1.本发明涉及一种切削工具的制造方法,具体而言,涉及一种用于提高切削工具的切削刃的耐缺损性的后处理方法。
2.本技术基于2020年2月5日在日本技术的专利申请2020-017887号及2021年2月2日在日本技术的专利申请2021-015304号主张优先权,并将其内容援用于此。
背景技术:
3.已知有如下技术:在硬质合金制工具基体上涂覆了硬质被膜的切削工具中,通过后处理释放硬质被膜或工具基体的拉伸残余应力,或者赋予压缩残余应力来提高切削刃的耐缺损性。例如,专利文献1中公开了一种方法,其通过利用喷丸硬化使亚毫米级的钢球碰撞工具表面而产生的冲击力来控制残余应力。专利文献2中公开了一种表面处理方法,其通过照射纳秒激光,降低ticn硬质被膜的拉伸应力,或者说赋予压缩应力。并且,如专利文献3那样,还已知有如下技术:通过使与切削刃棱线部平行的方向的残余应力值大于与切削刃棱线部正交的方向的残余应力值,能够抑制微小龟裂的发展,其结果,切削刃的耐缺损性得到提高。专利文献4中公开了一种方法,其通过进行使用脉冲宽度为几纳秒左右且脉冲能量为几百兆焦耳的高能纳秒激光的所谓纳秒激光喷丸,对硬质合金制基材赋予压缩残余应力。
4.专利文献1:日本特开平6-108258号公报
5.专利文献2:日本特开2012-223808号公报
6.专利文献3:日本特开2018-183862号公报
7.专利文献4:日本特表2020-525301号公报
8.专利文献1的方法中,通过调整介质的材质和大小、或提高喷丸硬化的投射压力和投射时间等,能够提高硬质被膜和工具基体表层的硬质相的压缩残余应力。然而,若赋予过多的高压缩残余应力,则存在如下问题:硬质被膜的剥离、工具使用时成为缺损起点的垂直裂纹的产生变明显,并且,由于垂直裂纹周边的局部压缩应力被释放,每批次产品的残余应力的不均变大且不易赋予高于某一程度的值的压缩残余应力。另外,垂直裂纹是指割裂硬质被膜和工具基体表层的龟裂,会产生宽度几百纳米左右的间隙。由于垂直裂纹释放垂直于膜厚的方向(面方向)的压缩残余应力,因此不优选。根据专利文献1,记载有如下内容:作为能够通过喷丸硬化稳定地赋予的压缩残余应力的最大值,硬质被膜(tic)是-200mpa左右、工具基体(wc)是-800mpa左右(负为压缩侧)。
9.专利文献2的方法中,使用纳秒激光去除作为硬质被膜的上部层的氧化物层(al2o3),对作为硬质被膜的下部层的非氧化物层(ticn)赋予最大1gpa左右的压缩残余应力。关于该机理,虽在专利文献2的说明书中未提及,但认为是如下所谓激光喷丸的一种:通过以纳秒级时间瞬间去除氧化物层,利用氧化物层被微粒或等离子体等飞散时的力学反作用对下部层赋予冲击。根据专利文献2的实施例,能够以接近可去除氧化物层的下限值的峰值功率密度(0.02gw/cm2),对下部层(ticn)赋予1gpa左右的压缩残余应力,但若峰值功率
密度高出此值,则下部层的压缩残余应力反而会下降。关于该理由,认为是由于过多的激光照射到下部层,因此压缩残余应力通过热影响被释放。然而,如专利文献2那样,以0.02gw/cm2左右的低峰值功率密度,几乎无法得到将压缩残余应力赋予至硬质被膜正下方的工具基体表层的效果。即,无法提高工具基体的耐缺损性。
10.并且,专利文献3中,通过喷丸硬化,在α-al2o3的与切削刃棱线部正交的方向的残余应力值和与切削刃棱线部平行的方向的残余应力值之间设定了差值,但通过喷丸硬化会对前刀面均匀地投射介质,因此难以稳定地赋予较大的残余应力差。
