1.本发明涉及金属连铸技术领域,特别是涉及一种方坯连铸生产线及其生产工艺。
背景技术:
2.现有连铸生产线生产时,通常采用定尺切割系统,由轧钢给出长度和重量,连铸算出钢坯长度,定下长度后通常不作调整,这种定尺切割无法保证每根钢坯重量类似,甚至会有偏差较大的情况,而且出现偏差时,不能及时发现并调整,最终表现为第一道轧钢机钢坯切尾长短不一,通尺率居高不下。
3.连铸生产中,由于方坯的角部起始状态下散热最快,最早由于热胀冷缩作用脱离结晶器,进而在实际上产中,方坯角部漏钢最多。
技术实现要素:
4.为克服现有技术存在的技术缺陷,本发明提供一种方坯连铸生产线及其生产工艺,方坯尺寸精准,防止漏钢。
5.本发明采用的技术解决方案是:方坯连铸生产线,包括引锭杆和依次连接的中间罐、浸入式水口、结晶器、二次冷却装置、若干依次连接的拉矫机、冷却出料装置和火切机;各所述拉矫机包括拉矫框架、上部支撑辊、下部支撑辊、拉矫升降装置、驱动装置、两个上角部支撑轮、两个下角部支撑轮和两个侧向支撑装置,所述下部支撑辊可转动的设置在拉矫框架上,所述驱动装置安装在拉矫框架上且驱动装置与下部支撑辊传动连接,所述拉矫升降装置安装在拉矫框架顶部且拉矫升降装置传动连接上部支撑辊,所述上部支撑辊在拉矫升降装置带动下沿竖直方向相对于所述拉矫框架移动,各所述上角部支撑轮周向固定在上部支撑辊上且上角部支撑轮沿上部支撑辊轴向滑动,各所述侧向支撑装置沿拉矫框架水平运动,各所述上角部支撑轮与对应侧向支撑装置传动连接,各所述下角部支撑轮周向固定在下部支撑辊上且下角部支撑轮沿下部支撑辊轴向滑动,各所述下角部支撑轮与对应侧向支撑装置传动连接;所述冷却出料装置包括检测框架和依次安装在检测框架上的检测清理装置、位移感应装置和检测装置,所述检测装置包括检测滑动框架、长度传感器和检测压紧簧,所述检测滑动框架可滑动的安装在检测框架上,所述检测框架上设有检测横梁,所述长度传感器安装在检测横梁上且长度传感器的探测段指向检测滑动框架,所述检测滑动框架设有两个检测凸起,所述检测压紧簧的两端分别安装在检测滑动框架和检测框架上且检测压紧簧的作用方向使检测滑动框架指向检测框架内部。
6.优选的,所述检测滑动框架包括滑动横梁、两根检测导柱和检测锥,检测锥构成锥形的检测凸起,两根所述检测导柱平行固装在滑动横梁上且两根检测导柱均沿检测框架滑动,所述检测锥固装在滑动横梁的靠近检测框架内侧端,所述检测压紧簧的两端分别安装在检测导柱和检测框架上且检测压紧簧的作用方向使检测滑动框架指向检测框架内部,所
述长度传感器的探测段指向检测滑动框架的中部。
7.优选的,所述检测凸起通过螺纹副安装在检测滑动框架上。
8.优选的,所述冷却出料装置还包括检测喷水组件,所述检测喷水组件指向检测压紧簧。
9.优选的,所述冷却出料装置还包括检测喷气组件,所述检测喷气组件指向长度传感器。
10.优选的,所述位移感应装置包括编码器、位移检测滚轮、位移检测座和位移检测轴,所述位移检测座安装在检测框架上,所述位移检测轴可转动的安装在位移检测座上,所述编码器安装在检测框架上且编码器通过同步带与位移检测轴传动连接。
11.优选的,各所述侧向支撑装置包括两个侧向支撑油缸和侧向支撑辊,所述侧向支撑辊的两端可转动的安装在两个侧向支撑油缸上。
12.优选的,所述上角部支撑轮的周面形成两个相互垂直的支撑面,所述上角部支撑轮与上部支撑辊之间通过键连接,所述侧向支撑装置上安装有第一磨损补偿装置,所述第一磨损补偿装置包括固装在对应侧向支撑油缸输出端上的第一磨损补偿基座,所述第一磨损补偿基座上通过螺纹副安装有第一顶接件,所述第一顶接件嵌入对应上角部支撑轮预设的槽中。
13.优选的,所述下角部支撑轮的周面形成两个相互垂直的支撑面,所述下角部支撑轮与下部支撑辊之间通过键连接,所述侧向支撑装置上安装有第二磨损补偿装置,所述第二磨损补偿装置包括固装在对应侧向支撑油缸输出端上的第二磨损补偿基座,所述第二磨损补偿基座上通过螺纹副安装有第二顶接件,所述第二顶接件嵌入对应下角部支撑轮预设的槽中。
