1.本发明属于集成电路引脚加工技术领域,具体涉及一种多类集成电路用切筋设备。
背景技术:
2.在集成电路完成封装后须对电路引脚进行切筋操作,以达到要求的引脚长度。因为集成电路扁平封装、双列直插等不同的类型,以往通常是针对不同类型的集成电路,设计独立的切筋机置于生产线上,存放各类切筋设备会占用过多的生产空间,单机制造成本高,不利于节约生产成本。
技术实现要素:
3.针对现有技术存在的针对不同类型集成电路生产相应单机进行切筋,占用生产空间以及生产成本过高的技术问题,本发明提供一种多类集成电路用切筋设备。
4.为了实现上述目的,本发明采用如下技术方案:
5.一种多类集成电路用切筋设备,包括机架、设于所述机架上的驱动机构、设于所述机架内并与所述驱动机构连接的冲切头、设于所述冲切头一端的第一上切刀、设于所述冲切头另一端的第二上切刀、设于所述冲切头下方并与所述机架连接的切筋台,所述驱动机构驱动所述冲切头向靠近或者远离所述切筋台的方向往返移动,所述第一上切刀和所述第二上切刀在所述冲切头上呈相对布置;所述切筋台对应位置处可拆卸连接有与所述第一上切刀相互配合以用于冲切扁平封装集成电路引脚的第一下刀组,所述切筋台对应位置处可拆卸连接有与所述第二上切刀相互配合以用于冲切双列直插集成电路引脚的第二下刀组。
6.进一步地,所述冲切头包括与所述驱动机构可拆卸连接并具有一上限位槽的上模板以及可拆卸连接于所述上限位槽内的上刀座,所述上限位槽为沿所述上模板宽度方向布置且两端贯通并向靠近所述驱动机构方向内凹的凹槽,所述第一上切刀和所述第二上切刀分别连接于所述上刀座宽度方向的两端端面。
7.进一步地,所述切筋台包括与所述机架可拆卸连接并具有一下限位槽的下模板以及可拆卸连接与所述下限位槽内的下刀座,所述下限位槽为沿所述下模板宽度方向布置且两端贯通并向靠近所述机架的方向内凹的凹槽,所述下刀座第一端设有一第一冲切腔供所述第一上切刀上下移动冲切引脚,第二端设有一第二冲切腔供所述第二上切刀上下移动冲切引脚,且所述第一冲切腔和所述第二冲切腔沿所述下刀座宽度方向间隔排布。
8.进一步地,所述第一下刀组包括与所述下刀座第一端可拆卸连接的第一下切刀以及若干个可拆卸连接在所述第一下切刀一侧的第一调节板,多个所述第一调节板可择一安装在所述第一下切刀远离所述第一端的此侧侧壁上,所述第一调节板具有一向靠近所述下刀座方向凹陷的切筋固定槽,所述切筋固定槽内设有一可供扁平封装电路引脚穿越的放置固定通腔,当扁平封装电路引脚穿越此放置固定通腔后,待冲切的电路引脚置于所述第一冲切腔内,并位于所述第一上切刀和所述第一下切刀之间。
9.进一步地,所述切筋固定槽包括第一平面、分别分布于所述第一平面两侧的竖直面、设于两个所述竖直面之间并与所述第一平面垂直第二平面,所述放置固定通腔分布于所述第一平面和所述第二平面连接处;所述第二平面与所述第一平面之间的间距为调节部,若干个所述第一调节板的调节部为等梯度逐渐增加的结构。
10.进一步地,所述第二下刀组包括与所述下刀座第二端可拆卸连接的第二下切刀、可拆卸连接在所述第二下切刀一侧的调节机构以及可拆卸连接在所述第二下切刀一侧并位于所述调节机构下方的第三下切刀,所述第二下切刀与所述调节机构之间形成一供双列直插电路其中一列引脚穿越的第一放置通腔,所述调节机构又与所述第三下切刀之间形成一供双列直插电路另一列引脚穿越的第二放置通腔,当两列引脚分别穿越进所述第一放置通腔和所述第二放置通腔后,待冲切的双列引脚置于所述第二冲切腔内,以使得所述第二上切刀在此第二冲切腔内往返移动执行切筋操作。
