1.本发明涉及一种电解质溶液和一种电化学加工工艺。
背景技术:
2.电化学加工(例如电化学喷射处理)是用于选择性地加工工件的表面的工艺。这通过在电化学加工装置的部件(例如喷嘴)与待加工表面之间施加电压,同时从喷嘴向表面分配电解质流或电解质射流来完成。该加工方法能够通过电化学反应来加工表面,使得只要表面材料是导电的,就可以加工表面。该加工工艺使得表面能够被粗糙化,例如以改善部件或表面涂层的结合/附接。该加工还可以改进表面的光学和/或摩擦学性质,并且抛光材料表面。
3.为了实现离子转移,在电化学处理技术中需要一种加工介质(即电解质溶液)。这种离子转移使材料能够被添加到目标表面或从目标表面移除。
4.这些加工介质传统上是水性电解质。然而,当在一些电化学加工工艺中使用时,这些可能存在问题,因为它们能够导致一些金属和合金(例如钛和钢)在电化学加工工艺期间形成钝化表面。这可能导致较低的加工精度和较低的使得这些表面浮凸可重复款式的能力。
5.现有的非水基电解质溶液通常具有高粘度,并且用于浴式电化学加工系统中。这种电解质溶液因为它们的高粘度不适于朝向工件的表面喷射。这些传统的非水电解质溶液已被限制于诸如金属沉积和金属抛光的应用,因为这些溶液的导电性通常差(与电化学加工工艺相比,沉积和抛光需要低电流密度水平)。
6.本发明寻求克服或至少减轻与现有技术相关联的一个或多个问题。
技术实现要素:
7.根据第一方面,提供了一种用于电化学加工工艺的电解质溶液,该电解质溶液包括:基本上不含水的离子溶剂、无机盐形式的可电离材料和粘度调节剂,其中电解质包括在20℃下在1至50mpa
·
s范围内的粘度。
8.粘度调节剂可包含水基无机盐溶液。
9.粘度调节剂可以是浓缩的水基无机盐溶液。
10.粘度调节剂可以是饱和的水基无机盐溶液。
11.饱和溶液的浓度可以处于或接近水基无机盐溶液的饱和点。水基盐溶液的浓度可以大致在饱和点处。
12.水基无机盐溶液的浓度可以在浓缩溶液的80%-100%范围内。水基无机盐溶液的浓度可以在浓缩溶液的90%-10%范围内。水基无机盐溶液的浓度可以在浓缩溶液的95-100%范围内。
13.无机盐水溶液可以具有0.1m至5m范围内的摩尔浓度。无机盐水溶液可以具有1m至5m范围内的摩尔浓度。
14.电解质溶液中粘度调节剂的浓度可以小于50wt.%,可选地其中电解质溶液中粘度调节剂的浓度在20wt.%至40wt.%的范围内,例如大约30wt.%。
15.基本上不含水的离子溶剂的浓度可以是至少50wt.%,可选地至少60wt.%,例如约70wt.%。
16.可电离材料可包含式mx的化合物,其中m可选自na
、k
、ca
2
、mg
2
、cu
2
和zn
2
或其组合,x可选自f-、cl-、br-、i-、no
3-和so4
2-或其组合。
17.基本上不含水的溶剂可包含多元醇。
18.基本上不含水的溶剂可选自乙二醇、甘油、甲醇、乙醇、1-丙醇、2-丙醇和/或丙二醇。
19.基本上不含水的溶剂可选自乙二醇和/或甘油。
20.基本上不含水的溶剂可包含季铵盐。
21.季铵盐可选自氯化胆碱、四乙基氯化铵和/或四甲基氯化铵中的一种或多种。
22.基本上不含水的溶剂可以是包含乙二醇和氯化胆碱的深共晶溶剂。
23.基本上不含水的离子溶剂可包括的氯化胆碱与乙二醇的比例在1:2至1:5的范围内。
24.基本上不含水的离子可包括的氯化胆碱与乙二醇的比例约为1:3。
25.电解质溶液的ph可以在5至9的范围内。
26.电解质可包括在20℃下在5至30mpa
·
s范围内的粘度,可选地,其中电解质包括在20℃下在10-15mpa
·
s范围内的粘度。