14.根据权利要求1所述的方坯连铸生产线的生产工艺,其特征在于,包括如下步骤:s1:引锭杆装入结晶器底部密封住结晶器底部,中间罐内的钢水经浸入式水口浇注进结晶器内;s2:驱动装置带动下部支撑辊将引锭杆从结晶器底部牵引出;s3:上部支撑辊在拉矫升降装置带动下升降,上角部支撑轮与上部支撑辊同步升降,各侧向支撑装置带动上角部支撑轮和各下角部支撑轮支撑方坯角部。
15.s4:方坯被驱动装置输送至检测框架,检测清理装置清除表面毛刺,两个检测凸起挤压方坯,长度传感器测量检测滑动框架的位置进而测量坯料竖直方向的厚度,位移感应装置检测输送的距离,每位移一个设定单位长度即计算体积并累加,直至到达预计体积;s5:依据第三步位移感应装置测得的输送距离控制拉矫升降装置升降上部支撑辊。
16.本发明的有益效果是:下部支撑辊可转动的设置在拉矫框架上,驱动装置安装在拉矫框架上且驱动装置55与下部支撑辊传动连接,驱动装置驱动下部支撑辊转动进而牵引引锭杆和正向芯部逐渐结晶中的坯料,拉矫升降装置安装在拉矫框架顶部且拉矫升降装置传动连接上部支撑辊,上部支撑辊在拉矫升降装置带动下沿竖直方向相对于拉矫框架移动进而改变向芯部结晶中的坯料的厚度,时时调整每根钢坯的粗细,进而控制与该设定的每根方坯质量对应的方坯长度不发生剧烈偏差,各上角部支撑轮周向固定在上部支撑辊上且上角部支撑轮沿上部
支撑辊轴向滑动,各侧向支撑装置沿拉矫框架水平运动,各上角部支撑轮与对应侧向支撑装置传动连接。
17.侧向支撑装置在调整位置过程中带动上角部支撑轮到达设定好的位置,控制各上角部支撑轮之间的宽度,上角部支撑轮在拉矫升降装置带动下调整上下位置,进而控制方坯的厚度,避免坯料的上侧不平整,更好的支撑方坯角部防止漏钢,各下角部支撑轮周向固定在下部支撑辊上且下角部支撑轮沿下部支撑辊轴向滑动,各下角部支撑轮与对应侧向支撑装置传动连接,侧向支撑装置在调整位置过程中带动下角部支撑轮到达设定好的位置,控制各下角部支撑轮之间的宽度,下角部支撑轮与下部支撑辊的支撑高度相等,避免坯料的下侧不平整,更好的支撑方坯角部防止漏钢。
18.冷却出料装置包括检测框架和依次安装在检测框架上的检测清理装置、位移感应装置和检测装置,检测装置包括检测滑动框架、长度传感器和检测压紧簧,检测滑动框架可滑动的安装在检测框架上,检测框架上设有检测横梁,长度传感器安装在检测横梁上且长度传感器的探测段指向检测滑动框架,检测滑动框架设有两个检测凸起,检测压紧簧的两端分别安装在检测滑动框架和检测框架上且检测压紧簧的作用方向使检测滑动框架指向检测框架内部,设置两个检测凸起目的在于平衡两个检测凸起检测位置的误差,测量两个检测凸起的位置更加准确,降低了测量误差,检测清理装置用以先行去除方坯上的氧化皮,提高测量精度,每位移一个设定单位长度即计算体积并累加,直至到达预计体积,该冷却出料装置用以时时监测通过的方坯尺寸,进而高精度的控制预设质量下每段方坯的长度,限制每段方坯的质量差距。
附图说明
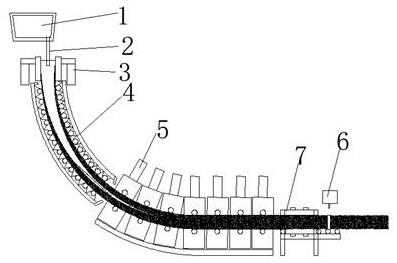
19.图1为本发明整体结构示意图。
20.图2为拉矫机结构示意图。
21.图3为图2中a处放大示意图。
22.图4为冷却出料装置结构示意图。
23.图5为图4中b处放大示意图。
24.附图标记说明:1、中间罐;2、浸入式水口;3、结晶器;4、二次冷却装置;5、拉矫机;51、拉矫框架;52、上部支撑辊;53、下部支撑辊;54、拉矫升降装置;55、驱动装置;56、上角部支撑轮;57、下角部支撑轮;58、侧向支撑装置;581、支撑油缸;582、侧向支撑辊;583、第一磨损补偿装置;5831、第一磨损补偿基座;5832、第一顶接件;6、火切机;7、冷却出料装置;71、检测清理装置;72、位移感应装置;721、编码器;722、位移检测滚轮;723、位移检测座;724、位移检测轴;725、同步带;73、检测装置;732、检测滑动框架;7321、检测凸起;7323、滑动横梁;7322、检测导柱;733、长度传感器;734、检测压紧簧;8、检测框架;81、检测横梁。