11.专利文献4的纳秒激光喷丸中,存在如下问题:通常为了提高冲击力而需要在将工具设置于水中的状态下进行处理,但此时,由于因水面的波动或产生于激光照射部的气泡等而发生光束的散射,因此每个个体的刀尖的残余应力会变得不均,作为产品的工具性能的稳定性会下降。并且,还存在水中进行处理及需要热保护层的涂布等工艺繁杂的问题。
技术实现要素:
12.鉴于上述情况,本发明的一目的在于提供一种能够对硬质被膜及工具基体稳定地赋予高压缩残余应力且由此能够提高切削刃的耐缺损性的切削工具的制造方法。
13.本发明的一方式为一种切削工具的制造方法,所述切削工具具备:烧结合金制的工具基体;硬质被膜,配置于所述工具基体的外表面上且至少具有由碳化物、氮化物及碳氮化物中的任一种或它们的复合化合物构成的层;以及切削刃,形成于所述工具基体的棱线部且包含所述硬质被膜中位于所述棱线部的部分,所述切削工具的制造方法包括激光喷丸工序,所述激光喷丸工序通过在所述硬质被膜上直接照射脉冲宽度为100ps以下的脉冲激光,对所述硬质被膜及所述工具基体的表面区域赋予压缩残余应力。
14.在上述方式的切削工具的制造方法中,从硬质被膜的上方,对在工具基体的外表面形成有硬质被膜的切削工具,优选以1tw(太瓦)/cm2以上的峰值功率密度,例如在大气中进行脉冲宽度为100ps(皮秒)以下的短脉冲激光的激光照射。该处理为所谓超短脉冲激光喷丸,是如下方法:利用等离子体爆发性扩散时的力学反作用在工件中生成冲击波并赋予塑性变形或位错等晶体缺陷,由此对工件表面赋予压缩残余应力,其中,该等离子体是通过对经激光照射的工件(切削工具)的表面进行一些加工而产生的。本发明的上述方式中,通过在上述激光条件下进行激光喷丸,能够抑制在硬质被膜和工具基体上产生垂直裂纹,并且能够稳定地赋予压缩残余应力。并且,通过将脉冲宽度设为100ps以下,由激光照射导致的热影响明显得到抑制,因此能够增加峰值功率密度,即冲击波的能量。由此,例如能够对有助于硬质被膜的耐缺损性的层(由碳化物、氮化物及碳氮化物中的任一种或它们的复合化合物构成的层)赋予0以下的残余应力,对工具基体的表面区域的wc粒子赋予-1000mpa以下的残余应力即压缩残余应力。
15.如此,根据上述方式的切削工具的制造方法,通过特殊的上述激光条件的激光喷丸工序,能够对硬质被膜及工具基体这两者赋予高压缩残余应力的同时抑制垂直裂纹的产生,由此能够提高切削刃的耐缺损性。维持良好的切削加工精度,且延长工具寿命。
16.并且,由于能够稳定地赋予压缩残余应力,因此切削工具的品质不均得到抑制。并且,由于能够在大气中进行激光照射,并不特别需要其前后处理工序,因此与公知的湿喷丸等应力控制技术相比,本发明中能够简单且高速进行处理,因此生产率会提高。
17.上述切削工具的制造方法中,优选在所述激光喷丸工序中,在所述硬质被膜上照射脉冲宽度为10ps以下的脉冲激光。
18.此时,例如能够对硬质被膜赋予-1000mpa以下的残余应力,对工具基体的表面区域赋予-1500mpa以下的残余应力,即赋予更高的压缩残余应力。
19.上述切削工具的制造方法中,优选在所述激光喷丸工序中,在所述硬质被膜上照射脉冲宽度为10fs以上的脉冲激光。
20.此时,由于从硬质被膜的上方以脉冲宽度为10fs(飞秒)以上的短脉冲激光进行激光照射,因此可以抑制脉冲宽度变得过短,从而可以确保对工件施加冲击的时间。因此,由激光照射产生的冲击稳定地到达工件深部。不仅能够对硬质被膜稳定地赋予高压缩残余应力,还能够对工具基体的表面区域稳定地赋予高压缩残余应力。
