1.本实用新型属于半导体加工技术领域,涉及半导体加工设备的工装,具体涉及半导体芯片研磨用陶瓷基金刚石磨轮研磨块粘接定位工装。
背景技术:
2.电子封装是半导体产业的重要组成部分,它处于半导体产业的后端工序,主要工序为晶圆减薄(wafer back grinding)、晶圆切割(wafer saw)、晶片粘接(dieattach)、引线键合(wire bond)、塑封(compound molding)、塑封体研磨(compoundgrinding)、塑封切割(compound singulation)、打标(marking)、测试(testing) 等工序。其中塑封体研磨基本方法为,将专用的磨轮安装在全自动精密研磨机上,用磨轮将塑封体背面多余的材料按照要求磨掉,达到所期望的厚度,同时保证研磨面的表面粗糙度及光洁度。由于塑封材料型号与厚度的不同,在线研磨条件异常苛刻,研磨质量指标要求极高。
3.塑封体研磨用磨轮由国外公司垄断,技术严密封锁。磨轮基本结构为研磨块和铝合金基体,其中研磨块是磨轮的核心,真正地参与磨削。通常情况下,研磨块是一种陶瓷基金刚石复合材料,陶瓷为结合剂,用来包镶与把持金刚石颗粒,金刚石为磨削单元,用来去除被研磨对象。
4.根据研磨机类型的不同,塑封体研磨磨轮的形状有所差异,目前市场上最常见的形状为碗形结构。碗型磨轮的研磨块为很多个相同的小单元,各个单元研磨块通过胶结方式粘接到铝合金基体端面的安装槽中。
5.现用的粘接方法为人工将研磨块根据研磨轮需求的数量均布摆放在铝合金基体端面的安装槽中,然后涂抹粘接剂使研磨块和铝合金基体粘接为一个整体,此过程难以保证均布同时在涂胶过程中研磨块也会有一定量的歪斜,对研磨轮产品质量造成影响。
技术实现要素:
6.针对现有技术存在的不足,本实用新型的目的在于提供一种半导体芯片研磨用陶瓷基金刚石磨轮研磨块粘接定位工装,精准定位研磨块位置并夹紧,确保均布及研磨块粘接过程中的位置稳定。
7.为了实现上述目的,本实用新型采用以下技术方案予以实现:
8.半导体芯片研磨用陶瓷基金刚石磨轮研磨块粘接定位工装,包括刻度盘以及设置在刻度盘外周的夹紧盘;
9.所述的刻度盘包括圆盘状底板,所述的底板正面设置有凸起的刻度圆环,所述的刻度圆环上刻蚀有分度线及分度值;
10.所述的刻度盘还包括设置在刻度圆环外周的研磨块放置台;
11.所述的底板的背面中心设置有连接侧耳;
12.所述的夹紧盘包括底盘及沿底盘外周设置向正面凸起的夹紧凸台;
13.所述的夹紧盘包括两个相向对称设置的夹紧半盘,每个夹紧半盘的中心设置有矩
形的凹口,两个夹紧半盘上相向的凹口拼接组成供连接侧耳穿过的通槽;
14.所述的两个夹紧半盘的背面通槽两侧与连接侧耳对应各设置有左外连接侧耳和右外连接侧耳,所述的左外连接侧耳和右外连接侧耳相互对称设置;
15.所述的连接侧耳、左外连接侧耳和右外连接侧耳上安装有连接刻度盘和夹紧盘的导向轴组件,以及调节两个夹紧半盘间距的传动丝杆组件。
16.本实用新型还具有以下技术特征:
17.优选的,所述的连接侧耳的中心设置有一个传动轴孔,所述的左外连接侧耳和右外连接侧耳中心各对应设置有左传动轴孔和右传动轴孔;
18.所述的传动轴孔、左传动轴孔和右传动轴孔的两侧各设置有一个导向轴孔;
19.所述的传动轴孔、左传动轴孔和右传动轴孔上安装有传动丝杆组件;
20.所述的同一直线上的导向轴孔上安装有一组导向轴组件。
