-电弧切割、机械切割、水射流切割、等离子切割、爆炸切割等。氧-可燃气切割范围有限,只适合于切割低碳钢,不适宜于切割耐腐蚀钢、不锈钢、铸铁和除钛以外的有色金属,也不能切割钢筋混凝土等,水下氧-弧切割、金属-电弧切割、水下机械切割、水射流切割、水下等离子切割都需要带电作业,存在安全隐患,所需要的设备也较为复杂,庞大不易携带,而爆炸切割危险性较大、且易造成环境污染。由此可见,现有的这些技术还不能满足应急救援和水下切割的需求。
4.cn201010536018.5公开了一种手工快速切割材料,但是,该手工快速切割材料的粉芯组分及组分含量只适合在空气中进行切割,其放热合金cuo和fe在氧气中燃烧放出的热量远远不够支持切割材料在水中持续不断的燃烧,从而无法满足其在水下进行切割。
5.zl201210009001.3公开了一种水下切割材料,但是由于其采用直钢管结构,存在如下几个问题:一是采用切割直棒进行水下切割,为了操作方便和空间的限制,切割棒都不能过长,不超过1m,因此,进行水下切割,需要频繁更换新的切割棒,但是由于水的强烈冷却作用,更换切割棒间隙,切割对象如损伤船体的割口会迅速冷却,重新起弧切割,又需要重新加热割口处的金属到熔点才能进一步切割,差不多需要消耗整根切割棒的三分之一;频繁更换切割棒和重新加热切割口,导致切割效率大大降低,影响了救援和切割效率;二是由于水下的能见度很低,大部分的水下切割都需要盲割,频繁的更换切割棒,再进行下一次切割,许多时候并不能准确找到上一次的割口,导致两次切割的割口没连续或者切割的割口不平整,也影响了切割的质量和效率;三是采用切割棒切割无法实现水下切割的自动化,由于水下工作环境恶劣,容易造成生命事故,因此,水下切割的自动化也是水下切割努力追求
的目标。但切割棒需要频繁更换,从而无法实现自动化。
6.基于以上技术难题,亟需研究开发出一种柔性绳状水下金属热态切割材料,克服热态切割棒存在的缺点,大幅度提高水下切割效率和切割质量,也为以后水下热态切割自动化奠定基础。
技术实现要素:
7.鉴于上述的分析,本发明旨在提供一种用于水下热态切割的绳状金属切割材料,能够解决以下技术问题之一:(1)现有的切割直棒尺寸较短,频繁更换切割棒和重新加热切割口,导致切割效率大大降低;(2)频繁更换切割棒导致切割的质量较差;(3)现有的切割棒燃点高,不容易起弧。
8.本发明的目的主要是通过以下技术方案实现的:
9.一方面,本发明提供了一种用于水下热态切割的绳状金属切割材料,绳状金属切割材料由外部的绳状切割金属管材和设置于绳状切割金属管材的内腔的多根切割丝材组成;切割丝材由外皮和外皮包裹的粉芯组成,粉芯的化学成分以质量百分比计为:mg粉3%~20%,cuo粉5%~10%,稀土铈粉1%~7%,稀土镧粉2%~5%,稀土钕粉1%~4%,余量为fe粉。
10.进一步的,外皮为冷轧钢带,外皮的化学成分为:以质量百分比计,c≤0.15%,mn≤0.60%,p≤0.1%,s≤0.025%。
11.进一步的,绳状切割金属管材包括采用fe-cu-fe三层结构的复合金属薄板卷制而成的焊管和焊管外侧包覆的绝缘层。
12.进一步的,切割丝材沿绳状切割金属管材的内壁分布。
13.进一步的,切割丝材的直径与绳状切割金属管材的壁厚之比为2~4。
14.进一步的,绝缘层为聚乙烯胶带层或环氧树脂层。
15.进一步的,绳状切割金属管材的制备方法包括:
16.步骤1、采用爆炸焊的方法制备出fe-cu-fe三层结构的复合金属薄板;
17.步骤2、将复合金属薄板卷制成焊管;
18.步骤3、采用挤压牵引的方式将焊管制备成柔性金属管材;