27.电解质溶液可以包括至少10ms/cm的电导率。
28.电解质溶液可以包括10ms/cm至40ms/cm范围内的电导率,可选地,其中电解质溶液包括20ms/cm至30ms/cm范围内的电导率。
29.根据第二方面,提供了一种使用电化学加工装置对工件的表面进行加工的电化学加工工艺,该电化学加工装置包括配置用于朝向工件的表面分配电解质溶液射流的喷嘴,该电化学加工工艺包括以下步骤:从电化学加工装置的喷嘴朝向工件的表面分配根据在前权利要求任一项所述的电解质溶液射流;向电化学加工装置的喷嘴施加电荷以及向工件的表面施加电荷,使得喷嘴和所述表面限定电解池的第一电极和第二电极。
30.该工艺可以施加低于400a/cm2、可选地低于150a/cm2、可选地低于100a/cm2、例如在25至100a/cm2的范围内的电流密度。
附图说明
31.现在将参考附图描述实施方式,其中:
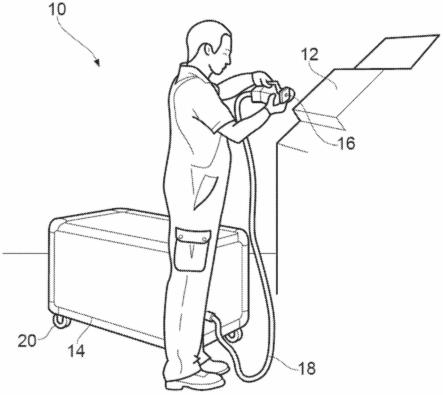
32.图1示出了根据一个实施方式的电化学加工装置,其包括基部单元和加工单元,其中加工单元由用户操作;以及
33.图2是图1中的电化学加工装置的示意图。
具体实施方式
34.本发明涉及用于金属的电化学加工、抛光和/或蚀刻的电解质溶液。
35.电解质溶液能够从喷嘴朝向工件的表面射出(例如喷射),并且具有足够高的电解
电导率,以携带“高”电流(例如,超过1a)通过喷嘴。喷嘴可以是例如1mm圆形喷嘴。在替代布置中,喷嘴可以被配置为基本上矩形的喷嘴,例如具有至少5mm或10mm的宽度,并且具有约0.2mm的深度。应当理解,喷嘴的尺寸和几何形状可以变化以适合应用。
36.已经发现本发明的电解质溶液在电化学加工期间产生较少的金属表面(例如钛、钛合金、钢、铁等)钝化,这使得当与水-盐电解质相比时能够产生明显更平滑的加工表面。
37.电解质溶液的一个实施方式提供基本上不含水的离子溶剂、有机盐形式的可电离材料和粘度调节剂。
38.电解质溶液包括在20℃下1至50mpa
·
s范围内的粘度。电解质溶液可包括在20℃下5至40mpa
·
s、通常在20℃下5至30mpa
·
s、通常在20℃下5至20mpa
·
s、通常在20℃下10至15mpa
·
s、通常在20℃下15至20mpa
·
s范围内的粘度,。
39.基本上不含水的离子溶剂可被认为是无水溶剂。基本上不含水的溶剂可包括具有少量水的溶剂。例如,基本上不含水的溶剂可包括高达1wt.%的水,通常高达0.5wt.%的水,例如高达0.1wt.%的水(即,在0-1wt.%、通常0.01-0.5wt.%或0.05-0.1wt.%的范围内)。
40.基本上不含水的离子溶剂可以是多元醇。特别适用于电化学加工电解质溶液的多元醇是乙二醇和甘油或其组合。
41.在一个实施方式中,基本上不含水的溶剂包括乙二醇。乙二醇在室温下具有比其他潜在溶剂更低的粘度,因此可以更容易地朝向工件的表面喷射。基本上不含水的溶剂可包括甘油、甲醇、乙醇、1-丙醇、2-丙醇和/或丙二醇中的一种或多种。
42.在另一个实施方式中,基本上不含水的溶剂包括乙二醇和甘油的组合。乙二醇与甘油的比率可以是大约50:50wt.%,通常70:30wt.%,通常90:10wt.%,通常95:5wt.%。
43.基本上不含水的离子溶剂可进一步包含季铵盐。已经发现将季铵盐掺入到基本上不含水的溶剂中可以提高盐在基本上不含水的溶剂中的溶解度。
44.基本上不含水的离子溶剂可包括氯化胆碱、四乙基氯化铵和/或四甲基氯化铵中的一种或多种。
45.基本上不含水的离子溶剂可包含乙二醇和氯化胆碱的组合。也就是说,基本上不含水的离子溶剂可以是深共晶溶剂。
