1.本发明涉及压缩机生产的技术领域,特别涉及一种压缩机上盖与排气管、螺栓的全自动焊接生产线。
背景技术:
2.现有的空调压缩机的上盖上均焊接有螺栓和排气管,该螺栓是用于连接固定电器盒,排气管用于与蒸发器的管路连接,现有的空调压缩机的螺栓和排气管都是采用人工焊接方式连接的,依靠人工焊接则会产生以下问题,一产品质量难以控制,容易出现不良品,导致成本增高,而且效率较低,难以满足大批量生产要求。
技术实现要素:
3.本发明的目的在于提供一种能够满足大批量生产要求、自动化程度高、生产效率高、焊接质量高的压缩机上盖与排气管、螺栓的全自动焊接生产线。
4.本发明的目的是这样实现的:一种压缩机上盖与排气管、螺栓的全自动焊接生产线,包括上盖进料线,用于输送压缩机上盖;上盖旋转找正装置,用于旋转定位压缩机上盖;上盖输送机械手,用于在上盖进料线、上盖旋转找正装置、排气管预装装置之间输送压缩机上盖的;排气管振动进料盘,用于输送排气管给排气管预装装置;排气管预装装置,用于在压缩机上盖上预装排气管;第一搬运机器人,用于将预装好排气管的压缩机上盖输送给排气管焊接机;排气管焊接机,用于在压缩机上盖上焊接排气管;第二搬运机器人,用于将焊接好排气管的压缩机上盖输送给螺栓焊接机;螺栓振动进料盘,用于输送螺栓给螺栓送料装置;螺栓送料装置,用于将螺栓输送到螺栓焊接机的压缩机上盖上;螺栓焊接机,用于在焊接好排气管的压缩机上盖上焊接螺栓;第三搬运机器人,用于将焊接好螺栓的压缩机上盖输送给上盖出料线;上盖出料线,用于将焊接好排气管和螺栓的压缩机上盖输送出。
5.本发明通过上盖进料线、上盖旋转找正装置、上盖输送机械手、排气管振动进料盘、排气管焊接机、螺栓振动进料盘、螺栓送料装置、螺栓焊接机、上盖出料线以及三个搬运机器人分别实现了压缩机上盖自动进料、旋转、排气管预装、排气管焊接、螺栓自动进料、螺栓焊接、出料、运输等多个工序,因此本发明自动化程度高、生产效率高、焊接质量高、能够满足大批量生产要求,避免焊接时对工人造成伤害,本发明不仅能够节省人工和作业时间,保证焊接质量的一致性,而且能够有效避免因焊接产生的高温烫伤工人的现象。
6.本发明还可以作以下进一步改进。
7.所述上盖旋转找正装置包括安装座、固定座、旋转座、上盖旋转电机和上盖夹爪气缸,所述安装座设于固定座上,所述上盖旋转电机设于安装座上,所述上盖旋转电机的电机轴竖直朝上,所述旋转座设于上盖旋转电机的电机轴上,所述上盖夹爪气缸设于旋转座上。
8.上盖输送机械手包括支撑架、上盖平移气缸、上盖平移座以及两个上盖抓料手,所述支撑架上设于固定座上,所述上盖平移座水平滑动设置在支撑架上,上盖平移气缸设于支撑架上,并驱动上盖平移座水平滑动,所述两个上盖抓料手间隔设于上盖平移座上,所述上盖抓料手包括上盖升降气缸和上盖送料夹爪气缸,上盖送料夹爪气缸设于上盖升降气缸的气缸杆,上盖送料夹爪气缸上设有左夹爪和右夹爪,上盖送料夹爪气缸驱动左夹爪、右夹爪合拢或张开,上盖输送机械手上的两个上盖抓料手先同步往左平移,然后同步下降,接着同步夹料,跟着同步上升,之后往右平移,然后下降卸料。