19.步骤4、在柔性金属管材外侧设置绝缘层,得到绳状切割金属管材。
20.进一步的,切割丝材的长度与绳状切割金属管材的长度相同,切割丝材与绳状切割金属管材的长度均大于8米。
21.进一步的,切割丝材的数量大于5根。
22.本发明还提供了一种用于水下热态切割的绳状金属切割材料的制备方法,用于制备上述用于水下热态切割的绳状金属切割材料;包括如下步骤:
23.s1、制备切割丝材;
24.s2、制备绳状切割金属管材;
25.s3、将切割丝材装配至绳状切割金属管材的内腔中,得到用于水下热态切割的绳状金属切割材料。
26.与现有技术相比,本发明有益效果如下:
27.1)本发明的用于水下热态切割的绳状金属切割材料的粉芯材料采用mg粉、cuo粉、
稀土铈粉、稀土镧粉、稀土钕粉和fe粉混合,并通过精确控制各组分的质量百分比,降低了材料的燃点,更容易起弧,在水下只需要18~22v的直流电源就可以顺利引弧,并且不容易熄灭。
28.2)本发明的用于水下热态切割的绳状金属切割材料具有便携性,使用时,整个系统主要有引弧电源、工业氧气瓶、切割枪等,切割过程中,只需要采用18~22v蓄电池引弧电源、工业氧气瓶处在水面以上,操作人员只需要携带切割枪和切割材料在水下工作,单人就可以携带,不必像机械切割、等离子切割等需要复杂笨重的设备。
29.3)本发明的绳状金属切割材料使用时不需要切割电源和切割燃气,只需要在水下引燃切割材料就可以断开引弧电源,借助氧气助燃作用,利用切割材料燃烧自身放出的热量支持绳状切割材料进一步持续燃烧对工件进行切割,不需要切割电源和切割燃气。
30.4)本发明的绳状金属切割材料的长度可以较长,例如可以达到8米,减少了更换切割材料的次数,提高了水下作业效率和切割质量,降低了费用。
31.5)本发明的绳状金属切割材料燃烧可以达到5000℃以上的高温,切割效率是氧-可燃气体切割的8~20倍,具有较高的切割速度,切割效率高。
32.6)本发明的绳状金属切割材料的切割对象范围广,水下绳状切割材料是利用材料燃烧本身放出的热量支持切割材料进一步持续燃烧,现有技术中的水下切割方式仅能在水下5米的范围内进行,而本发明所述的切割材料甚至在超过60米水深的水下进行作业,同时,该材料不像氧-乙炔火焰那样受所切割对象材料成分的限制,可以切割所有金属材料,也可以切割混凝土、砖或岩石等非金属材料,切割对象范围广。
33.7)本发明的绳状金属切割材料的制造成本低,该水下绳状切割材料制备时不需要复杂的设备,所用的材料成分主要为铁,因此,制造成本较低。
34.本发明的其他特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书中所特别指出的内容来实现和获得。
附图说明
35.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
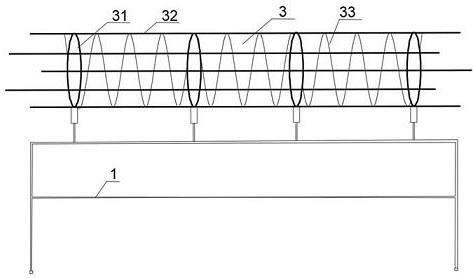
36.图1为本发明的用于水下热态切割的绳状金属切割材料的整体结构示意图;
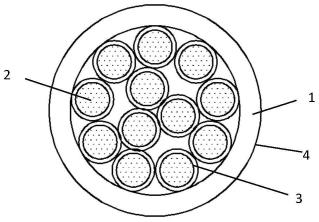
37.图2为用于水下热态切割的绳状金属切割材料的截面图;
38.图3为用于水下热态切割的绳状金属切割材料的实物图;
39.图4为本发明的制备切割丝材的部分工艺过程示意图;
40.图5为本发明的制备绳状切割金属管材的主要工艺过程;
41.图6为本发明的调压电源实物图。
42.附图标记:
43.1-绳状切割金属管材;2-切割丝材;3-外皮;4-绝缘层。
具体实施方式