21.上述切削工具的制造方法中,优选在所述激光喷丸工序中,在与所述切削刃平行的方向和与所述切削刃正交的方向上,对所述硬质被膜及所述工具基体的压缩残余应力赋予各向异性。
22.上述切削工具的制造方法中,优选在所述激光喷丸工序中,使与所述切削刃平行的方向的脉冲激光照射点间隔和与所述切削刃正交的方向的脉冲激光照射点间隔彼此不同。
23.此时,能够对硬质被膜及工具基体的压缩残余应力赋予各向异性。即,能够在与切削刃平行的方向的压缩残余应力值和与切削刃正交的方向的压缩残余应力值之间设定规定以上的差值。例如,与上述构成不同地,是通过将与切削刃平行的方向的脉冲激光照射点间隔和与切削刃正交的方向的脉冲激光照射点间隔设定为彼此相同的值且设定为窄间距,来整体提高压缩残余应力值的情况(赋予了各向同性的情况),与该情况相比,根据本发明的上述构成,能够抑制硬质被膜的破损,且根据切削的种类或被切削材料等,能够对切削刃有效地赋予所需的耐缺损性能。
24.具体而言,通过将与切削刃平行的方向的脉冲激光照射点间隔设定为小于与切削刃正交的方向的脉冲激光照射点间隔,能够使与切削刃平行的方向的压缩残余应力比与切削刃正交的方向的压缩残余应力高(加大残余应力的绝对值)。此时,例如能够抑制所谓热龟裂沿与切削刃正交的方向发展。
25.并且,通过将与切削刃正交的方向的脉冲激光照射点间隔设定为小于与切削刃平行的方向的脉冲激光照射点间隔,能够使与切削刃正交的方向的压缩残余应力比与切削刃平行的方向的压缩残余应力高。此时,例如能够抑制所谓断续龟裂沿与切削刃平行的方向发展。
26.上述切削工具的制造方法中,优选在所述激光喷丸工序中,将照射在所述硬质被膜上的脉冲激光的光点直径设为10μm以上且200μm以下。
27.只要上述光点直径为10μm以上,则在激光照射中不易产生硬质被膜的局部损伤、剥离。只要上述光点直径为200μm以下,则能够抑制赋予到硬质被膜及工具基体表面的压缩残余应力的值的降低。另外,通过将上述光点直径设定为20μm以上且100μm以下,能够使上述效果更明显,因此更优选。
28.上述切削工具的制造方法中,所述激光喷丸工序有使脉冲激光沿与所述切削刃平行的方向进行扫描的方法或使脉冲激光沿与所述切削刃正交的方向进行扫描的方法这两
种方法,从品质方面考虑,优选使脉冲激光沿与所述切削刃正交的方向进行扫描。
29.例如,与使脉冲激光沿与切削刃平行的方向进行扫描的情况相比,根据本发明的上述构成,可以发现硬质被膜的损伤得到抑制的情况,并能够赋予更高的压缩残余应力。另外,为了进一步抑制硬质被膜的损伤,优选使脉冲激光在与切削刃正交的方向中从远离切削刃的位置(即前刀面侧)朝向切削刃沿接近切削刃的方向进行扫描。
30.根据本发明的一方式的切削工具的制造方法,能够对硬质被膜及工具基体稳定地赋予高压缩残余应力,由此能够提高切削刃的耐缺损性。
附图说明
31.图1是表示本实施方式的切削工具的立体图,是说明激光喷丸工序的图。
32.图2是放大表示本实施方式的切削工具的切削刃附近的剖视图。
33.图3是放大表示本实施方式的切削工具的切削刃的直刃部附近的俯视图,是说明激光喷丸工序的图。
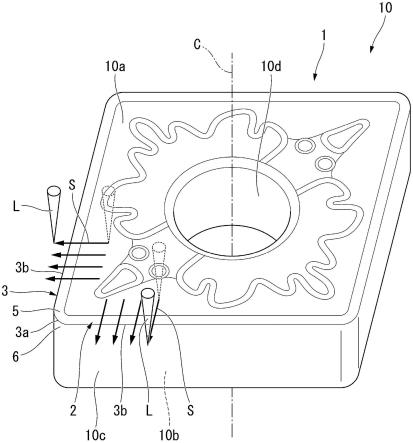
34.图4是放大表示本实施方式的切削工具的切削刃的角刃部附近的顶视图,是说明激光喷丸工序的图。
35.图5是说明本实施方式的变形例的激光喷丸工序的立体图。