11.进一步地,沿所述第二下切刀的宽度方向设有一凹陷缺口,此凹陷缺口纵向贯穿所述第二下切刀,在此凹陷缺口的两侧分别设有一第一连接部,所述调节机构与两个所述第一连接部可拆卸连接;所述调节机构包括与所述第一连接部可拆卸连接的调节主板、设于所述调节主板上的至少两个调节安装槽以及可拆卸连接在所述调节安装槽内的若干个第二调节板,所述调节主板朝向所述第二下切刀的一面还设有辅助连接部与所述第二下切刀的冲切面相抵,所述调节主板背离所述第二下切刀的一面设有一位于所述凹陷缺口下方的引脚放置槽,所述第一放置通腔分布于所述引脚放置槽内,所述第一放置通腔纵向贯穿所述引脚放置槽,且此第一放置通腔的底面与所述第二下切刀的冲切面平齐;若干个所述第二调节板择一与安装在所述调节安装槽内。
12.进一步地,所述第二调节板包括两个间隔的调节支脚,两个所述调节支脚穿越进所述调节安装槽内并分布于所述第二下切刀与所述调节主板之间,若干个所述第二调节板中的所述调节支脚的厚度为等梯度逐渐增加的结构,且通过所述调节支脚的厚度控制所述辅助连接部在所述第二下切刀的冲切面上的接触距离。
13.进一步地,所述第三下切刀包括可拆卸连接于所述第一连接部下方的刀主体以及固设于所述刀主体上方并与所述凹陷缺口相适配的刀体,所述刀体与所述凹陷缺口之间的间隙为所述第二放置通腔,并且当双列直插电路引脚分别伸进所述第一放置通腔和所述第二放置通腔后,两列电路引脚待冲切长度相等。
14.进一步地,所述机架可拆卸连接有收纳口朝向所述切筋台并设于所述切筋台下方的料匣。
15.综上所述,本发明的有益效果是:其一,切筋台和冲切头均有两个冲切端,且一一相对应,实现冲切不同种类集成电路的目的,用途更多元化,同时还实现了节约设备和空间的目的。针对不同的冲切对象,均能够实现引脚长度的所需尺寸可调节。其二,第二下刀组与第二上切刀相配合,可作到一次冲切动作直接冲切双列引脚,这样双列引脚的长度能够保持一致性,因此有助于提升加工精度。其三,为双列直插集成电路调节待冲切引脚长度时,通过第二调节板调节支脚的厚度,来实现辅助连接部处与第二下切刀冲切面重叠距离的调节,只需更换这样的第二调节板,不但上下列引脚的长度可做到一致的同步调节,而且在引脚放置槽的两侧尺寸调节也可以同步保持一致,避免调节歪斜扭曲。而下方的第三下切刀起到支撑加固作,只需更换第二调节板这一步,便可得到相应所需的待冲切引脚长度,
增强调节同步性的能力,无需借助任何距离测量工具便可实现调节目的。
附图说明
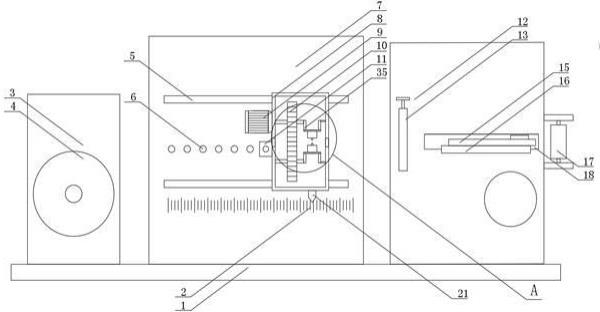
16.图1是本发明提供的一种多类集成电路用切筋设备的结构示意图。
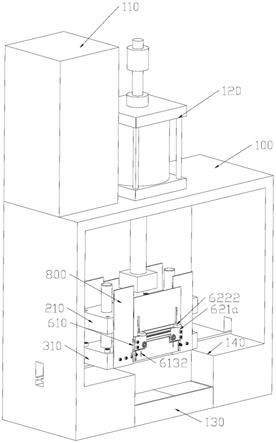
17.图2是图1的切筋状态结构示意图。
18.图3是图1中冲切位置处的侧视图。
19.图4是本发明中第二下刀组的立体结构示意图。
20.图5是图4的部件分拆状态图。
21.图6是本发明中扁平封装电路加工的立体结构示意图。
22.图7是本发明中扁平封装电路冲切处的立体机构示意图。
23.图8是图7的切筋状态示意图。
24.图9是图7中第一调节板的立体结构示意图。
25.图10是本发明中上刀座和下刀座的立体结构示意图。