44.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明一部分,并
与本发明的实施例一起用于阐释本发明的原理。
45.本发明提供了一种用于水下热态切割的绳状金属切割材料,上述绳状金属切割材料由绳状切割金属管材1和设置于绳状切割金属管材1的内腔的多根切割丝材2组成;上述切割丝材2由外皮3和外皮3包裹的粉芯组成,粉芯的化学成分以质量百分比计为:mg粉3%~20%,cuo粉5%~10%,稀土铈粉1%~7%,稀土镧粉2%~5%,稀土钕粉1%~4%,余量为fe粉。
46.具体的,外皮3为spcc-sd型冷轧钢带,外皮3的化学成分以质量百分比计,为:c≤0.15%,mn≤0.60%,p≤0.1%,s≤0.025%,其余为铁和不可避免的杂质。外皮3的作用一是包住内部粉芯,二是做为一种组分,参与燃烧反应。
47.具体的,绳状切割金属管材1包括采用fe-cu-fe三层结构的复合金属薄板卷制而成的焊管和焊管外侧包覆的绝缘层4。
48.具体的,上述绝缘层4可以为聚乙烯胶带层或环氧树脂层。
49.具体的,绳状切割金属管材1的制备方法包括:
50.步骤1、采用爆炸焊的方法制备出fe-cu-fe三层结构的复合金属薄板;
51.步骤2、将上述复合金属薄板卷制成一定直径的焊管;
52.步骤3、采用挤压牵引的方式将上述焊管制备成柔性金属管材;
53.步骤4、在柔性金属管材外侧缠绕上聚乙烯胶带层或涂敷上环氧树脂层得到绳状切割金属管材1。
54.具体的,切割丝材2沿绳状切割金属管材1的内壁分布,并在绳状切割金属管材中心位置形成蜂窝结构。
55.具体的,切割丝材2的长度与绳状切割金属管材1的长度相同,并且切割丝材2与绳状切割金属管材1的长度均大于8米。
56.具体的,切割丝材2的数量大于5根。
57.具体的,为了达到较好的燃烧效果,控制切割丝材2的直径与绳状切割金属管材1的壁厚之比范围在2~4。
58.具体的,本发明的切割丝材2中,mg粉和cuo粉的加入,是为了利用mg粉在氧气中燃烧,cuo粉与铁反应放出大量热量,支持在水下切割的顺利进行。当mg粉质量百分比小于3%,cuo粉质量百分比小于5%时,放出的热量少,切割速度较小,而当mg粉质量百分比大于20%,cuo粉质量百分比大于10%时,反应剧烈,燃烧速度过快,不容易控制。因此,本发明中,控制mg粉3%~20%,cuo粉5%~10%。
59.需要说明的是,本发明中,mg粉和cuo粉的同时加入可以使得反应过程平稳、持续,水下切割过程也比较平稳。
60.稀土铈的加入可以提高切割材料的燃烧效率,促进切割材料在氧气中充分燃烧。当稀土铈质量百分比小于1%时,对燃烧效率的提高作用很小,在1%~7%范围内,随着稀土铈重量比的增大,对燃烧效率的提高也越来越大,但超过7%,对燃烧效率的提高与7%的相比变化不大,而稀土铈价格较高,为了节约成本,控制稀土铈粉1%~7%。
61.稀土镧粉和稀土钕粉的加入是为了降低切割材料的燃点,可以保证大于8米长的绳状金属切割材料在水下只需要18v的直流电源就可以顺利引弧。当稀土镧粉的质量百分比小于2%,稀土钕粉的质量百分比小于1%时,降低燃点作用不明显,不利于引弧;而当稀
土镧粉的质量百分比大于5%,稀土钕粉的质量百分比大于4%时,已经能顺利引弧,而稀土镧粉和稀土钕粉价格较高,为了节约成本,控制稀土镧粉2%~5%,稀土钕粉1%~4%,稀土镧粉和稀土钕粉的同时加入可以使得引弧过程顺利、平稳。
62.具体的,铁粉粒度为-80~100目,cuo粉粒度为-80~200目,mg粉粒度为-80~200目,稀土铈粒度为-300目。稀土镧粉粒度为-200目,稀土钕粉粒度为-200目;其中,-代表细于,例如-80代表细于80目。
