1.本公开属于焊接技术领域,具体涉及一种焊接装置。
背景技术:
2.对于内部流过高速气流的进气道、排气管等构件,其内壁粗糙度会影响流体边界层厚度,从而影响速度分布,使沿程压力损失增大。此类构件内表面粗糙度要求严格。比如,某型航空发动机空气导管组件采用电子束焊接工艺,内、外筒体凸台焊缝采取搭接接头结构进行连接,电子束从筒体外部入射后穿透焊接路径上全部组件,在焊缝下表面一侧形成大量飞溅,焊后筒体内表面因为有大量飞溅而不满足表面质量的设计要求,为此不得不进行结构修改增加防焊接飞溅槽,从而把焊接飞溅封闭在槽内,以避免对内、外筒体零件的击伤。增加防焊接飞溅槽不仅增加成本,也不利于轻量化。
技术实现要素:
3.针对现有技术中的不足,本公开的目的在于提供一种焊接装置,该装置能够实现对工件从内向外焊接,能够避免传统的从外向内焊接导致焊缝表面飞溅严重的问题。
4.为实现上述目的,本公开提供以下技术方案:
5.一种焊接装置,包括:
6.真空腔室,真空腔室内设置有工件;
7.真空腔室内还设置有传送模块,用于将激光焊接头传送至工件内待焊接部位,以实现对工件从内部进行焊接。
8.优选的,所述装置还包括定位模块,用于对激光焊接头与工件内待焊接部位的相对位置进行定位。
9.优选的,所述装置还包括清洗模块,以使所述激光焊接头处于清洗工作模式。
10.优选的,所述装置还包括焊接模块,以使所述激光焊接头处于焊接工作模式。
11.优选的,所述装置还包括切换模块,用于将激光焊接头在清洗工作模式和焊接工作模式之间进行切换。
12.优选的,所述装置还包括驱动模块,用于驱动激光焊接头在工件内进行轴向运动。
13.优选的,所述装置还包括采集模块,用于采集激光焊接头的实时视频信号。
14.优选的,所述装置还包括控制模块,用于接收实时视频信号并发送控制指令至定位模块。
15.本公开还提供一种焊接方法,包括如下步骤:
16.s100:将工件置于真空环境中;
17.s200:将激光焊接头传送至工件内距离待焊接部位一定位置处;
18.s300:采集激光焊接头的实时视频信号;
19.s400:根据实时视频信号对焊接头与工件内待焊接待焊接部位的相对位置进行定位;
20.s500:焊接头执行清洗模式,以对工件内的待焊接部位进行清洗;
21.s600:激光焊接头将清洗模式切换为焊接模式,以对工件内的待焊接部位进行焊接。
22.优选的,步骤s400中,所述对激光焊接头与工件内待焊接部位的相对位置进行定位包括如下步骤:
23.s401:发射光束在工件待焊接部位表面形成三个光斑;
24.s402:根据光斑形成的三角形形状判断焊接激光是否与待焊接部位垂直;
25.s403:对焊接头的位置进行调整,根据光斑数量确定焊接头与工件内待焊接部位的相对位置。
26.与现有技术相比,本公开带来的有益效果为:
27.一、和电子束焊接相比,采用大功率激光真空焊接技术具有以下优势:(1)电子束焊枪体积大、重量大需要固定安装,用于中空的流道结构焊接时电子束焊枪不可能进入结构内部,所以电子束流只能入射到外表面、从外向内焊接,在熔池金属重力、熔池表面强烈蒸发导致的向下冲击力的共同作用下,不可避免的会在内表面形成大量飞溅,影响内流道的服役性能。(2)市场万瓦级以上大功率光纤激光的波长约1微米,这种波长的光可通过柔性光纤远距离灵活传输,把管线装在蛇形臂机器人内,可以把激光传输到曲线轨迹的狭长内部空间进行焊接;
28.二、和常规激光焊相比,采用大功率激光真空焊接技术具有以下优势:(1)焊接熔深成倍增大,焊接效率大幅提高;(2)采用一套通用的真空环境装置,免去各类不同形状工件繁琐的局部保护工装设计、加工和安装工作,且保护效果更好。
附图说明
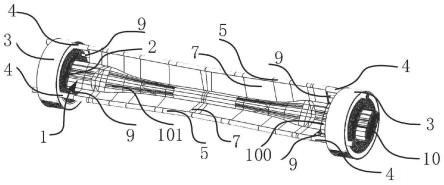
29.图1是本公开一个实施例提供的一种焊接装置的结构示意图;
30.图2是位于图1中激光焊接头的结构示意图;
31.图3(a)是光束发射器b和c的布置图;
32.图3(b)是光束发射器a的布置图;
33.图4(a)是光束发射器a、b和c在工件表面投射的光斑a1、b1和c1示意图;
34.图4(b)是光斑a1、b1和c1在工件表面形成的三角形示意图;
35.图5是本公开另一个实施例提供的确定焊接头与待焊接工件之间相对位置时的三光束示意图;
36.图6是把焊接头水平和竖直移动一段距离的空间示意图;