46.基本上不含水的离子溶剂可包括的多元醇与季铵盐的比例在1:2至1:5范围内。多元醇与季铵盐的比例通常在1:3至1:4范围内,通常为1:3至1:4。基本上不含水的离子溶剂可包括的多元醇与季铵盐的比例约为1:3,但通常该比例可为1:2、1:4或1:5或之间的比例。
47.基本上不含水的离子溶剂可包括的氯化胆碱与乙二醇的比例在1:2至1:5范围内。氯化胆碱与乙二醇的比例通常在1:3至1:4范围内,通常为1:3至1:4。基本上不含水的离子溶剂可包括的氯化胆碱与乙二醇的比例约为1:3,但通常该比例可为1:2、1:4或1:5或之间的比例。
[0048][0049][0050]
表1:不含粘度调节剂添加剂的氯化胆碱:乙二醇电解质溶液的电导率表
[0051]
在表1中示出了基本上不含水的离子溶剂的各种组成的电导率,发现基本上不含水的离子溶剂的电导率对于电化学喷射加工工艺中的工件的表面的有效加工太低。
[0052]
用于电化学加工表面的电解质溶液还包括无机盐形式的可电离材料。向电解质溶液中添加无机盐提高了其导电性,因此有助于在电化学加工工艺期间促进离子转移。
[0053]
电解质溶液包括粘度调节剂。提供粘度调节剂的目的是调节电解质溶液的粘度在指定范围内,以便促进电解质溶液(例如,从电化学加工装置的喷嘴)朝向工件的表面喷射。在一个实施方式中,电解质溶液包括在20℃下在1mpa
·
s和50mpa
·
s之间的预定范围内的粘度。
[0054]
粘度调节剂包括水盐溶液。已经发现使用水-盐溶液作为粘度调节剂不仅降低电解质溶液的粘度,同时还增加电解质溶液内可电离材料的浓度(并且因此增加溶液的导电性)。
[0055]
电解质溶液内的可电离材料包含式mx的无机盐化合物。m选自na
、k
、ca
2
、mg
2
、cu
2
和zn
2
或其组合。x选自f-、cl-、br-、i-、no
3-和so
42-或其组合。m通常将是i族金属,例如na
或k
,并且x通常是卤素,例如f-、cl-、br-、i-。
[0056]
电解质溶液中的水-盐溶液是浓缩的溶液。饱和溶液的浓度处于或接近水基无机盐溶液的饱和点。应当理解的是,水-盐溶液的饱和点将取决于所使用的盐。
[0057]
水基无机盐溶液的浓度可以在浓缩溶液的80%-100%的范围内,经常在浓缩溶液的90%-100%的范围内,经常在浓缩溶液的95%-100%的范围内。换句话说,水基无机盐溶液的浓度可以在水基无机盐溶液的浓度点的80%-100%的范围内,经常在水基无机盐溶液的浓度点的90%-100%范围内,经常在水基无机盐溶液的浓度点的95%-100%范围内。
[0058]
将粘度调节剂的浓度提供在饱和点或接近饱和点,使得电解质溶液内的盐的浓度被最大化,同时使电解质溶液的水含量最小化。此外,利用在饱和点或饱和点附近(例如,达到但不高于)的溶液浓度提供稳定的溶液,其中防止或最小化盐从溶液中的沉淀。这使得盐溶液在储存中保持稳定。这还有助于防止在溶液中引入不想要的可能对电解质溶液的喷射有害的颗粒。
[0059]
在一些设置中,电解质溶液中的水-盐溶液的摩尔浓度在0.1m至5m的范围内,经常在1m至5m的范围内。经常,例如,摩尔浓度可以在1m至4m的范围内。摩尔浓度可以是大约3m(例如在2.5m-3.5m或2.9m-3.1m的范围内),但是经常摩尔浓度可以是1m,经常是2m,经常4m或经常5m。
[0060]
如以上所讨论的,当在一些电化学加工工艺中使用时,水基电解质溶液存在问题,因为它们可以导致一些金属和合金(例如钛和钢)在电化学加工工艺期间形成钝化表面。因此,即使在电解质溶液中使用水-盐粘度调节剂时,电解质溶液的水含量应该被限制,以便被认为基本上不含水。