63.具体的,本发明还提供了一种用于水下热态切割的绳状金属切割材料的制备方法,用于制备上述用于水下热态切割的绳状金属切割材料;包括如下步骤:
64.s1、制备切割丝材2:使用多功能粉芯丝材成型机,采用多辊连续轧制和多道连续拔丝减径方法制备切割丝材2;
65.s2、制备绳状切割金属管材1;
66.s3、将切割丝材2装配至绳状切割金属管材1的内腔中,得到用于水下热态切割的绳状金属切割材料。
67.具体的,图4所示为s1中制备切割丝材2的部分工艺过程示意图:适于轧制的金属带材,经过裁带、几道轧辊轧制后逐步形成槽形(即轧带),然后将一定粒度混合均匀的填充粉末送入带槽内(即加粉),再经几道轧辊轧制后使金属带闭合(即封口),轧制成圆形,后经拔丝模逐渐减径,最终至所需尺寸,然后校直和剪切得到切割丝材2。
68.具体的,图5所示为s2中制备绳状切割金属管材1的主要工艺过程,首先,采用爆炸焊的方法制备出fe-cu-fe结构的复合金属薄板,再卷制成一定直径的焊管,最后采用挤压牵引的方式制备出柔性金属管材,采用聚乙烯胶带缠绕在切割柔性管材外侧作为绝缘层得到绳状切割金属管材1。
69.具体的,上述s3中,采用导丝机构,将多根切割丝材2插入制备好的绳状切割金属管材1的内腔中。
70.与现有技术相比,本发明的用于水下热态切割的绳状金属切割材料的粉芯材料采用mg粉、cuo粉、稀土铈粉、稀土镧粉、稀土钕粉和fe粉混合,并通过精确控制各组分的质量百分比,降低了材料的燃点,更容易起弧,在水下只需要18~22v的直流电源就可以顺利引弧,并且不容易熄灭。
71.本发明的用于水下热态切割的绳状金属切割材料具有便携性,使用时,整个系统主要有引弧电源、工业氧气瓶、切割枪等,切割过程中,只需要采用18v蓄电池引弧电源、工业氧气瓶处在水面以上,操作人员只需要携带切割枪和切割材料在水下工作,单人就可以携带。
72.本发明的绳状金属切割材料使用时不需要切割电源和切割燃气,只需要在水下引燃切割材料就可以断开引弧电源,借助氧气助燃作用,利用切割材料燃烧自身放出的热量支持绳状切割材料进一步持续燃烧对工件进行切割。
73.本发明的绳状金属切割材料的长度可以较长,例如可以达到8米,减少了更换切割材料的次数,提高了水下作业效率和切割质量,降低了费用。本发明的绳状金属切割材料燃烧可以达到5000℃以上的高温,切割效率是氧-可燃气体切割的8~20倍,具有较高的切割速度,切割效率高。
74.本发明的绳状金属切割材料的切割对象范围广,水下绳状切割材料是利用材料燃
烧本身放出的热量支持切割材料进一步持续燃烧,现有技术中的水下切割方式仅能在水下5米的范围内进行,而本发明所述的切割材料甚至在超过60米水深的水下进行作业,同时,该材料不像氧-乙炔火焰那样受所切割对象材料成分的限制,可以切割所有金属材料,也可以切割混凝土、砖或岩石等非金属材料,切割对象范围广。
75.本发明的绳状金属切割材料的制造成本低,该水下绳状切割材料制备时不需要复杂的设备,所用的材料成分主要为铁,因此,制造成本较低。
76.具体的,根据工程应用的不同需求,可以加工规格不同的用于水下热态切割的绳状金属切割材料,例如:
77.规格1:选用两段壁厚约0.2mm的spcc-sd型冷轧钢带,壁厚约0.2mm的铜带,通过爆炸焊工艺制成厚约0.5mm的“fe-cu-fe”三明治结构复合金属带,再卷制成一定直径的焊管,最后采用挤压牵引的方式制备出柔性金属管材,在柔性金属管材外侧设置绝缘层得到绳状切割金属管材。绳状切割金属管材总的壁厚约为0.9mm,内径8mm,外径10mm,制备的绳状切割金属管材长为8m。