37.图7是保持焊接头空间位置不变,将焊接头以一定角度进行倾斜的示意图;
38.图8是焊接头倾斜一定角度时,三光束在待焊接工件表面集合成一个光点以确定合适焊接角度的示意图;
39.附图中的标记说明如下:
40.1、传送模块;2、真空腔室;3、工件;4、激光焊接头;5、焊接变位机;6、进气孔;7、排气孔;8、采集模块;9、旋转轴承;10、准直器;11、视频信号线;12、传输光纤;13、传送单元;14、反射透镜;15、聚焦透镜;16、定位模块;17、焊接激光束;18、控制信号线;19、电源线;20、切换模块;21、焊接专用激光运输光纤;22、清洗专用激光运输光纤;23、控制器;24、电源;
25、清洗模块;26、焊接模块、27、视频显示器。
具体实施方式
41.下面将参照附图1至图8详细地描述本公开的具体实施例。虽然附图中显示了本公开的具体实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
42.需要说明的是,在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可以理解,技术人员可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名词的差异作为区分组件的方式,而是以组件在功能上的差异作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”或“包括”为一开放式用语,故应解释成“包含但不限定于”。说明书后续描述为实施本公开的较佳实施方式,然所述描述乃以说明书的一般原则为目的,并非用以限定本公开的范围。本公开的保护范围当视所附权利要求所界定者为准。
43.为便于对本公开实施例的理解,下面将结合附图以具体实施例为例做进一步的解释说明,且各个附图并不构成对本公开实施例的限定。
44.一个实施例中,如图1所示,本公开提供一种焊接装置,包括:
45.真空腔室2,真空腔室2内设置有工件3;
46.真空腔室2内还设置有传送模块1,用于将激光焊接头4传送至工件内待焊接部位,以实现对工件从内部进行焊接。
47.上述实施例构成了本公开的完整技术方案。本方案将工件置于真空腔室2内的焊接变位机5上,真空腔室2上分别设置有进气孔6和排气孔7,通过营造真空环境,可以免去各类不同形状工件繁琐的局部保护工装设计、加工和安装工作,且保护效果更好。特别的,在真空条件下,利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。在真空环境下,相比电子束焊接,激光焊接的焊接速度快,焊后只需简单处理,焊缝质量高,定位精度高,深宽比高,最大熔深大,热影响区小变形小(其中,最大熔深指母材熔化部的最深位与母材表面之间的距离。焊接时必须有足够的熔深,才能使被焊接的两块母材可靠的焊接在一起,这样的焊接件比较稳定,焊缝质量高,否则就只有表面的焊肉,两块母材之间依然有缝隙;深宽比是指焊缝深度和焊缝宽度的比值,深宽比值越大,焊机穿透力越强,越易实现焊接材料一次成形。),因此,在真空腔室内通过采用激光焊接,可以替代电子束对厚度为20mm以下的复杂形状焊接结构件的焊接。另外,焊接头由传送模块传送至工件内,对待焊接部位实施由内向外焊接,如此,产生的飞溅只能在工件内部,从而能够有效避免传统高能束焊方法从外向内焊接导致焊缝表面飞溅严重的问题,能显著提高中小口径流道结构外表面的光洁度,且灵活高效,易于实现复杂结构的全自动化焊接。
48.另一个实施例中,所述装置还包括定位模块16,用于对激光焊接头与工件内待焊接部位的相对位置进行定位。
49.本实施例中,定位模块包括第一光束发射器、第二光束发射器和第三光束发射器,分别记为发射器a,发射器b和发射器c,如图3(a)、图3(b)所示,该组发射器围绕由聚焦透镜
聚焦后的焊接激光束轴向均匀分布。第一至第三光束发射器向工件内待焊接部位发射光束形成三个光斑,如图4(a)所示,分别记为光斑a1、光斑b1和光斑c1,若三个光斑彼此间距相等,即a1b1=b1c1=a1c1,则三个光斑组成如图4(b)所示的等边三角形,基于三光束空间姿态定位原理,此时,即可判断焊接激光束轴线垂直于工件。在确定焊接激光束与工件垂直后,上下移动焊接头的位置,观察工件表面三个光斑的相对位置,若三个光斑交汇于同一点处并与焊接激光束焦点位置重合为一个光点时,如图5所示,离焦量为零(离焦量是激光焦点与作用物质间的距离,根据焦距安排的光点角度和位置,使三个光斑的交点集合在激光焊接的焦点上,当三个光斑在工件表面交汇于同一点处,说明激光焊接焦点离工件表面间的距离为零,即离焦量为零),此时则能够确定焊接头与待焊接部位之间的相对位置,当焊接头的位置确定好以后,则可由经控制信号线18连接的控制器23控制焊接头实施焊接。