[0061]
电解质溶液中粘度调节剂(以及电解质溶液中的水)的浓度通常小于50wt.%。换句话说,电解质溶液中的水-盐溶液的浓度通常小于50wt.%。在一些实施方式中,电解质溶液中的粘度调节剂的浓度可为0-50wt.%,经常为0.1-50wt.%,经常为1-50wt.%,经常为10-50wt.%,经常为20-50wt.%。
[0062]
已经发现,使用包含超过50wt.%的粘度调节剂的电解质进行的电化学加工开始遇到与传统的水-盐电解质溶液相关联的问题。
[0063]
经常,电解质溶液中的粘度调节剂的浓度(和电解质溶液中的水的浓度)小于40wt.%。换句话说,电解质溶液中的水-盐溶液的浓度小于40wt.%。在一些实施方式中,在电解质溶液中粘度调节剂的浓度可为0-40wt.%,经常为0.1-40wt.%,经常为1-40wt.%,经常为10-40wt.%,经常为20-40wt.%。
[0064]
经常,电解质溶液中的粘度调节剂的浓度(和电解质溶液中的水的浓度)小于30wt.%。换句话说,电解质溶液中的水-盐溶液的浓度小于30wt.%。在一些实施方式中,电解质溶液中的粘度调节剂的浓度可为0-30wt.%,经常为0.1-30wt.%,经常为1-30wt.%,经常为10-30wt.%,经常为20-30wt.%。
[0065]
经常,电解质溶液中的粘度调节剂的浓度(和电解质溶液中的水的浓度)小于20wt.%。换句话说,电解质溶液中的水-盐溶液的浓度小于20wt.%。在一些实施方式中,电解质溶液中的粘度调节剂的浓度可为0-20wt.%,经常为0.1-20wt.%,经常为1-20wt.%,经常为10-20wt.%。
[0066]
经常,电解质溶液中的粘度调节剂的浓度(和电解质溶液中的水的浓度)小于10wt.%。换句话说,电解质溶液中的水-盐溶液的浓度小于10wt.%。在一些实施方式中,电解质溶液中的粘度调节剂的浓度可为0-10wt.%,经常为0.1-10wt.%,经常为1-10wt.%,经常为5-10wt.%。
[0067]
应当理解的是,在电解质溶液已经根据粘度调节剂的重量百分比来定义的情况下,电解质溶液的剩余部分由基本上不含水的离子溶剂和可电离材料提供。
[0068]
基本上不含水的离子溶剂的浓度可以是至少50wt.%,经常至少60wt.%,经常至少70wt.%,经常至少75wt.%,经常至少80wt.%。
[0069]
基本上不含水的离子溶剂的浓度可以是至少50wt.%。换句话说,基本上不含水的离子溶剂的浓度可为50-99wt.%,经常50-95wt.%,经常50-90wt.%,经常50-80wt.%,经常50-70wt.%,经常50-60wt.%。
[0070]
基本上不含水的离子溶剂的浓度可以是至少60wt.%。换句话说,基本上不含水的离子溶剂的浓度可为60-99wt.%,经常60-95wt.%,经常60-90wt.%,经常60-80wt.%,经常60-70wt.%。
[0071]
基本上不含水的离子溶剂的浓度可以是至少70wt.%。换句话说,基本上不含水的离子溶剂的浓度可为70-99wt.%,经常70-95wt.%,经常70-90wt.%,经常70-80wt.%。
[0072]
基本上不含水的离子溶剂的浓度可以是至少80wt.%。换句话说,基本上不含水的离子溶剂的浓度可为80-99wt.%,经常80-95wt.%,经常80-90wt.%。
[0073]
基本上不含水的离子溶剂的浓度可以是至少90wt.%。换句话说,基本上不含水的离子溶剂的浓度可为90-99wt.%,经常90-95wt.%。