78.切割丝材的直径为2.4mm,长为8m,共7根装配在绳状切割金属管材中。7根切割丝材沿绳状切割金属管材的内壁均布,并在绳状切割金属管材的中心位置形成中空结构。
79.规格2:选用两段壁厚约0.2mm的spcc-sd型冷轧钢带,壁厚约0.2mm的铜带,通过爆炸焊工艺制成厚约0.5mm的“fe-cu-fe”三明治结构复合金属带,再卷制成一定直径的焊管,最后采用挤压牵引的方式制备出柔性金属管材,在柔性金属管材外侧设置绝缘层得到绳状切割金属管材。绳状切割金属管材总的壁厚约为1mm,内径10mm,外径12mm,制备的绳状切割金属管材长约为8m。
80.切割丝材的直径为2.4mm,长约为8m,共9根装配在绳状切割金属管材的内壁。
81.规格3:选用两段壁厚约0.2mm的spcc-sd型冷轧钢带,壁厚约0.2mm的铜带,通过爆炸焊工艺制成厚约0.5mm的“fe-cu-fe”三明治结构复合金属带,再卷制成一定直径的焊管,最后采用挤压牵引的方式制备出柔性金属管材,在柔性金属管材外侧设置绝缘层得到绳状切割金属管材。绳状切割金属管材总的壁厚约为1mm,内径12mm,外径14mm,制备的绳状切割金属管材长约为8m。
82.切割丝材的直径为2.4mm,长约为8m,共11根装配在绳状切割金属管材的内壁。
83.根据工程应用的不同需求,可以采用不同的质量百分比加工切割丝材,例如:
84.实施例1
85.本实施例提供了一种用于水下热态切割的绳状金属切割材料。其中,切割丝材2的粉芯的组成如下表1所示,其中,铁粉粒度为-80~100目,cuo粉粒度为-80~200目,mg粉粒度为-80~200目,稀土铈粉粒度为-300目,稀土镧粉粒度为-200目,稀土钕粉粒度为-200目。
86.具体的,通过多功能粉芯丝材成型机,采用多辊连续轧制和多道连续拔丝减径方法制造,经过裁带、轧带、加粉、封口、拔丝、校直和剪切工序,即得切割丝材;制备切割丝材的速度约10m/min,校直速度约为5m/min。
87.采用爆炸焊的方法制备出fe-cu-fe结构的复合金属薄板,再卷制成一定直径的焊管,最后采用挤压牵引的方式制备出柔性金属管材;采用聚乙烯胶带缠绕在切割柔性管材外侧作为绝缘层得到绳状切割金属管材。
88.将7根切割丝材装配至上述绳状切割金属管材内腔中,形成用于水下热态切割的绳状金属切割材料。
89.表1实施例1的粉芯的化学成分(wt%)
90.粉芯成分质量百分比mg粉3%cuo粉5%稀土镧粉2%稀土钕粉1%稀土铈粉1%铁粉余量
91.采用实施例1制备而成的8米长的用于水下热态切割的绳状金属切割材料,对在水深1米处厚20mm的45#钢板进行切割试验,切割速度为1.8mm/s,只需要22v的直流电源就可以顺利引弧,且不容易熄灭,在水下切割时,直至材料用完才熄灭。
92.需要说明的是,材料燃点越低,越容易起弧,根据这一特性,本发明通过起弧电压来表征材料燃点。
93.本发明采用上海稳凯电源设备有限公司wyj-5a60v双路直流稳压稳流装置,直流电压在8v-36v之间调节,调压电源实物图如图6所示。
94.实施例2
95.本实施例提供了一种用于水下热态切割的绳状金属切割材料。本实施例的用于水下热态切割的绳状金属切割材料的整体组成和制备方法与实施例1类似,在此不再一一赘述。不同之处在于:其中,切割丝材的粉芯的组成如下表2所示,将9根切割丝材装配在绳状切割金属管材内腔中,制备切割丝材的速度约为25m/min,校直速度约为16m/min。