21.进一步的,所述的导向轴组件沿传动丝杆组件对称设置有两组。
22.更进一步的,所述的导向轴组件包括顶端设置有限位块的导向轴,以及安装于导向轴尾端的防脱卡簧。
23.优选的,所述的传动丝杆组件包括固定于连接侧耳的传动轴孔的联轴器,所述的联轴器的两端分别安装有伸出至左传动轴孔外侧的左旋转丝杆和伸出至右传动轴孔外侧的右旋转丝杆。
24.进一步的,所述的左旋转丝杆和左传动轴孔之间、右旋转丝杆和右传动轴孔之间通过方向对应的螺纹啮合。
25.进一步的,所述的左旋转丝杆或右旋转丝杆的一端设置有调节用的翼板。
26.优选的,所述的研磨块放置台上粘贴有用于稳定研磨块的可重复使用的双面胶。
27.本实用新型与现有技术相比,具有如下技术效果:
28.本实用新型的研磨块粘接定位工装,采用刻蚀有分度线及分度值的刻度盘,可精准定位研磨块位置,确保均布,且适用于定位不同尺寸和数量的研磨块的研磨轮;同时,本实用新型的研磨块粘接定位工装,设计了夹紧功能,确保研磨块粘接过程中的位置稳定,降低研磨块粘接时歪斜率,提升磨轮产品质量。
附图说明
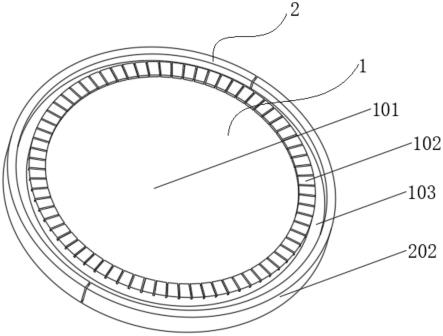
29.图1为本实用新型的研磨块粘接定位工装的正面结构示意图;
30.图2为本实用新型的研磨块粘接定位工装的背面结构示意图;
31.图3为实用新型的研磨块粘接定位工装的刻度盘示意图;
32.图4为实用新型的研磨块粘接定位工装的夹紧盘示意图;
33.图5为实用新型的研磨块粘接定位工装的导向轴组件示意图;
34.图6为实用新型的研磨块粘接定位工装的传动丝杆组件示意图;
35.图中各标号的含义为:1-刻度盘,2-夹紧盘;3-导向轴组件,4-传动丝杆组件, 5-传动轴孔,6-左传动轴孔,7-右传动轴孔,8-导向轴孔,9-联轴器,10-左旋转丝杆,11-右旋转丝杆,12-翼板;
36.101-底板,102-刻度圆环,103-研磨块放置台,104-连接侧耳;
37.201-底盘,202-夹紧凸台,203-夹紧半盘,204-通槽;
38.20301-凹口,20302-左外连接侧耳,20303-右外连接侧耳;
39.301-导向轴,302-限位块,303-防脱卡簧。
具体实施方式
40.以下结合实施例对本实用新型的具体内容做进一步详细解释说明。
41.如图1至图6所示,本实施例给出半导体芯片研磨用陶瓷基金刚石磨轮研磨块粘接定位工装,包括刻度盘1以及设置在刻度盘1外周的夹紧盘2;
42.刻度盘1包括圆盘状底板101,底板101正面设置有凸起的刻度圆环102,刻度圆环102上刻蚀有分度线及分度值;刻度圆环102上的分度线及分度值用于在摆放研磨块时确定研磨块间的相对位置距离,确保研磨块的均布;
43.刻度盘1还包括设置在刻度圆环102外周的研磨块放置台103;研磨块放置台103用于定位时放置研磨块;
44.底板101的背面中心设置有连接侧耳104;
45.夹紧盘2包括底盘201及沿底盘201外周设置向正面凸起的夹紧凸台202;夹紧凸台202和刻度圆环102配合夹紧研磨块。
46.夹紧盘2包括两个相向对称设置的夹紧半盘203,每个夹紧半盘203的中心设置有矩形的凹口20301,两个夹紧半盘203上相向的凹口20301拼接组成供连接侧耳104穿过的通槽204;通过调整两个夹紧半盘203之间的距离,实现研磨块的夹紧和松开;