50.本实施例采用光束发射器对焊接头进行定位,相比现有的定位方式(现有的定位装置主要包括:一、可前后左右摆动的焊接头,和设置在焊接头上的水平仪,水平仪具有与焊接头激光光束的轴线垂直的测量基准面,将原有的焊接头垂直度的测量转换为水平仪的水平度的测量,然后调节焊接头,直至水平仪水平。这种定位方式结构复杂,焊前调试时间较长,实际应用不太方便;二、激光焊接头定位时,直接用水平尺测量和矫直,观察水平尺,当焊接头重直工件表面后再焊接。这种定位方式测量结果不太准确,精确度不高),具有定位方便、易实现,以及定位准确、稳定性好等特点。
51.另一个实施例中,所述装置还包括清洗模块25。
52.本实施例中,清洗模块包括清洗专用激光器,清洗专用激光器通过清洗专用激光运输光纤22经切换模块20连接至激光焊接头。
53.另一个实施例中,所述装置还包括焊接模块26。
54.本实施例中,焊接模块26包括焊接专用激光器,焊接专用激光器通过焊接专用激光运输光纤21经切换模块20连接至激光焊接头。
55.另一个实施例中,所述装置还包括切换模块20,用于将激光焊接头在清洗工作模式和焊接工作模式之间进行切换。
56.本实施例中,切换模块采用光闸,其位于传输模块1上的传送单元13内,可对焊接头的工作模式进行切换。当焊接头与工件内待焊接部位的相对位置确定好以后,焊接头进入清洗模式,此时,与焊接头通过清洗专用激光运输光纤22连接的清洗专用激光器开始工作,当焊接头对待焊接工件清洗完毕后,光闸将焊接头切换为焊接模式。具体的,光闸包括激光输入接口,准直透镜,多个激光输出接口,多个耦合透镜以及多个光路切换组件,光路切换组件包括旋转反射镜和固定反射镜,多个旋转反射镜均通过对应的第一倾角调节机构安装于激光输入接口的入射光路上,每个固定反射镜通过对应的第二倾角调节机构安装于激光输出接口的出射光路上,旋转反射镜的旋转轴连接于旋转驱动机构,旋转驱动机构用于带动旋转反射镜在光路导通位置和光路断开位置之间切换。光闸的分光单向传输单元能够实现从一个主机系统向另外一个主机系统单向传输数据在于光传输的单向性和可复制性,通过光闸进而实现焊接头工作模式的切换。当切换完毕后,清洗专用激光器关闭,与焊接头通过焊接专用激光运输光纤连接的焊接专用激光器启动,焊接头开始对工件内的待焊接部位进行焊接。如图2所示,激光焊接头包括准直器10,准直器的一侧连接传输光纤12,传输光纤12连接至切换模块,准直器的另一侧设置有反射透镜14,反射透镜的正下方设置有
聚焦透镜15,激光源所发射的激光依次经过传输光纤传输,并经准直器准直后由反射透镜反射90
°
至聚焦透镜聚光后形成焊接激光束17,以对工件实施焊接。
57.另一个实施例中,所述装置还包括驱动模块,用于对激光焊接头进行驱动。
58.本实施例中,驱动模块包括伺服电机,伺服电机通过电源线19外接电源24,用于驱动焊接头在真空腔以及工件内进行径向移动。此外,驱动模块还包括旋转轴承9,旋转轴承位于传送模块和焊接头的连接处,旋转轴承与伺服电机连接,可在伺服电机驱动下进行旋转,当需要对工件内的不同位置进行焊接作业时,可通过旋转轴承带动焊接头在工件内实现360
°
轴向旋转,从而提高作业效率。
59.另一个实施例中,所述装置还包括照明模块,用于对激光焊接头的作业区域进行照明。
60.本实施例中,照明模块可采用常见的照明设备,此处不作赘述。
61.另一个实施例中,所述装置还包括采集模块8,用于采集激光焊接头的实时视频信号。
62.本实施例中,采集模块采用ccd相机,ccd相机位于焊接头上方,且通过视频信号线11外接视频显示器27,ccd相机在照明模块的辅助下可实时采集焊接头以及工件内待焊接部位的实时视频信号,并实时反馈至视频显示器,使得作业人员可对焊接头的位置进行调整以及作业过程进行操作。
63.另一个实施例中,所述装置还包括控制模块,用于接收实时视频信号并发送控制指令至定位模块。