96.表2实施例2的粉芯的化学成分(wt%)
97.粉芯成分质量百分比mg粉20%cuo粉5%稀土镧粉4%稀土钕粉1%稀土铈粉7%铁粉余量
98.采用实施例2制备而成的8米长的用于水下热态切割的绳状金属切割材料,对在水深1米处厚20mm的45#钢板进行切割试验,切割速度为2.2mm/s只需要18v的直流电源就可以顺利引弧,且不容易熄灭,例如在水下切割时,直至材料用完才熄灭。
99.实施例3
100.本实施例提供了一种用于水下热态切割的绳状金属切割材料。本实施例的用于水下热态切割的绳状金属切割材料的整体组成和制备方法与实施例1类似,在此不再一一赘述。不同之处在于:其中,切割丝材的粉芯的组成如下表3所示,将11根切割丝材装配在绳状切割金属管材内腔中,制备切割丝材的速度约为15m/min,校直速度约为12m/min。
101.表3实施例3的粉芯的化学成分(wt%)
[0102][0103][0104]
采用实施例3制备而成的8米长的用于水下热态切割的绳状金属切割材料,对在水深1米处厚20mm的45#钢板进行切割试验,切割速度为3mm/s,只需要18v的直流电源就可以顺利引弧;且不容易熄灭,例如在水下切割时,直至材料用完才熄灭。
[0105]
需要说明的是,本发明的用于水下热态切割的绳状金属切割材料不容易熄灭,在水下点燃后,能持续稳定的燃烧直至材料用完。
[0106]
发明人进行了深入研究,现将部分效果略差的数据作为对比例进行对比。
[0107]
对比例1
[0108]
本对比例提供了一种用于水下热态切割的绳状金属切割材料。本对比例的用于水下热态切割的绳状金属切割材料的整体组成和制备方法与实施例1类似,在此不再一一赘述。不同之处在于:其中,切割丝材的粉芯的组成如下表4所示,将7根切割丝材装配在绳状切割金属管材内腔中,制备切割丝材的速度约为10m/min,校直速度约为5m/min。
[0109]
表4对比例1的粉芯的化学成分(wt%)
[0110][0111][0112]
采用对比例1制备而成的8米长的用于水下热态切割的绳状金属切割材料,对在水深1米处厚20mm的45#钢板进行切割试验,切割速度为3mm/s,需要33v的直流电源才可以顺利引弧。
[0113]
对比例2
[0114]
本对比例提供了一种用于水下热态切割的绳状金属切割材料。本对比例的用于水下热态切割的绳状金属切割材料的整体组成和制备方法与实施例1类似,在此不再一一赘述。不同之处在于:其中,切割丝材的粉芯的组成如下表5所示,将7根切割丝材装配在绳状切割金属管材内腔中,制备切割丝材的速度约为10m/min,校直速度约为5m/min。
[0115]
表5对比例2的粉芯的化学成分(wt%)
[0116]
粉芯成分质量百分比mg粉20%cuo粉0稀土镧粉2%稀土钕粉3%稀土铈粉3%铁粉余量
[0117]
采用对比例2制备而成的8米长的用于水下热态切割的绳状金属切割材料,对在水深1米处厚20mm的45#钢板进行切割试验,切割速度为3mm/s,需要27v的直流电源才可以顺利引弧。
[0118]
具体的,如图1所示为本发明的用于水下热态切割的绳状金属切割材料的整体结构示意图;图2为用于水下热态切割的绳状金属切割材料的截面图;图3为用于水下热态切割的绳状金属切割材料的实物图。
[0119]
需要说明的是,采用本发明的用于水下热态切割的绳状金属切割材料还可以应用于水下金属材料或非金属材料的切割;通常非金属材料可以为混凝土、砖或岩石。
[0120]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。