1.本发明涉及金属切割机床技术领域,尤其涉及一种全自动金属管切割机床。
背景技术:
2.现有的金属管切割机床通常为非连续开放式锯片结构,即金属管通过送料机构送入切割机构,然后进行切割,此时送料机构使得金属管静止,方便稳定切割,但降低了切割效率,且切割片的半径均大于金属管的直径,导致切割机构体积过大,则导致尘屑收集困难,在切割过程中产生大量尘屑飞溅。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在间歇送料切割导致切割效率低,且大直径切割片导致尘屑收集困难,造成尘屑飞溅的问题,而提出的一种全自动金属管切割机床。
4.为了实现上述目的,本发明采用了如下技术方案:一种全自动金属管切割机床,包括台板,所述台板上沿平分线方向依次安装有送料机构和两个滑轨,两个所述滑轨上共同安装滑动有第一支架和第二支架,所述第一支架和第二支架上分别安装有切割机构和定位机构,所述切割机构包括固定在第一支架上的切割盘,所述定位机构包括固定在第二支架上的定位盘,所述切割盘居中贯穿开设有第一料口,所述定位盘上居中贯穿开设有第二料口,所述切割盘和定位盘之间共同安装有多个液压调距机构,所述送料机构上安装有旋转驱动机构,所述定位盘内分别嵌设安装有多个锁定机构和多个检测机构;所述定位盘内环形等距开设有多个压力腔,所述第二料口的内壁上环形等距开设有多个锁槽,每个所述锁定机构均包括滑动插设在压力腔内壁上的锁杆,每个所述锁杆上均安装有活塞板,每个所述锁杆上均套设有两端分别固定在活塞板和压力腔内壁上的第一复位弹簧,每个所述锁杆远离活塞板的一端均延伸至对应的锁槽内并安装有弧形锁块,每个所述弧形锁块远离锁杆的一侧转动嵌设有多个轴向阻力辊,所述定位盘的外侧壁上环形等距插设有多个锁定控制管,每个所述锁定控制管均延伸至压力腔内。
5.进一步,所述第二料口的内壁上环形等距开设有多个限位槽,每个所述检测机构均包括滑动插设在限位槽内的圆头检测柱,每个所述圆头检测柱上均安装有固定在限位槽底部的第二复位弹簧,每个所述圆头检测柱的圆头端均延伸至第二料口内,每个所述限位槽的底部均对称安装有两个触发电杆,多个所述锁定机构均位于定位盘靠近切割盘的一侧,多个所述检测机构均位于定位盘远离切割盘的一侧。
6.进一步,每个所述液压调距机构均包括液压盒,每个所述液压盒的侧壁上均插设有调距控制管,每个所述液压盒的两侧均对称安装有两个导压管,每个所述导压管上均密封滑动套设有压力管套,多个所述压力管套分别固定在对应侧的切割盘和定位盘上。
7.进一步,所述切割盘的上端侧壁开设有切割槽,所述切割槽内滑动插设有切割主机,所述切割槽的底部开设有对个液压腔,每个所述液压腔内均滑动安装有活塞杆,每个所
述活塞活塞杆的上端均延伸至切割槽内并固定安装在切割主机上,所述切割主机的底部转动安装有切割片,所述切割槽的底部开设有连通第一料口的切口,所述切割片无接触插设在切口内,所述切割盘的下端插设有连通第一料口的废屑管。
8.进一步,所述台板上远离送料机构的一端居中开设有滑料口,所述台板上开设有排废口,所述排废口位于两个滑轨之间且位于送料机构和滑料口之间,所述废屑管的下端延伸至排废口内。
9.进一步,所述送料机构包括送料器,所述送料器的两端居中贯穿开设有送料口,所述送料器的上端表面设有凸板,所述凸板的上表面开设有连通送料口的进料通道,所述送料口内滑动插设有推料柱,所述推料柱的外侧壁上对车开设有两个齿槽,所述台板上对称转动安装有两个送料齿轮,两个所述送料齿轮分别与两个齿槽配合,所述台板上安装有导向杆,所述导向杆居中滑动插设在推料柱远离切割盘的一端。