26.图中,100-机架、110-电控箱、120-驱动机构、130-料匣、140-集料缺口、200-冲切头、210-上模板、220-上刀座、221-上刀座连接孔、230-第一上切刀、240-第二上切刀、300-切筋台、310-下模板、320-下刀座、321-第一冲切腔、322-第二冲切腔、323-遮盖板、330-导向柱、400-第一下刀组、410-第一下切刀、420-第一调节板、421-切筋固定槽、4210-第一平面、4211-竖直面、4212-第二平面、4213-放置固定通腔、422-固定螺孔、423-防护板、4230-操作缺口、424-第一侧防护板、500-扁平封装电路、600-第二下刀组、610-第二下切刀、611-凹陷缺口、612-第一连接部、613-第二连接部、6130-连接螺孔、6131-定位销孔、6132-定位销、620-调节机构、621-调节主板、6210-调节安装槽、621a-第一竖板、621b-水平板、621c-第二竖板、6211-辅助连接部、6212-引脚放置槽、62120-第一放置通腔、622-第二调节板、6220-调节支脚、6221-调节横杆、6222-调节翼、630-第三下切刀、631-刀主体、632-刀体、633-第二放置通腔、700-双列直插电路、800-第二侧防护板、900-螺栓。
具体实施方式
27.下面结合具体图示,进一步阐述本发明。
28.如图1所示,本发明提供一种多类集成电路用切筋设备,包括机架100、设于机架100上的驱动机构120、设于机架100内并与驱动机构120连接的冲切头200、设于冲切头200一端的第一上切刀230、设于冲切头200另一端的第二上切刀240、设于冲切头200下方并与机架100连接的切筋台300。驱动机构120的输出端通过连接支杆与冲切头200通过螺栓900连接,驱动机构120驱动冲切头200向靠近或者远离切筋台300的方向往返移动,第一上切刀230和第二上切刀240在冲切头200上呈相对布置。切筋台300对应位置处通过螺栓900螺接有与第一上切刀230相互配合以用于冲切扁平封装集成电路引脚的第一下刀组400,切筋台300对应位置处通过螺栓900螺接有与第二上切刀240相互配合以用于冲切双列直插集成电路引脚的第二下刀组600。在切筋台300的一端可以利用第一上切刀230和第一下刀组400相互配合,完成扁平封装电路500的引脚冲切工作,如果是需要为双列直插集成电路切筋时,在切筋台300的另一工作端,利用第二上切刀240与第二下刀组600相互配合完成双列引脚冲切工作。一台设备上可以加工多种集成电路,节约占地面积,而且冲切不同类型集成电路
引脚时,无需另外组装或者拆卸零部件即可完成,更无需分别配备单机,节约生产中制造成本。另外针对双列直插集成电路,一次冲切动作,可以同时完成上列引脚和下列引脚的切筋加工,加工精度高。
29.机架100底面对应于切筋台300的两个冲切工作端位置处,设有一集料缺口140,集成电路切筋后的废料从集料缺口140处掉落,并在集料缺口140处插接有一收纳口朝向切筋台300且用于收集废料的料匣130,料匣130分布于切筋台300的下方并沿机架100宽度方向布置。
30.驱动机构120可以是能够带动冲切头200往复运动的往复式气缸,压缩空气进行冲压动作,机架100顶端设有电控箱110与驱动机构120电连接,从而控制驱动机构120的启动或者关闭。
31.冲切头200包括与驱动机构120螺接并具有一上限位槽的上模板210以及可拆卸连接于上限位槽内的上刀座220,上限位槽为沿上模板210宽度方向布置且两端贯通并向靠近驱动机构120方向内凹的凹槽。如图10所示,上刀座220上设有两个间隔布置的上刀座连接孔221,此上刀座连接孔221为长条孔,在长条孔内通过螺栓900将上刀座220连接在上限位槽内,第一上切刀230和第二上切刀240分别连接于上刀座220宽度方向的两端端面。上限位槽在安装上刀座220的过程中起到限位作用,限制上刀座220只能在上模板210的宽度方向上移动调节位置,而不能在上模板210的长度方向上移动调节位置。使得与切筋台300的冲切面相适配,避免冲切扭曲变形。