9.所述排气管预装装置包括上盖定位座、排气管抓料平移座、排气管抓料升降座、排气管抓料平移气缸、排气管抓料升降气缸、排气管抓料伸缩气缸、排气管夹爪气缸、排气管平移气缸、排气管平移座以及排气管顶升气缸,所述上盖定位座设于安装座上,所述排气管抓料平移座水平滑动设置在固定座上,所述排气管抓料平移气缸设于固定座上,并驱动排气管抓料平移座水平滑动,所述排气管抓料升降座上下滑动设置在排气管抓料平移座上,所述排气管抓料升降气缸设于排气管抓料平移座上,并驱动排气管抓料升降座上下滑动,所述排气管抓料伸缩气缸设于排气管抓料升降座上,并驱动排气管夹爪气缸水平滑动,所述排气管平移气缸设于安装座上,并驱动排气管平移座水平移动,所述排气管顶升气缸设于排气管平移座上,并位于上盖定位座的下方,所述上盖定位座上设有定位块和让位孔。当排气管预装装置启动时,排气管抓料平移气缸驱动排气管抓料平移座往分料槽的方向移动,排气管抓料升降座驱动排气管抓料升降座升降,排气管抓料伸缩气缸驱动排气管夹爪气缸移动至排气管分料槽的位置,然后排气管夹爪气缸驱动其左、右夹爪夹住排气管分料槽的一端的排气管,接着排气管抓料平移气缸驱动排气管抓料平移座往排气管顶升气缸的方向移动,排气管抓料伸缩气缸驱动排气管夹爪气缸移动至排气管顶升气缸的上方,然后排气管抓料升降气缸驱动排气管抓料升降座下降,排气管夹爪气缸驱动其左、右夹爪松开排气管,排气管掉落至排气管顶升气缸的气缸杆上。之后,排气管平移气缸驱动排气管平移座和排气管顶升气缸移动到上盖定位座正下方,然后排气管顶升气缸顶升排气管,排气管往上插入到上盖定位座的压缩机上盖的安装孔内,从而实现在压缩机上盖上预装排气管。
10.所述螺栓送料装置包括机座、螺栓水平送料气缸、螺栓水平送料滑座、螺栓升降送料电机、螺栓升降送料滑座、螺栓翻转气缸以及螺栓夹爪气缸,螺栓水平送料滑座水平滑动设置在螺栓升降送料滑座上,螺栓水平送料气缸设于螺栓升降送料滑座上,并驱动螺栓水平送料滑座水平滑动,所述螺栓升降送料滑座上下滑动设置在机座上,螺栓升降送料电机设于机座上,并驱动螺栓升降送料滑座上下滑动,所述螺栓夹爪气缸设于螺栓翻转气缸的驱动端上,所述螺栓翻转气缸设于螺栓水平送料滑座上。
11.所述机座上竖直转动设置有升降丝杆,所述螺栓升降送料滑座上设有螺母块,所述螺母块与升降丝杆螺纹连接,所述升降丝杆的一端与螺栓升降送料电机的电机轴皮带传动连接。因此,本发明的螺栓送料装置升降送料稳定。
12.所述螺栓振动进料盘的螺栓出料槽口处设置有螺栓分料座、螺栓分料滑块和螺栓分料气缸,所述螺栓分料滑块水平滑动设于螺栓分料座上,所述螺栓分料座上设有分料槽,
所述分料槽与螺栓出料槽口连通,所述螺栓分料气缸设于螺栓分料座上,并驱动螺栓分料滑块水平滑动。本发明通过螺栓分料气缸和螺栓分料滑块将螺栓出料槽口处的螺栓逐个输送出来。
13.所述排气管振动进料盘的排气管出料槽口处设置有排气管分料座和排气管分料气缸,所述排气管分料座上设有排气管分料槽,所述排气管分料槽与排气管出料槽口连通,所述排气管分料气缸设于排气管分料座上。
14.所述上盖进料线包括机架、正向驱动转轴、反向驱动转轴、输送电机和平铺于机架顶部的多条正向送料带和多条反向送料带,多条正向送料带的高度和多条反向送料带高度平齐,多条正向送料带和多条反向送料带交替平铺于机架顶部,正向送料带的送料方向和反向送料带的送料方向相反,机架在正向送料带的左端和反向送料带的左端设有第一导向进料板,机架在正向送料带的右端和反向送料带的右端设有第二导向进料板,第一导向进料板上沿其长度方向设有至少两个第一导料三角槽,第二导向进料板上沿其长度方向设有至少两个第二导料三角槽,第二导料三角槽的槽口小于第一导料三角槽的槽口并错开设置,第二导料三角槽的大小小于第一导料三角槽的大小,所述机架上设有出料口,所述出料口位于反向送料带的右端,所述正向驱动转轴、反向驱动转轴分别转动设置在机架的两端,输送电机的电机轴上设有第一链轮,正向驱动转轴的后端设有第二链轮,第一链轮与第二链轮之间连接有第一链条,正向驱动转轴的前端和反向驱动转轴的前端分别设有第三链轮和第四链轮,所述机架的中部设有第五链轮、第六链轮、主动齿轮和从动齿轮,第五链轮与主动齿轮同轴设置,所述第六链轮与从动齿轮同轴设置,所述主动齿轮和从动齿轮啮合,所述第三链轮与第五链轮之间连接有第二链条,所述第四链轮与第六链轮之间连接有第三链条。