47.两个夹紧半盘203的背面通槽204两侧与连接侧耳104对应分别设置有左外连接侧耳20302和右外连接侧耳20303,左外连接侧耳20302和右外连接侧耳 20303相互对称设置;
48.连接侧耳104、左外连接侧耳20302和右外连接侧耳20303上安装有连接刻度盘1和夹紧盘2的导向轴组件3,以及调节两个夹紧半盘203间距的传动丝杆组件4。传动丝杆组件4用于调整两个夹紧半盘203之间的距离;导向轴组件3 用于限定刻度盘1和夹紧盘2的相对位置,避免夹紧或松开研磨块时刻度盘1和夹紧盘2脱落。
49.连接侧耳104的中心设置有一个传动轴孔5,左外连接侧耳20302和右外连接侧耳20303中心各对应设置有左传动轴孔6和右传动轴孔7;
50.传动轴孔5、左传动轴孔6和右传动轴孔7的两侧各设置有一个导向轴孔8;
51.传动轴孔5、左传动轴孔6和右传动轴孔7上安装有传动丝杆组件4;
52.同一直线上的导向轴孔8上安装有一组导向轴组件3。
53.导向轴组件3沿传动丝杆组件4对称设置有两组,确保操作时刻度盘1和夹紧盘2相对稳定,在夹紧松开过程中平行顺滑;
54.导向轴组件3包括顶端设置有限位块302的导向轴301,以及安装于导向轴 301尾端的防脱卡簧303。
55.传动丝杆组件4包括固定于连接侧耳104的传动轴孔5的联轴器9,联轴器9 的两端分别安装有伸出至左传动轴孔6外侧的左旋转丝杆10和伸出至右传动轴孔 7外侧的右旋转丝杆11。
56.左旋转丝杆10和左传动轴孔6之间、右旋转丝杆11和右传动轴孔7之间通过方向对应的螺纹啮合。传动丝杆组件4用于将传动丝杆的周向运动转化为径向运动,对研磨块进行夹紧。
57.左旋转丝杆10或右旋转丝杆11的一端设置有调节用的翼板12,扭动翼板12 时,夹紧盘2左右两部分做相向或相反方向的运动,用于夹紧和松开;
58.研磨块放置台103上粘贴有用于稳定研磨块的可重复使用的双面胶,当研磨块摆放在研磨块放置台103时双面胶可以减少晃动带来的偏差。
59.本实用新型在使用时,原理如下:
60.首先拧动翼板12,翼板12带动左旋转丝杆10和右旋转丝杆11相两侧移动,使得定位工装夹紧盘2的两个夹紧半盘203左右两部分分开,刻度盘1的刻度圆环102和夹紧盘2的夹紧凸台202之间距离较远,便于研磨块放置;
61.将研磨块按照需要的均布角度放置在粘贴有可重复使用双面胶的研磨块放置台103上;
62.拧动翼板12,翼板12带动左旋转丝杆10和右旋转丝杆11相向移动使得定位工装夹紧盘2的两个夹紧半盘203相向移动收紧,将研磨块夹紧固定;
63.将固定好产品的定位工装倒扣于碗形磨轮铝合金基体上的凹槽中;
64.将粘接胶合剂均匀涂抹于研磨块和铝合金基体间的缝隙中,等待粘接胶合剂凝固;
65.待粘接胶合剂凝固后拧动翼板12,使得定位工装夹紧盘左右两部分分开,取下粘接定位工装,完成作业。
66.需要说明得是,在本实用新型的描述中,术语“正面”、“背面”、“相向”、“顶部”、“底部”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
67.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;所属领域的普通技术人员在未脱离本实用新型精神和范围内对本实用新型技术方案所做出的任何修改或者等同替换,其均应涵盖在本实用新型权利要求保护范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。