32.切筋台300包括与机架100螺栓连接并具有一下限位槽的下模板310以及可拆卸连接与下限位槽内的下刀座320,下模板310上设有导向柱330与上模板210对应位置处的导向孔套接,导向柱330为往复运动的冲切头200导向,冲切更准确,下限位槽为沿下模板310宽度方向布置且两端贯通并向靠近机架100的方向内凹的凹槽。并且下刀座320也设有两个间隔分布的长条孔,通过螺栓900安装在长条孔内将下刀座320与下限位槽连接,下限位槽所起到的作用与上限位槽相同。这样在可在下模板310宽度方向上调节位置的下刀座320,能够与上刀座220上的两个上切刀相配合。下刀座320的顶面还螺接有遮盖板323将两个安装有螺栓900的长条孔封闭,避免引脚废料漏入空隙中,从而影响冲切头200与切筋台300的相互配合。
33.如图6和图7所示,下刀座320第一端设有一第一冲切腔321供第一上切刀230上下移动冲切引脚,第二端设有一第二冲切腔322供第二上切刀240上下移动冲切引脚,且第一冲切腔321和第二冲切腔322沿下刀座320宽度方向间隔排布。相当于切筋台300的两个相对的端面可分别进行冲切引脚操作,使得位置分布合理方便,方便调节刀具以便不同的加工对象使用。
34.第一下刀组400包括与下刀座320第一端通过螺栓900螺接的第一下切刀410以及若干个可拆卸连接在第一下切刀410一侧的第一调节板420,第一调节板420上设有固定螺孔422,通过螺栓螺接在固定螺孔422内将第一调节板420与第一下切刀410连接,多个第一调节板420可择一安装在第一下切刀410远离第一端的此侧侧壁上。第一调节板420具有一向靠近下刀座320方向凹陷的切筋固定槽421,切筋固定槽421内设有一可供扁平封装电路500引脚穿越的放置固定通腔4213,当扁平封装电路500引脚穿越此放置固定通腔4213后,待冲切的电路引脚置于第一冲切腔321内,并位于第一上切刀230和第一下切刀410之间,第
一上切刀230向下冲压,便完成扁平封装电路500的切筋操作。
35.如图9所示,切筋固定槽421包括第一平面4210、分别分布于第一平面4210两侧的竖直面4211、设于两个竖直面4211之间并与第一平面4210垂直第二平面4212,放置固定通腔4213分布于第一平面4210和第二平面4212连接处。第二平面4212与第一平面4210之间的间距为调节部,若干个第一调节板420的调节部为等梯度逐渐增加的结构。调节部尺寸在1.5mm至6.2mm之间,且每一第一调节板420的调解部以0.1mm为梯度逐渐增加。如图8所示,扁平封装集成电路切筋时,电路引脚从贯通的放置固定通腔4213中伸进第一冲切腔321后,只要第一平面4210与第二平面4212之间的间距越大,因集成电路需要紧紧抵靠在第一平面4210才能固定集成电路,因此在冲切端留出的待切断的引脚长度则越短,反之则待冲切的引脚长度则越长,通过更换不同尺寸的第一调节板420,来实现调节部尺寸可调,以做到可以根据实际的加工需要,冲切出不同长度的电路引脚。
36.通过螺栓900还螺接有位于第一调节板420一侧的防护板423,而防护板423上设有操作缺口4230,将切筋固定槽421暴露。防护板423的两侧个设有一个与下模板310螺接的第一侧防护板424,将冲切工作端通过防护板423和第一侧防护板424间隔开,以免加工人员误碰触造成人身伤害。