36.图6是说明本实施方式的变形例的激光喷丸工序的局部俯视图。
37.图7是表示实施例中的激光喷丸工序的峰值功率密度与赋予到工具基体的残余应力的关系的曲线图。
38.图8是表示实施例中的激光喷丸工序的峰值功率密度与赋予到硬质被膜的残余应力的关系的曲线图。
具体实施方式
39.参考附图,对本发明的一实施方式的切削工具10及切削工具10的制造方法进行说明。本实施方式的切削工具10为切削刀片。本实施方式的切削工具10例如用于对被切削材料实施车削加工的可转位刀片式车刀。
40.如图1所示,本实施方式的切削工具10呈板状。具体而言,切削工具10呈多边形板状,在图示的例子中呈四边形板状。另外,切削工具10也可以呈四边形板状以外的多边形板状或圆板状等。
41.在本实施方式中,将切削工具10的中心轴c所延伸的方向即与中心轴c平行的方向称为轴向。在切削工具10的俯视观察下,中心轴c位于切削工具10的中心。中心轴c沿切削工具10的厚度方向延伸。
42.将与中心轴c正交的方向称为径向。径向中,将接近中心轴c的方向称为径向内侧,将远离中心轴c的方向称为径向外侧。
43.将围着中心轴c环绕的方向称为圆周方向。
44.如图2所示,本实施方式的切削工具10具备:烧结合金制的工具基体1;硬质被膜2,配置于工具基体1的外表面上且具有由碳化物、氮化物及碳氮化物中的任一种或它们的复合化合物构成的层(后述第一层2a);以及切削刃3,形成于工具基体1的棱线部且包含硬质被膜2中位于棱线部的部分。即本实施方式的切削工具10为在工具基体1上涂覆了硬质被膜
2的切削刀片。如图1所示,切削工具10具备一对板面10a、10b、外周面10c及贯穿孔10d。
45.一对板面10a、10b呈多边形状,朝向中心轴c的轴向。在本实施方式中,一对板面10a、10b分别呈四边形状。一对板面10a、10b具有一侧的板面(表面)10a和另一侧的板面(背面)10b。一侧的板面10a与另一侧的板面10b在轴向上彼此分开配置,并在轴向上彼此朝向相反侧。
46.在本实施方式中,轴向中,将从另一侧的板面10b朝向一侧的板面10a的方向称为轴向一侧,将从一侧的板面10a朝向另一侧的板面10b的方向称为轴向另一侧。
47.一对板面10a、10b中,至少一侧的板面10a中的板面10a的一部分(角部等)在切削加工时与未图示的被切削材料对置。
48.一对板面10a、10b中,至少一侧的板面10a具有前刀面5。前刀面5构成板面10a的至少一部分。在本实施方式中,前刀面5在位于板面10a的周缘部的四个角部中分别配置于至少两个角部。上述两个角部配置于以中心轴c为中心彼此180
°
旋转对称的位置。
49.如图2所示,前刀面5具有刃瓣部5a和倾斜部5b。
50.刃瓣部5a是在前刀面5中与切削刃3连接的部分。刃瓣部5a配置于切削刃3的径向内侧。在本实施方式中,刃瓣部5a是随着从切削刃3朝向径向内侧而向轴向另一侧倾斜的倾斜面。另外,刃瓣部5a也可以呈沿与中心轴c垂直的方向延伸的平面状。
51.倾斜部5b是在前刀面5中位于刃瓣部5a的径向内侧的部分。倾斜部5b与刃瓣部5a的径向内端部连接。倾斜部5b是随着从刃瓣部5a朝向径向内侧而向轴向另一侧倾斜的倾斜面。倾斜部5b的沿径向的每单位长度朝向轴向位错的位错量大于刃瓣部5a的沿径向的每单位长度朝向轴向位错的位错量。即,倾斜部5b相对于与中心轴c垂直的未图示的假设平面的倾斜度大于刃瓣部5a相对于所述假设平面的倾斜度。