[0074]
这些电解质溶液的电导率与i)溶解的无机盐的量以及ii)粘度有关。在电解质溶液中添加水基粘度调节剂中的可电离材料,通过i)增加溶解的盐含量和ii)降低粘度,增加了电解质溶液的室温电解电导率。应当理解的是,通过升高电解质溶液的温度,粘度将减小,并且电导率将增加。因此,提高温度将允许将更少的粘度调节剂以及因此更少的水添加到电解质溶液中,以获得相等的电导率/粘度。
[0075]
为了适于电化学喷射加工工艺,电解质溶液可以有用地具有高导电率。电解质溶液通常包括的电导率为至少10ms/cm,经常为10ms/cm至80ms/cm,经常为10ms/cm至70ms/cm,经常为10ms/cm至60ms/cm,经常为10ms/cm至50ms/cm,经常为10ms/cm至40ms/cm,经常为15ms/cm至35ms/cm,经常为20ms/cm至30ms/cm,。
[0076]
为了在工业环境中维持工件表面的电化学射流处理/加工的可持续性,电解质有用地不应为高毒性和/或高酸性/碱性溶液。这还允许电解质溶液保持低环境影响溶液。电解质可以是基本上中性的。换句话说,电解质溶液的ph可以在5至9或6至8的范围内。
[0077]
实施例1
[0078]
在表1中示出了基本上不含水的离子溶剂的各种组合物的电导率。为了增加基本上不含水的离子溶剂的电导率,将可电离材料添加到基本上不含水的离子溶剂中,其中氯化胆碱:乙二醇溶液的比例为1:3。
[0079]
向氯化胆碱:乙二醇溶液中加入包含4m浓度的氯化钠水溶液的粘度调节剂。粘度调节剂的浓度从0wt.%变化至10wt.%、20wt.%、30wt.%、40wt.%和50wt.%。在表2中示出了具有不同浓度的粘度调节剂的电解质溶液的电导率。
[0080][0081][0082]
表2:具有不同浓度的粘度调节剂的氯化胆碱:乙二醇电解质溶液的电导率表
[0083]
向氯化胆碱:乙二醇溶液中加入包含4m浓度的氯化钠水溶液的粘度调节剂。粘度调节剂的浓度以10wt.%增量从0wt.%变化到100wt.%。表3中示出了在室温下的具有不同浓度的粘度调节剂的电解质溶液的粘度。
[0084][0085]
表3:具有不同浓度的粘度调节剂的氯化胆碱:乙二醇电解质溶液的粘度表
[0086]
实施例2
[0087]
用于电化学加工工艺的电解质溶液的另一个实施例包括以下相对浓度。
[0088]
乙二醇40wt.%。氯化胆碱30wt.%。粘度调节剂30wt.%(包括:水24.3wt.%;氯化钠5.7wt.%)
[0089]
已经发现该电解质溶液当加工钛表面时是特别有利的。
[0090]
实施例3
[0091]
用于电化学加工工艺的电解质溶液的另一实施例包括以下相对浓度。
[0092]
基本上无水的离子溶剂包括50-55wt.%的乙二醇和40-45wt.%的氯化胆碱。
[0093]
电解质溶液还可以包括水基盐溶液形式的粘度调节剂。水基盐溶液可以在0.1wt.%至50wt.%的范围内。
[0094]
盐可以是硝酸钠。硝酸钠可以高达电解质溶液的5wt.%(在0.1wt.%至5wt.%的范围内)
[0095]
参考图1和图2,示出了用于在工件的表面12上执行电化学加工工艺的电化学加工装置10。
[0096]
电化学加工装置10包括基部单元14和手持式加工单元16。基部单元14和加工单元
16经由脐带线18连接,基部单元14能够通过脐带线18向加工单元16供应电力和电解质。
[0097]
应当理解的是,加工单元16被设计成手动操作(如图1所示)或作为自动化过程的一部分或者被远程操作。
[0098]