15.所述正向送料带包括正向送料链带、正向驱动齿轮和正向从动带轮,正向送料链带连接正向驱动齿轮和正向从动带轮,所述正向送料链带的内表面设有用于与正向驱动齿轮啮合传动的第一凸条,所述正向驱动齿轮设置在正向驱动转轴上,正向从动带轮转动设置在反向驱动转轴上,所述反向送料带包括反向送料链带、反向驱动齿轮和反向从动带轮,所述反向送料链带的内表面设有用于与反向驱动齿轮啮合传动的第二凸条,所述反向从动带轮转动设置在正向驱动转轴上,反向驱动齿轮设置在反向驱动转轴上,反向送料链带连接反向驱动齿轮和反向从动带轮。
16.本发明的有益效果如下:本发明通过上盖进料线、上盖旋转找正装置、上盖输送机械手、排气管振动进料盘、排气管焊接机、螺栓振动进料盘、螺栓送料装置、螺栓焊接机、上盖出料线以及三个搬运机器人分别实现了压缩机上盖自动进料、旋转、排气管预装、排气管焊接、螺栓自动进料、螺栓焊接、出料、运输等多个工序,因此本发明自动化程度高、生产效率高、焊接质量高、能够满足大批量生产要求,避免焊接时对工人造成伤害,本发明不仅能够节省人工和作业时间,保证焊接质量的一致性,而且能够有效避免因焊接产生的高温烫伤工人的现象。
附图说明
17.图1是本发明压缩机上盖与排气管、螺栓的全自动焊接生产线的结构示意图。
18.图2是本发明压缩机上盖与排气管、螺栓的全自动焊接生产线的另一角度的结构
示意图。
19.图3是本发明的上盖进料线、上盖旋转找正装置、上盖输送机械手、排气管振动进料盘以及排气管预装装置的结构示意图。
20.图4是本发明的上盖进料线的结构示意图。
21.图5是本发明的上盖进料线的另一角度(省略第一导向进料板和第二导向进料板)的结构示意图。
22.图6是本发明的上盖输送机械手的结构示意图。
23.图7是本发明的排气管预装装置、上盖旋转找正装置、排气管分料座和排气管分料气缸的结构示意图。
24.图8是本发明的排气管预装装置、上盖旋转找正装置、排气管分料座和排气管分料气缸的另一角度的结构示意图。
25.图9是本发明的排气管预装装置、上盖旋转找正装置、排气管分料座和排气管分料气缸(省略固定座)的结构示意图。
26.图10是本发明的排气管预装装置和上盖旋转找正装置(省略固定座、排气管抓料平移座、排气管抓料升降座、排气管抓料平移气缸、排气管抓料升降气缸、排气管抓料伸缩气缸)的结构示意图。
27.图11是图7中a处的放大图。
28.图12是本发明的螺栓振动进料盘和螺栓送料装置的结构示意图。
29.图13是本发明的螺栓振动进料盘和螺栓送料装置的另一角度的结构示意图。
30.图14是本发明的螺栓升降送料电机与螺栓升降送料滑座的连接结构示意图。
31.图15是图13中b处的放大图。
32.图16是本发明的压缩机上盖的焊接流程图。
具体实施方式
33.下面结合附图及实施例对本发明作进一步描述。
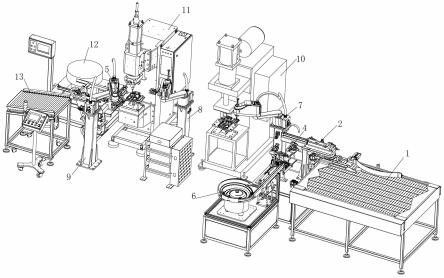
34.实施例一,如图1至图16所示,一种压缩机上盖与排气管、螺栓的全自动焊接生产线,包括上盖进料线1、上盖旋转找正装置3、上盖输送机械手2、排气管振动进料盘6、排气管预装装置4、第一搬运机器人7、排气管焊接机10、第二搬运机器人8、螺栓振动进料盘12、螺栓送料装置5、螺栓焊接机11、第三搬运机器人9以及上盖出料线13。