10.进一步,送料器的侧壁下端安装有固定架,所述固定架安装在台板上,所述旋转驱动机构包括转动安装在固定架上的驱动轮和多个转动嵌设在送料器侧壁上的橡胶轮,多个所述橡胶轮和驱动轮共同安装有传动带,每个所述橡胶轮的侧壁均延伸至送料口内。
11.优点在于:通过送料机构实现逐次持续不停机进料,增加切割效率,通过切割机构和锁定机构通过液压调距机构连接实现可调定距切割,且能够使得金属管边旋转边切割,切割速度更块并减小切割片体积实现内置切割,达到无尘屑切割的效果。
附图说明
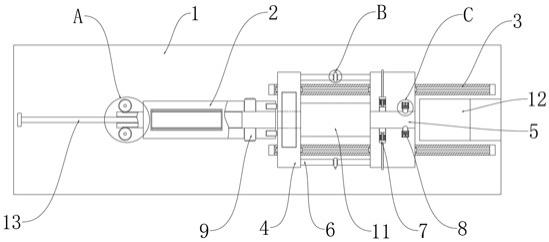
12.图1为本发明提出的一种全自动金属管切割机床的结构示意图;图2为本发明提出的一种全自动金属管切割机床的切割机构部分结构示意图;图3为本发明提出的一种全自动金属管切割机床的锁定机构部分结构示意图;图4为本发明提出的一种全自动金属管切割机床的旋转驱动机构部分结构示意图;图5为本发明提出的一种全自动金属管切割机床的送料器部分结构示意图;图6为图1中a处放大图;图7为图1中b处放大图;图8为图1中c处放大图。
13.图中:1台板、11排废口、12滑料口、13导向杆、2送料机构、21送料器、22送料口、23凸板、24进料通道、25推料柱、26固定架、27齿槽、28送料齿轮、3滑轨、31第一支架、32第二支架、4切割机构、41切割盘、42第一料口、43切割槽、44切割主机、45液压腔、46活塞杆、47切割片、48切口、49废屑管、5定位机构、51定位盘、52第二料口、53锁槽、54压力腔、55锁定控制管、56限位槽、6液压调距机构、61液压盒、62调距控制管、63导压管、64压力管套、7锁定机构、71锁杆、72活塞板、73第一复位弹簧、74弧形锁块、75轴向阻力辊、8检测机构、81圆头检测柱、82第二复位弹簧、83触发电杆、9旋转驱动机构、91驱动轮、92橡胶轮、93传动带。
具体实施方式
14.参照图1和图3,一种全自动金属管切割机床,包括台板1,台板1上沿平分线方向依次安装有送料机构2和两个滑轨3,两个滑轨3上共同安装滑动有第一支架31和第二支架32,
第一支架31和第二支架32上分别安装有切割机构4和定位机构5,切割机构4包括固定在第一支架31上的切割盘41,定位机构5包括固定在第二支架32上的定位盘51,切割盘41居中贯穿开设有第一料口42,定位盘51上居中贯穿开设有第二料口52,切割盘41和定位盘51之间共同安装有多个液压调距机构6,送料机构2上安装有旋转驱动机构9,定位盘51内分别嵌设安装有多个锁定机构7和多个检测机构8;定位盘51内环形等距开设有多个压力腔54,第二料口52的内壁上环形等距开设有多个锁槽53,每个锁定机构7均包括滑动插设在压力腔54内壁上的锁杆71,每个锁杆71上均安装有活塞板72,每个锁杆71上均套设有两端分别固定在活塞板72和压力腔54内壁上的第一复位弹簧73,每个锁杆71远离活塞板72的一端均延伸至对应的锁槽53内并安装有弧形锁块74,每个弧形锁块74远离锁杆71的一侧转动嵌设有多个轴向阻力辊75,定位盘51的外侧壁上环形等距插设有多个锁定控制管55,每个锁定控制管55均延伸至压力腔54内。