37.如图4和图5所示,第二下刀组600包括与下刀座320第二端通过螺栓900螺接的第二下切刀610、可拆卸连接在第二下切刀610一侧的调节机构620以及可拆卸连接在第二下切刀610一侧并位于调节机构620下方的第三下切刀630。第二下切刀610与调节机构620之间形成一供双列直插电路700其中一列引脚穿越的第一放置通腔62120,调节机构620又与第三下切刀630之间形成一供双列直插电路700另一列引脚穿越的第二放置通腔633。当两列引脚分别穿越进第一放置通腔62120和第二放置通腔633后,待冲切的双列引脚置于所述第二冲切腔322内,以使得第二上切刀240在此第二冲切腔322内往返移动执行切筋操作。第二上切刀240向下冲切,可以直接将两列引脚同时切断,加工精度比分别单列进行冲切的精度更高。下模板310还通过螺栓900连接有两块第二侧防护板800位于第二下刀组600的两侧,同样防止加工人员误碰触造成加工意外。
38.沿第二下切刀610的宽度方向设有一凹陷缺口611,此凹陷缺口611纵向贯穿第二下切刀610,在此凹陷缺口611的两侧分别设有一第一连接部612,调节机构620与两个第一连接部612通过螺栓900螺接。调节机构620包括与第一连接部612通过螺栓900螺接的调节主板621、设于调节主板621上的至少两个调节安装槽6210以及可拆卸连接在调节安装槽6210内的若干个第二调节板622。调节主板621包括与第一连接部612通过螺栓900螺接并位于第一连接部612一侧的第一竖板621a、固设于第一竖板621a顶端的水平板621b以及垂直于水平板621b连接的第二竖板621c,水平板621b垂直连接于第一竖板621a靠近第二下切刀610的此端端面,此水平板621b下端面位辅助连接部6211,此辅助连接部6211与第二下切刀610冲切面相抵。而两个调节安装槽6210垂直分布于水平板621b的顶面并向背离第二下切刀610的一面凹陷,调节主板621背离第二下切刀610的一面设有一位于凹陷缺口611下方的引脚放置槽6212,第一放置通腔62120分布于引脚放置槽6212内。第一放置通腔62120纵向贯穿引脚放置槽6212,且此第一放置通腔62120的底面与第二下切刀610的冲切面平齐。双列直插集成电路的上列引脚伸进第一放置通腔62120后,待冲切的引脚置于第二下切刀610的冲切面上。
39.第一连接部612的下方设有第二连接部613,第三下切刀630包括可拆卸连接于第二连接部613的刀主体631以及固设于刀主体631上方并与凹陷缺口611相适配的刀体632。第二连接部613上设有连接螺孔6130和多个定位销孔6131,刀主体631对应位置也设有多个定位销孔6131,通过在定位销孔6131内插接定位销6132先将刀主体631与第二连接部613先行定位,然后通过在连接螺孔6130内螺接螺栓900将到主体与第二连接部613螺接。连接固定后的刀体632与凹陷缺口611之间的间隙为第二放置通腔633,并且当双列直插电路700引脚分别伸进第一放置通腔62120和第二放置通腔633后,两列电路引脚待冲切长度相等。相当于凹陷缺口611与引脚放置槽6212之间的部分被简直在两列引脚之间,刀体632在下列引脚的下方提供稳定的支撑,而刀体632又是与第二上切刀240相配合的刀具,可以在第二上切刀240向下冲切时,同步完成两列引脚的切筋操作,节省加工工序,提升加工精度,有助于提升工作效率。