35.所述上盖进料线1,用于输送压缩机上盖。
36.所述上盖旋转找正装置3用于旋转定位压缩机上盖。
37.所述上盖输送机械手2用于在上盖进料线1、上盖旋转找正装置3、排气管预装装置4之间输送压缩机上盖。
38.所述排气管振动进料盘6,用于输送排气管给排气管预装装置4。
39.所述排气管预装装置4,用于在压缩机上盖上预装排气管。
40.所述第一搬运机器人7,用于将预装好排气管的压缩机上盖输送给排气管焊接。
41.所述排气管焊接机10,用于在压缩机上盖上焊接排气管的排气管焊接机10。
42.所述第二搬运机器人8,用于将焊接好排气管的压缩机上盖输送给螺栓焊接机11。
43.所述螺栓振动进料盘12,用于输送螺栓给螺栓送料装置5。
44.所述螺栓送料装置5,用于将螺栓输送到螺栓焊接机11的压缩机上盖上。
45.所述螺栓焊接机11,用于在焊接好排气管的压缩机上盖上焊接螺栓。
46.所述第三搬运机器人9,用于将焊接好螺栓的压缩机上盖输送给上盖出料线13。
47.所述上盖出料线13,用于将焊接好排气管和螺栓的压缩机上盖输送出。
48.作为本发明更具体的技术方案。
49.所述上盖旋转找正装置3包括安装座33、固定座414、旋转座31、上盖旋转电机30和上盖旋转夹爪气缸32,所述安装座33设于固定座414上,所述上盖旋转电机30设于安装座33上,所述上盖旋转电机30的电机轴竖直朝上,所述旋转座31设于上盖旋转电机30的电机轴上,所述上盖旋转夹爪气缸32设于旋转座31上。
50.所述排气管预装装置4包括上盖定位座40、排气管抓料平移座42、排气管抓料升降座44、排气管抓料平移气缸41、排气管抓料升降气缸43、排气管抓料伸缩气缸45、排气管夹爪气缸46、排气管平移气缸49、排气管平移座412以及排气管顶升气缸411,所述上盖定位座40设于安装座33上,所述排气管抓料平移座42水平滑动设置在固定座414上,所述排气管抓料平移气缸41设于固定座414上,并驱动排气管抓料平移座42水平滑动,所述排气管抓料升降座44上下滑动设置在排气管抓料平移座42上,所述排气管抓料升降气缸43设于排气管抓料平移座42上,并驱动排气管抓料升降座44上下滑动,所述排气管抓料伸缩气缸45设于排气管抓料升降座上,并驱动排气管夹爪气缸46水平滑动,所述排气管平移气缸49设于安装座33上,并驱动排气管平移座412水平移动,所述排气管顶升气缸411设于排气管平移座412上,并位于上盖定位座40的下方,所述上盖定位座40上设有定位块48和让位孔47,所述让位孔47的位置与排气管顶升气缸411的气缸杆的位置对应。
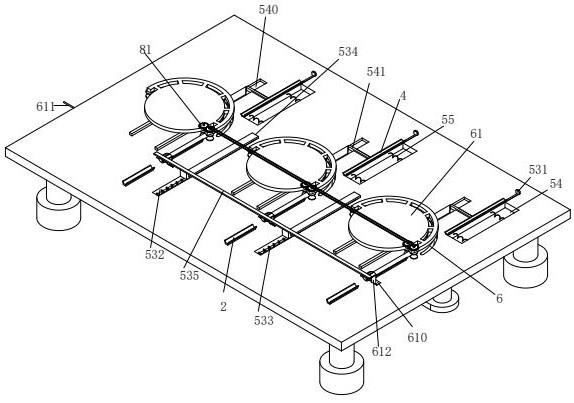
51.所述螺栓送料装置5包括机座50、螺栓水平送料气缸53、螺栓水平送料滑座54、螺栓升降送料电机51、螺栓升降送料滑座52、螺栓翻转气缸55以及螺栓夹爪气缸56,螺栓水平送料滑座54水平滑动设置在螺栓升降送料滑座52上,螺栓水平送料气缸53设于螺栓升降送料滑座52上,并驱动螺栓水平送料滑座54水平滑动,所述螺栓升降送料滑座52上下滑动设置在机座50上,螺栓升降送料电机51设于机座50上,并驱动螺栓升降送料滑座上下滑动,所述螺栓夹爪气缸56设于螺栓翻转气缸55的驱动端上,所述螺栓翻转气缸55设于螺栓水平送料滑座54上。
52.所述机座50上竖直转动设置有升降丝杆511,所述螺栓升降送料滑座52上设有螺母块512,所述螺母块512与升降丝杆杆511螺纹连接,所述升降丝杆杆511的一端与螺栓升降送料电机51的电机轴皮带传动连接。