具体实施方式
25.下面结合附图对本发明作进一步说明:如图1-5所示,本实施例提供一种方坯连铸生产线,包括引锭杆和依次连接的中间罐1、浸入式水口2、结晶器3、二次冷却装置4、若干依次连接的拉矫机5、冷却出料装置7和火切机6,引锭杆装入结晶器3底部密封住结晶器3底部,中间罐1内的钢水经浸入式水口2浇注进结晶器3内;拉矫机5带动引锭杆从结晶器3底部牵引出进而带动结晶器3内的方坯拉出,经二次冷却装置4冷却,各拉矫机5拉矫直,冷却出料装置7冷却过程中检测方坯尺寸,确定切割长度并记录该位置,火切机6在该位置切割,随后方坯经火切机6切断分割。
26.各拉矫机5包括拉矫框架51、上部支撑辊52、下部支撑辊53、拉矫升降装置54、驱动装置55、两个上角部支撑轮56、两个下角部支撑轮57和两个侧向支撑装置58,下部支撑辊53可转动的设置在拉矫框架51上,驱动装置55安装在拉矫框架51上且驱动装置55与下部支撑辊53传动连接,驱动装置55驱动下部支撑辊53转动进而牵引引锭杆和正向芯部逐渐结晶中的坯料,驱动装置55为电机,拉矫升降装置54安装在拉矫框架51顶部且拉矫升降装置54传动连接上部支撑辊52,上部支撑辊52在拉矫升降装置54带动下沿竖直方向相对于拉矫框架51移动进而改变向芯部结晶中的坯料的厚度,时时调整每根钢坯的粗细,进而控制与该设定的每根方坯质量对应的方坯长度不发生剧烈偏差,上部支撑辊52和下部支撑辊53均为平辊,各上角部支撑轮56周向固定在上部支撑辊52上且上角部支撑轮56沿上部支撑辊52轴向滑动,各侧向支撑装置58沿拉矫框架51水平运动,各上角部支撑轮56与对应侧向支撑装置58传动连接。
27.侧向支撑装置58在调整位置过程中带动上角部支撑轮56到达设定好的位置,控制各上角部支撑轮56之间的宽度,上角部支撑轮56在拉矫升降装置54带动下调整上下位置,进而控制方坯的厚度,避免坯料的上侧不平整,更好的支撑方坯角部防止漏钢,各下角部支撑轮57周向固定在下部支撑辊53上且下角部支撑轮57沿下部支撑辊53轴向滑动,各下角部支撑轮57与对应侧向支撑装置58传动连接,侧向支撑装置58在设调整位置过程中带动下角部支撑轮57到达设定好的位置,控制各下角部支撑轮57之间的宽度,下角部支撑轮57与下部支撑辊53的支撑高度相等,避免坯料的下侧不平整,更好的支撑方坯角部防止漏钢。
28.冷却出料装置7包括检测框架8和依次安装在检测框架8上的检测清理装置71、位移感应装置72和检测装置73,检测装置73包括检测滑动框架732、长度传感器733和检测压紧簧734,检测滑动框架732可滑动的安装在检测框架8上,检测框架8上设有检测横梁81,长度传感器733安装在检测横梁81上且长度传感器733的探测段指向检测滑动框架732,检测滑动框架732设有两个检测凸起7321,检测压紧簧734的两端分别安装在检测滑动框架732和检测框架8上且检测压紧簧734的作用方向使检测滑动框架732指向检测框架8内部,设置两个检测凸起7321目的在于平衡两个检测凸起7321检测位置的误差,测量两个检测凸起7321的位置更加准确,降低了测量误差,检测清理装置71用以先行去除方坯上的氧化皮,提高后端检测凸起7321的测量精度,每位移一个设定单位长度即计算体积并累加,累加方式可为人工或计算机自动累加,本实施例中设定单位长度为每位移1厘米计算体积一次,直至到达预计体积,并记录该位置,火切机6在该位置切割,该冷却出料装置7用以时时监测通过的方坯尺寸,进而高精度的控制预设质量下每段方坯的长度,限制每段方坯的质量差距。