参考图2,示出了加工单元16被定位在工件的表面12上。
[0099]
加工单元16包括壳体22,喷嘴24定位在壳体22内,并且喷嘴24被配置为朝向工件的表面12分配电解质射流26。在本布置中,喷嘴限定1mm2的面积,但是应当理解的是,喷嘴面积可以变化以适合应用。如图所示,壳体22被配置为当抵靠工件的表面12定位时限定一个封闭的工作空间。
[0100]
电化学加工装置10被配置为将电荷施加到喷嘴24和表面12。这样,喷嘴24和表面12用于电解池的第一和第二电极。在替代布置中,加工单元16可以包括与喷嘴分开的附加电极,并且电化学加工装置可以被配置为向附加电极和表面12施加电荷。
[0101]
电化学加工装置10旨在由操作者使用,以执行用于加工工件的表面的电化学加工工艺。加工工艺可以包括以下步骤:i)从电化学加工装置的喷嘴朝向工件的表面分配根据任一前述权利要求所述的电解质溶液的射流;和ii)向电化学加工装置的喷嘴施加电荷,并将电荷施加到工件的表面,使得喷嘴和所述表面限定电解池的第一电极和第二电极。
[0102]
电化学加工工艺可以施加低于400a/cm2的电流密度。电化学加工工艺可以施加低于150a/cm2的电流密度。通常,电化学加工工艺可施加的电流密度在10a/cm2至400a/cm2的范围,经常为10a/cm2至150a/cm2,经常为10a/cm2至100a/cm2,经常为25a/cm2至100a/cm2。经常为25a/cm2至75a/cm2,经常为40a/cm2至60a/cm2,经常为约50a/cm2。
[0103]
传统上,降低电流密度可导致加工表面的表面质量的降低。然而,已经发现,在电化学加工工艺中通过使用如上文所讨论的电解质溶液,通过施加50a/cm2的电流密度可获得明显光滑的抛光的表面。
[0104]
电化学加工装置可以被配置为施加小于500v的电势,经常,电化学加工装置可以施加在1v-500v范围内的电势。
[0105]
材料的移除和沉积由通过喷嘴24供应并朝向表面12喷射的电解质来实现,在喷嘴24和表面12之间施加电势,从而导致表面12的阳极溶解,或在表面12上沉积。
[0106]
在第一操作模式中,将负电荷施加到喷嘴24并且将正电荷施加到表面12。在该第一操作模式中,装置10在表面12处蚀刻以便改进其形貌。在第二操作模式中,将正电荷施加到喷嘴24并且将负电荷施加到表面12。在该第二操作模式中,材料(例如,诸如二氧化硅颗粒或允许表面功能化的添加剂涂层)能够沉积到表面12上,以改进其表面形貌。
[0107]
在使用中,喷嘴24布置在壳体22内,以便与表面12间隔开。电极24和工件表面12之间的间距(即,电极间间隙)影响表面12的加工。喷嘴24可在壳体22内移动,使得喷嘴24和表面12之间的间距可被调整以适应特定的加工操作。
[0108]
为了能够向喷嘴24和表面12施加电荷,基部单元14包括用于经由脐带线18向加工单元16供应电力的电源32。应当理解的是,为了向加工单元16供应电力,电源32可以包括一个或多个电池,或者可以连接到外部电源。
[0109]
尽管已经参考图1和图2中所示的电化学加工装置描述了材料表面的电化学喷射加工,但应当理解的是,上文讨论的电解质溶液可以用于任何合适的电化学加工装置,所述电化学加工装置被配置为向表面分配电解质溶液射流。
[0110]
尽管上面已经参考一个或多个实施方式描述本发明,但是应当理解的是,在不脱离所附权利要求中限定的范围的情况下,可以做出各种改变或改进。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。