53.所述螺栓振动进料盘12的螺栓出料槽口121处设置有螺栓分料座59、螺栓分料滑块58和螺栓分料气缸57,所述螺栓分料滑块58水平滑动设于螺栓分料座59上,所述螺栓分料座59上设有螺栓分料槽510,所述螺栓分料槽510与螺栓出料槽口121连通,所述螺栓分料气缸57设于螺栓分料座59上,并驱动螺栓分料滑块58水平滑动。
54.所述排气管振动进料盘6的排气管出料槽口61处设置有排气管分料座62和排气管分料气缸410,所述排气管分料座62上设有排气管分料槽413,所述排气管分料槽413与排气管出料槽口61连通,所述排气管分料气缸410设于排气管分料座62上。
55.上盖输送机械手2包括支撑架24、上盖平移气缸20、上盖平移座25以及两个上盖抓料手21、22,所述支撑架24上设于固定座414上,所述上盖平移座25水平滑动设置在支撑架
24上,上盖平移气缸20设于支撑架24上,并驱动上盖平移座25水平滑动,所述两个上盖抓料手21、22间隔设于上盖平移座25上,所述上盖抓料手包括上盖升降气缸26和上盖送料夹爪气缸27,上盖送料夹爪气缸27设于上盖升降气缸26的气缸杆,上盖送料夹爪气缸27上设有左夹爪和右夹爪,上盖送料夹爪气缸驱动左夹爪、右夹爪合拢或张开,上盖输送机械手2上的两个上盖抓料手先同步往左平移,然后同步下降,接着同步夹料,跟着同步上升,之后往右平移,然后下降卸料。
56.本发明的上盖进料线1包括机架190、正向驱动转轴197、反向驱动转轴198、输送电机19和平铺于机架190顶部的多条正向送料带193和多条反向送料带194,多条正向送料带193的高度和多条反向送料带194高度平齐,多条正向送料带193和多条反向送料带194交替平铺于机架190顶部,正向送料带193的送料方向和反向送料带194的送料方向相反,机架190在正向送料带193的左端和反向送料带194的左端设有第一导向进料板191,机架190在正向送料带193的右端和反向送料带194的右端设有第二导向进料板192,第一导向进料板191上沿其长度方向设有至少两个第一导料三角槽1950,第二导向进料板192上沿其长度方向设有至少两个第二导料三角槽195,第二导料三角槽195的槽口小于第一导料三角槽1950的槽口并错开设置,第二导料三角槽195的大小小于第一导料三角槽1950的大小,所述机架190上设有出料口170,所述出料口170位于反向送料带194的右端,所述正向驱动转轴197、反向驱动转轴198分别转动设置在机架190的两端,输送电机19的电机轴上设有第一链轮1960,正向驱动转轴197的后端设有第二链轮196,第一链轮1960与第二链轮196之间连接有第一链条(图中未示出),正向驱动转轴197的前端和反向驱动转轴198的前端分别设有第三链轮183和第四链轮184,所述机架190的中部设有第五链轮185、第六链轮186、主动齿轮179和从动齿轮178,第五链轮185与主动齿轮同轴设置,所述第六链轮186与从动齿轮178同轴设置,所述主动齿轮179和从动齿轮178啮合,所述第三链轮183与第五链轮185之间连接有第二链条181,所述第四链轮184与第六链轮186之间连接有第三链条182。
57.所述正向送料带193包括正向送料链带1931、正向驱动齿轮199和正向从动带轮189,正向送料链带1931连接正向驱动齿轮199和正向从动带轮189,所述正向送料链带的内表面设有用于与正向驱动齿轮199啮合传动的第一凸条177,所述正向驱动齿轮设置在正向驱动转轴197上,正向从动带轮转动设置在反向驱动转轴198上,所述反向送料带194包括反向送料链带1941、反向驱动齿轮187和反向从动带轮188,所述反向送料链带1941的内表面设有用于与反向驱动齿轮187啮合传动的第二凸条176,所述反向从动带轮188转动设置在正向驱动转轴197上,反向驱动齿轮187设置在反向驱动转轴198上,反向送料链带1941连接反向驱动齿轮187和反向从动带轮188。