15.送料机构2能够实现金属管自动送料至切割机构4和定位机构5内,切割机构4能够将金属管切断,定位机构5能够使金属管输送至设定长度后并夹持固定,使设备能够定距切割金属管,切割机构4和定位机构5通过液压调距机构6固定,能够实现切割长度的调节设定,切割机构4和和定位机构5均能够通过第一支架31和第二支架32在滑轨3上移动,则能够在切割前夹持金属管,使切割机构4和定位机构5与金属管同步移动,保证切割的稳定性,不会发生偏移,且切割完成后能够滑动复位再次选定金属管切割位置;检测机构8检测到金属管达到设定位置时,即金属管达到设定切割长度时,外部液压控制设备通过锁定控制管55向压力腔54内泵油,则使得活塞板72推动锁杆71,则锁杆71推动弧形锁块74向第二料口52内移动夹紧金属管,则使得轴向阻力辊75夹紧金属管,使得金属管无法在第二料口52内继续移动,但由于轴向阻力辊75的旋转阻力较小,则使得旋转驱动机构9能够驱动金属管转动,则使得金属管在切割过程中转动,便于快速完成金属管的切割,且无需大于金属管直径的锯片。
16.参照图1和图8,第二料口52的内壁上环形等距开设有多个限位槽56,每个检测机构8均包括滑动插设在限位槽56内的圆头检测柱81,每个圆头检测柱81上均安装有固定在限位槽56底部的第二复位弹簧82,每个圆头检测柱81的圆头端均延伸至第二料口52内,每个限位槽56的底部均对称安装有两个触发电杆83,多个锁定机构7均位于定位盘51靠近切割盘41的一侧,多个检测机构8均位于定位盘51远离切割盘41的一侧。
17.金属管在第二料口52内移动至限位槽56处时,金属管的侧壁挤压圆头检测柱81向限位槽56内移动,则使得限位槽56接触两个触发电杆83,则外部控制即可得知金属管移动达到设定切割长度,则通过外部液压控制设备控制锁定机构7对金属管进行夹持锁定。
18.参照图1和图7,每个液压调距机构6均包括液压盒61,每个液压盒61的侧壁上均插设有调距控制管62,每个液压盒61的两侧均对称安装有两个导压管63,每个导压管63上均密封滑动套设有压力管套64,多个压力管套64分别固定在对应侧的切割盘41和定位盘51上。
19.根据金属管所需切割长度,外部控制器通过外部液压控制设备控制调距控制管62的压力状态,则能够控制液压盒61内的液压状态,即能够控制导压管63和压力管套64之间的伸缩状态,即能够控制调节切割盘41和定位盘51之间的距离,即能够调节金属管切割长度。
20.参照图1和图2,切割盘41的上端侧壁开设有切割槽43,切割槽43内滑动插设有切割主机44,切割槽43的底部开设有对个液压腔45,每个液压腔45内均滑动安装有活塞杆46,每个活塞活塞杆46的上端均延伸至切割槽43内并固定安装在切割主机44上,切割主机44的底部转动安装有切割片47,切割槽43的底部开设有连通第一料口42的切口48,切割片47无接触插设在切口48内,切割盘41的下端插设有连通第一料口42的废屑管49;台板1上远离送料机构2的一端居中开设有滑料口12,台板1上开设有排废口11,排废口11位于两个滑轨3之间且位于送料机构2和滑料口12之间,废屑管49的下端延伸至排废口11内。
21.外部控制器控制外部液压控制设备,使得液压腔45内压力变化,则能够使得活塞杆46上下移动,即能够使得切割主机44上下移动,当切割主机44上移使得切割片47脱离切口48时,金属管能够通过第一料口42移动,当需要切割时,金属管被固定导致其无法继续移动,则切割主机44下移使得切割片47下移至切口48内,使其切割片47切断旋转的金属管,切割产生的尘屑下落至废屑管49内并从排废口11排出,切断的金属管被再次送入的金属管顶出,使其落在滑料口12内滑出,第二料口52的直径大于第一料口42,则切断分开的金属管受重力作用翘起,则使得两个金属管的接触端分开,使得圆头检测柱81能够复位便于实现后续检测切割。