64.本实施例中,控制模块一般采用上位机,作业人员通过观察视频信号,通过控制模块向定位模块发送控制指令,使得定位模块向工件内待焊接部位发送光束对焊接头进行定位。
65.另一个实施例中,所述传送模块包括机械臂。
66.本实施例中,机械臂采用蛇形机械臂,其包括多个关节,每个关节通过线缆连接,蛇形机械臂的直径在40mm至150mm间不等,长度为1-10米,5米时称重6-25公斤,并能提供6公斤的有效载荷,弯曲可超过225度,灵活性非常大。机械臂连接有基座,由基座进行控制操作,可以轻松、灵巧地穿过窄小的开孔和软性障碍物,能够进入人类维修工很难进入或者无法进入的环境,专门适用于狭小场地和危险环境中。
67.另一个实施例中,本公开还提供一种焊接方法,包括如下步骤:
68.s100:将工件置于真空环境中;
69.s200:将激光焊接头传送至工件内距离待焊接部位一定位置处;
70.s300:采集激光焊接头的实时视频信号;
71.s400:根据实时视频信号对焊接头与工件内待焊接待焊接部位的相对位置进行定位;
72.该步骤中,通过使用三光点定位法找到焊接头最合适的焊接位置,具体过程如下:将三个光束发射器围绕焊接激光束成正三角形分布,三个发射器分别位于正三角形的三个顶角,激光束位于正三角的中心,每个光束发射器之间的距离为l,即正三角形边长为l,每个光束发射器和焊接激光束轴线距离为l。
73.已知最佳焊接距离,即待焊接工件表面距离焊接激光发射器之间的距离为d,为确
保焊接头定位准确,需要对三光束发射器与焊接头平面的夹角α进行调整。在三光束发射器所成的正三角形中,由正三角的特征可知:在焊接激光发射点,任一定位光束发射点和最佳焊接距离的待焊接工件表面点三点围成的直角三角形中,如图5所示,由三角关系可得:d=l*tanα,得到夹角表达式:在焊接头定位时,通过移动焊接头,使三光束在待焊接工件表面上的三点在屏幕上显示为正三角形,确定焊接激光束与待焊接工件表面为垂直关系;确认位置关系后,缓慢在垂直平面上下移动,使三光点集合为一点,此处的焊接距离记为d’,已知夹角α确定为最合适夹角,由此处的三角关系得:d
′
=l*tanα,可知d’=d,即此处为最合适焊接距离位置。
74.确定最佳焊接角度时,将焊接头水平移动一段距离lx,再将焊接头竖直移动一段距离ly,如图6所示。保持焊接头的空间位置不变,将焊接头以一定角度进行倾斜,三光束会在待焊接工件表面形成三个光点,三点围成非等边三角形,如图7所示。再倾斜焊接头可得到唯一角度,使三光束在待焊接工件表面集合成一个光点,且此时焊接距离仍为最合适焊接距离d。设焊接头倾斜角度为β,如图8所示,在焊接激光发射点,焊接激光发射点在工件表面的投影点和最佳焊接距离的待焊接工件表面点三点围成的直角三角形中可得:dcosβ=d-ly,焊接头倾斜角度因此焊接角度为θ=90
°‑
β。
75.s500:激光焊接头执行清洗模式,利用一定波长的激光产生的高频率震动把工件内的待焊接部位表面的附着物震碎,利用激光产生的瞬间高温使附着物剥离基材表面,从而达到清洗的目的;
76.该步骤中,之所以在焊接前先执行清洗模式,其原因在于:1、焊接质量除了与激光焊接工艺、焊接材料种类等有关外,也与被焊接材料表面状态有着直接的关系。焊接前对工件表面进行清洗能够大幅提升焊接成品率、焊接强度及可靠性,还能减少安全隐患的发生;2、通过清洗能够高速有效地清除焊件表面附着物、氧化物、焊接表面涂层、金属的锈蚀、金属微粒和灰尘等,以保证焊接工件表面的清洁,防止焊接过程中产生气孔、夹渣,能够保证焊接工件的合格率。如果焊接工件表面没有清洗或清洗不干净,这样进行焊接后可能出现因为受力不均匀,或者受力过大的情况,而最终导致这些设备在使用过程中,焊接口表面出现损伤、断裂的情况,并且过多的杂质会增加焊接件气孔和裂纹的产生。
77.s600:激光焊接头将清洗模式切换为焊接模式,以对待焊接工件进行焊接。
78.该步骤中,用于焊接的激光是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池以达到焊接目的。
79.以上应用了具体实施例对本发明进行了阐述,只是用于帮助理解本公开,并不用于限制本发明。任何熟悉该技术的技术人员在本发明所揭示的技术范围内的局部修改或替换,都应涵盖在本发明的范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。