58.多个正向驱动齿轮199和多个反向从动带轮188交替设置在正向驱动转轴197上,多个正向从动带轮和多个反向驱动齿轮交替设置在反向驱动转轴198上。
59.由于正向送料带193的正向送料、反向送料带194的反向送料、第一导向进料板191和第二导向进料板的导向作用,压缩机上盖会往下一送料带移动,从而使得多个压缩机上盖有序地往出料口处输送。
60.本发明上盖进料线1输送压缩机上盖时,所述输送电机19通过第一链轮1960、第一链条、第二链轮196带动正向驱动转轴197转动,正向驱动转轴197带动多个正向驱动齿轮199和第三链轮183转动,正向驱动齿轮199通过正向送料链带1931带动正向从动带轮189在
反向驱动转轴198上转动,多条正向送料链带1931正向旋转送料,第三链轮183通过第二链条181带动第五链轮185转动,第五链轮185带动主动齿轮179转动,主动齿轮179带动从动齿轮178转动,从动齿轮178带动第六链轮186转动,所述第六链轮186通过第三链条182带动第四链轮184转动,第四链轮184带动反向驱动转轴198转动,反向驱动转轴198带动多个反向驱动齿轮187转动,反向驱动齿轮187通过反向送料链带1941带动反向从动带轮188在正向驱动转轴197上转动,多条反向送料链带1941反向旋转送料。
61.本发明的上盖出料线13是现有技术,在此不再详细描述。
62.本发明的工作原理是:工人将多个压缩机上盖放置在上盖进料线1上,上盖进料线1将多个压缩机上盖14逐个输送到上盖进料线1的出料口,第一个上盖抓料手21抓取上盖进料线1的出料口处的第一个压缩机上盖14,由于上盖旋转夹爪气缸32上没有上盖可以抓取,此时第二个上盖抓料手22抓空了(未抓到料),然后上盖输送机械手2上的两个上盖抓料手一起往右平移,第一个上盖抓料手21将抓取到的第一个压缩机上盖14并放置到上盖旋转夹爪气缸32的夹爪上,之后,上盖输送机械手2上的两个上盖抓料手同步上升,而此时上盖旋转夹爪气缸32驱动左、右夹爪夹住第一个压缩机上盖14,跟着上盖旋转电机30驱动旋转座31和上盖旋转夹爪气缸32一起旋转,并配合传感器,使得第一个压缩机上盖14旋转到要求的位置,之后上盖输送机械手2的两个上盖抓料手往左平移,第一个上盖抓料手21又重新去抓取上盖进料线1的出料口170的第二个压缩机上盖14,第二个上盖抓料手22抓取上盖旋转夹爪气缸32的夹爪上的第一个压缩机上盖14,然后上盖输送机械手2的两个上盖抓料手往右平移, 第一个上盖抓料手21将抓取到的第二个压缩机上盖14放置到上盖旋转夹爪气缸32的夹爪上,第二个上盖抓料手22同步将已找正好的第一个压缩机上盖14输送到上盖定位座40上,上盖定位座40的定位块定位住压缩机上盖14。
63.与此同时,排气管振动进料盘6振动输送出排气管15,排气管分料气缸410的气缸杆将排气管出料槽上的多个排气管15逐个分离出排气管出料槽,排气管分料气缸410的气缸杆将排气管出料槽口处的排气管15推到排气管分料槽413的一端,此时排气管分料气缸410的气缸杆会阻挡下一个排气管15进入排气管分料槽413。