22.参照图1、图5和图6,送料机构2包括送料器21,送料器21的两端居中贯穿开设有送料口22,送料器21的上端表面设有凸板23,凸板23的上表面开设有连通送料口22的进料通道24,送料口22内滑动插设有推料柱25,推料柱25的外侧壁上对车开设有两个齿槽27,台板1上对称转动安装有两个送料齿轮28,两个送料齿轮28分别与两个齿槽27配合,台板1上安装有导向杆13,导向杆13居中滑动插设在推料柱25远离切割盘41的一端。
23.进料通道24内能够防止多个待切割金属管,台板1上的电机能够带动送料齿轮28转动,则推料柱25在送料齿轮28和齿槽27的作用下移动将金属管从送料口22推入至第一料口42内,且推料柱25能够阻挡上方的金属管,当推料柱25返回时,上方的金属管再次落入送料口22内,使得每次推动仅能够推一个金属管输送,实现自动进料的功能,且导向杆13能够增加推料柱25滑动的稳定性。
24.参照图1和图4,送料器21的侧壁下端安装有固定架26,固定架26安装在台板1上,旋转驱动机构9包括转动安装在固定架26上的驱动轮91和多个转动嵌设在送料器21侧壁上的橡胶轮92,多个橡胶轮92和驱动轮91共同安装有传动带93,每个橡胶轮92的侧壁均延伸至送料口22内。
25.安装在固定架26上的电机的带动驱动轮91转动,则通过传动带93使得多个橡胶轮92转动,则橡胶轮92通过摩擦作用使得金属管转动,橡胶轮92和驱动轮91的表面具有齿沟槽,防止打滑。
26.具体地,通过外部控制器控制外部液压控制设备调节切割盘41和定位盘51之间的距离,即使得液压调距机构6伸缩至设定长度,将多个待切割金属管放在进料通道24内,外部控制器控制电机带动送料齿轮28正反转动,则送料齿轮28通过齿槽27带动推料柱25往复移动,即能够将进料通道24内的金属管逐个从送料口22推向第一料口42,则金属管从第一料口42水平移动至第二料口52内并继续移动;当金属管移动至限位槽56处时,金属管侧壁挤压圆头检测柱81进入限位槽56内并
导通触发电杆83,则使得外部控制器得到信号,控制锁定机构7进行锁定,即控制外部液压控制设备通过锁定控制管55增加压力腔54内压力,使得活塞板72推动锁杆71,使得弧形锁块74移出锁槽53并夹紧金属管,且使得轴向阻力辊75夹紧金属管,然后控制电机使得驱动轮91转动,则通过传动带93使得多个橡胶轮92转动,则能够使得金属管转动,且金属管移动能够推动定位盘51和切割盘41同步移动;外部液压控制设备控制液压腔45内压力降低,则使得切割主机44和活塞杆46下移,则使得切割片47进入切口48内对转动的金属管进行切割,切割产生的尘屑落入废屑管49内并从排废口11排出,切割完成后,控制液压腔45压力增加,使得活塞杆46和切割主机44上移,则使得切割片47移出切口48,且控制压力腔54内压力降低,使得弧形锁块74进入锁槽53内解除对金属管的锁定,则使得待切割金属管能够推动切割完成的金属管继续移动,且使得切割盘41和定位盘51复位,即不影响送料机构2的持续进料,待切割金属管能够将已切割金属管顶出第二料口52并落在滑料口12内滑出。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