40.若干个第二调节板622择一与安装在调节安装槽6210内,第二调节板622包括两个间隔的调节支脚6220、固接在两个调节支脚6220之间的调节横杆6221以及固接在调节支脚6220一侧的调节翼6222,调节翼6222固接在调节支脚6220远离第二下切刀610的此面。握持调节翼6222便于抽取第二调节板622。如图2所示,两个调节支脚6220穿越进调节安装槽6210内并分布于第二下切刀610与调节主板621之间,若干个第二调节板622中的调节支脚6220的厚度为等梯度逐渐增加的结构,且通过调节支脚6220的厚度控制辅助连接部6211在第二下切刀610的冲切面上的接触距离。调节支脚6220厚度尺寸在3mm至6mm之间,且每一第二调节板622的调节支脚6220厚度以0.1mm为梯度逐渐增加。加工双列直插集成电路时,上列伸进第一放置通腔62120、而下列伸进第二放置通腔633后,通过不同第二调节板622中调节支脚6220的厚度,来调节辅助连接部6211与第二下切刀610冲切面的接触距离,也就是重叠距离,如图3所示,当厚度越大,则接触的重叠距离越短,相当于将调节主板621向远离第二切刀的方向移动,那么引脚待冲切的长度就越短,反之厚度越小时,则待冲切引脚的长度就越长,做到所需引脚长度尺寸可以根据加工需求进行调节。这样的第二调节板622,只要松开第二连接部613处的螺栓900,调节支脚6220可从调节安装槽6210内抽出进行更换,然后再通过螺栓900锁紧更换成所需尺寸的第二调节板622。只需要大致四步:拧松螺栓900、抽出第二调节板622、换上所需尺寸的第二调节板622以及再锁紧螺栓900即可,整个调节过程操作简单易上手,步骤简单,降低调节难度,任何技术水平的生产线加工人员均可加工出所需引脚长度的集成电路。
41.另外,两个调节安装槽6210分别分布于第一放置通腔62120的两侧,两个调节支脚6220插入调节安装槽6210,来调节待冲切引脚的长度,直接通过调节支脚6220的厚度来实现尺寸调节的目的,相当于冲切位置两侧尺尺寸调节是同步完成保持一致,可以一步到位进行重叠距离的调节,再用螺栓900锁紧。这样调节的好处在于调节所需重叠距离的同步性更高,直接更换不同的第二调节板622,便可即可同步调节出上下列的待冲切引脚长度,无需借助其余工具便能调节出所需重叠距离,有助于提升加工精度。
42.本切筋设备:其一,切筋台300和冲切头200均有两个冲切端,且一一相对应,实现冲切不同种类集成电路的目的,用途更多元化,同时还实现了节约设备和空间的目的。针对不同的冲切对象,均能够实现引脚长度的所需尺寸可调节。其二,第二下刀组600与第二上切刀240相配合,可作到一次冲切动作直接冲切双列引脚,这样双列引脚的长度能够保持一
致性,因此有助于提升加工精度。其三,为双列直插集成电路调节待冲切引脚长度时,通过第二调节板622调节支脚6220的厚度,来实现辅助连接部6211处与第二下切刀610冲切面重叠距离的调节,只需更换这样的第二调节板622,不但上下列引脚的长度可做到一致的同步调节,而且在引脚放置槽6212的两侧尺寸调节也可以同步保持一致,调节精度的准确性更高,避免调节歪斜扭曲。而下方的第三下切刀630起到支撑加固作,只需更换第二调节板622这一步,便可得到相应所需的待冲切引脚长度,增强调节同步性的能力,无需借助任何距离测量工具便可实现调节目的。
43.以上仅为本发明的实施方式,并非因此限制本发明的专利范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。