64.与此同时,螺栓振动进料盘12振动输送出螺栓16,一根螺栓16滑入螺栓分料槽510内,螺栓分料气缸57驱动螺栓分料滑块58水平滑动,螺栓分料槽510带动螺栓16往前移动,螺栓分料槽510对螺栓出料槽口的螺栓16一根一根地分离出,分离后的螺栓16位于螺栓分料槽510上,等待螺栓送料装置5的抓取,此时螺栓分料滑块58会阻挡下一个螺栓。
65.跟着,排气管抓料平移气缸41驱动排气管抓料平移座42往排气管分料槽413的方向移动,排气管抓料升降座44驱动排气管抓料升降座44升降,排气管抓料伸缩气缸45驱动排气管夹爪气缸46移动至排气管分料槽413的位置,然后排气管夹爪气缸46驱动其左、右夹爪夹住排气管分料槽413的一端的排气管,接着排气管抓料平移气缸41驱动排气管抓料平移座42往排气管顶升气缸411的方向移动,排气管抓料伸缩气缸45驱动排气管夹爪气缸46移动至排气管顶升气缸411的上方,然后排气管抓料升降气缸43驱动排气管抓料升降座44下降,排气管夹爪气缸46驱动其左、右夹爪松开排气管,排气管掉落至排气管顶升气缸411的气缸杆上。
66.之后,排气管平移气缸49驱动排气管平移座412和排气管顶升气缸411移动到上盖
定位座40正下方,然后排气管顶升气缸411顶升排气管,排气管往上插入到上盖定位座40的压缩机上盖14的安装孔内。
67.然后,第一搬运机器人7抓取上盖定位座40上预装好排气管的压缩机上盖14,并输送给排气管焊接机10,第一搬运机器人7上配有排气管夹紧气缸,在第一搬运机器人7搬运压缩机上盖14时,排气管夹紧气缸会驱动其左、右夹爪夹住排气管,避免排气管从压缩机上盖14上掉落,跟着排气管焊接机10对压缩机上盖14的排气管进行焊接。
68.接着,第二搬运机器人8,将焊接好排气管的压缩机上盖14输送给螺栓焊接机11;与此同时,螺栓送料装置5启动,螺栓水平送料气缸53驱动螺栓水平送料滑座54往螺栓分料滑块58方向水平移动,螺栓翻转气缸55以及螺栓夹爪气缸56移动至螺栓分料槽510的上方,螺栓升降送料电机51通过皮带轮传动机构带动驱动升降丝杆正反向旋转,升降丝杆带动螺母块和螺栓升降送料滑座52上下滑动,螺栓夹爪气缸56驱动其左、右夹爪夹住螺栓分料槽510上的螺栓,然后螺栓水平送料气缸53和螺栓升降送料电机51驱动螺栓夹爪气缸56和螺栓远离螺栓分料滑块58,然后螺栓翻转气缸55驱动螺栓旋转180
°
,使其螺杆头朝下,等待下一步的焊接。
69.螺栓水平送料气缸53驱动螺栓水平送料滑座54往螺栓焊接机11的方向移动,螺栓升降送料电机51驱动螺栓翻转气缸55和螺栓夹爪气缸56下降,使螺栓的螺杆头抵靠在压缩机上盖14上,螺栓夹爪气缸56驱动其左、右夹爪松开螺栓,螺栓放置在压缩机上盖14上,跟着螺栓焊接机11对压缩机上盖14上的螺栓进行焊接;第三搬运机器人9,将焊接好螺栓的压缩机上盖14输送给上盖出料线13,上盖出料线13将焊接好排气管和螺栓的压缩机上盖14输送出。
70.如在本发明中使用用语:第一、第二等,不表示任何顺序、量或重要性,仅是用于区分。如在本发明中使用用语:一个、一种等,不表示数量的限制,而是表示至少一个提到的对象的存在。如在本发明中使用指示方位或位置的用语:顶部、底部、侧部、纵向、横向、中间、中心、外、内、水平、竖直、左、右、上方、下方等,意指反映相对位置,而非绝对位置。
71.以上所述实施例仅表达了本发明的一种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本 领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。