29.检测滑动框架732包括滑动横梁7323、两根检测导柱7322和检测锥,检测锥构成锥
形的检测凸起7321,锥形的检测凸起7321更加贴合方坯,降低方坯表面毛刺和氧化皮对测量产生的影响,两根检测导柱7322平行固装在滑动横梁7323上且两根检测导柱7322均沿检测框架8滑动,检测锥通过螺纹副固装在滑动横梁7323的靠近检测框架8内侧端,检测压紧簧734的两端分别安装在检测导柱7322和检测框架8上且检测压紧簧734的作用方向使检测滑动框架732指向检测框架8内部,将检测锥压紧在方坯上,长度传感器733的探测段指向检测滑动框架732的中部,检测精度高。
30.冷却出料装置7还包括检测喷水组件,检测喷水组件指向检测压紧簧734,检测喷水组件为雾化喷头,用以给检测压紧簧734冷却,防止检测压紧簧734受热失效,冷却出料装置7还包括检测喷气组件,检测喷气组件指向长度传感器733,检测喷气组件为气枪,用以给长度传感器733降温,防止长度传感器733失效,该长度传感器733为电感式长度传感器733。
31.位移感应装置72包括编码器721、位移检测滚轮722、位移检测座723和位移检测轴724,位移检测座723安装在检测框架8上,位移检测轴724可转动的安装在位移检测座723上,编码器721安装在检测框架8上且编码器721通过同步带725与位移检测轴724传动连接,位移检测滚轮722的转动经位移检测轴724传递给编码器721用以记录位移距离,为计算通过的方坯体积提供长度数据。
32.各侧向支撑装置58包括两个侧向支撑油缸581和侧向支撑辊582,侧向支撑辊582的两端可转动的安装在两个侧向支撑油缸581上,上角部支撑轮56的周面形成两个相互垂直的支撑面分别用以支撑方坯角部,上角部支撑轮56与上部支撑辊52之间通过键连接,实现周向固定,侧向支撑装置58上安装有第一磨损补偿装置583,第一磨损补偿装置583包括固装在对应侧向支撑油缸581输出端上的第一磨损补偿基座5831,第一磨损补偿基座5831上通过螺纹副安装有第一顶接件5832,第一顶接件5832嵌入对应上角部支撑轮56预设的槽中,第一顶接件5832可通过在第一磨损补偿基座5831上的调整保证上角部支撑轮56对方坯侧面的支撑力,及时补偿第一顶接件5832与上角部支撑轮56之间的磨损,下角部支撑轮57的周面形成两个相互垂直的支撑面,下角部支撑轮57与下部支撑辊53之间通过键连接,侧向支撑装置58上安装有第二磨损补偿装置,第二磨损补偿装置包括固装在对应侧向支撑油缸581输出端上的第二磨损补偿基座,第二磨损补偿基座上通过螺纹副安装有第二顶接件,第二顶接件嵌入对应下角部支撑轮57预设的槽中,第二顶接件可通过在第二磨损补偿基座上的调整保证下角部支撑轮57对方坯侧面的支撑力,及时补偿第二顶接件与下角部支撑轮57之间的磨损。
33.方坯连铸生产线的生产工艺,其特征在于,包括如下步骤:s1:引锭杆装入结晶器3底部密封住结晶器3底部,中间罐1内的钢水经浸入式水口2浇注进结晶器3内;s2:驱动装置55带动下部支撑辊53将引锭杆从结晶器3底部牵引出;s3:上部支撑辊52在拉矫升降装置54带动下升降,上角部支撑轮56与上部支撑辊52同步升降,各侧向支撑装置58带动上角部支撑轮56和各下角部支撑轮57支撑方坯角部。
34.s4:方坯被驱动装置55输送至检测框架8,检测清理装置71清除表面毛刺,两个检测凸起7321挤压方坯,长度传感器733测量检测滑动框架732的位置进而测量坯料竖直方向的厚度,位移感应装置72检测输送的距离,每位移一个设定单位长度即计算体积并累加,直至到达预计体积,并记录该位置,火切机6在该位置切割;
s5:依据第三步位移感应装置72测得的输送距离控制拉矫升降装置54升降上部支撑辊52。
35.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