52.如图1所示,外周面10c与一对板面10a、10b连接,并朝向径向外侧。外周面10c的轴向的两端部与一对板面10a、10b连接。具体而言,外周面10c中轴向一侧的端部与一侧的板面10a连接。外周面10c中轴向另一侧的端部与另一侧的板面10b连接。外周面10c在切削工具10的圆周方向的整个区域延伸。
53.外周面10c具有后刀面6。后刀面6构成外周面10c的至少一部分。后刀面6分别配置于外周面10c中与各前刀面5相邻的部分。
54.贯穿孔10d沿轴向贯穿切削工具10。贯穿孔10d在一对板面10a、10b上开口,并沿轴向延伸。贯穿孔10d的中心轴与中心轴c同轴配置。在图示的例子中,贯穿孔10d呈圆孔状。在贯穿孔10d中例如插入未图示的紧固螺钉等。
55.切削刃3形成于前刀面5与后刀面6所连接的棱线部即前刀面5与后刀面6的交叉棱线部。在本实施方式中,切削刃3在位于板面10a的周缘部的四个角部中分别配置于至少两个角部。如图2所示,在本实施方式中,切削刃3具有倒圆。另外,切削刃3也可以具有倒角。
56.如图1及图4所示,切削刃3具有角刃部3a和一对直刃部3b。角刃部3a呈朝向径向外侧突出的凸曲线状。直刃部3b呈直线状,并与角刃部3a连接。在本实施方式中,在角刃部3a的刃长方向的两端部连接有一对直刃部3b。另外,刃长方向是指切削刃3所延伸的方向,具体而言为切削刃3的各刃部3a、3b所延伸的方向。角刃部3a及一对直刃部3b从轴向观察时整体呈大致v字形。
57.切削刃3由工具基体1的棱线部(交差棱线部)和硬质被膜2中涂覆于所述棱线部的
部分构成。
58.如图1所示,工具基体1具有与上述切削工具10的形状相同的形状。工具基体1是烧结合金制的工具基体,具有元素周期表的4a、5a、6a族金属的碳化物、氮化物及它们的相互固溶体中的至少一种硬质相和ni、co或ni-co合金。工具基体1以所述硬质相和ni、co或ni-co合金为主成分构成。在本实施方式中,工具基体1为wc基硬质合金制的工具基体。另外,工具基体1例如为tic基或ti(c、n)基等金属陶瓷制的工具基体。
59.经过后述激光喷丸工序,由此工具基体1的表面区域的残余应力例如成为-1000mpa以下,优选成为-1500mpa以下。工具基体1的表面区域(表层)可以为从工具基体1的表面起到至少深度1μm为止的区域。
60.如图2所示,硬质被膜2通过化学沉积法或物理沉积法形成于工具基体1的外表面中的至少一部分。硬质被膜2在工具基体1的外表面中配置于至少包括切削刃3的区域。在本实施方式中,硬质被膜2至少配置于切削刃3、前刀面5及后刀面6。另外,硬质被膜2也可以形成于工具基体1的外表面整体。
61.硬质被膜2的整体膜厚例如为1μm以上且30μm以下。硬质被膜2由单层或多层构成。在本实施方式中,硬质被膜2由层叠于工具基体1的外表面的多个层构成。硬质被膜2具有位于工具基体1的外表面上的第一层2a和位于第一层2a上的第二层2b。另外,硬质被膜2也可以具有位于第二层2b上的未图示的第三层。并且,硬质被膜2也可以由四个以上的层构成。硬质被膜2所具有的多个层中,厚度最厚的层为第一层2a。硬质被膜2为单层时,硬质被膜2具有第一层2a。即,硬质被膜2至少具有第一层(层)2a。第一层2a的膜厚例如为1μm以上且20μm以下。
62.经过后述激光喷丸工序,由此硬质被膜2的残余应力、具体而言为第一层2a的残余应力为0mpa以下(即被赋予压缩残余应力),优选为-1000mpa以下。
63.第一层2a直接或夹着未图示的中间层间接地配置于工具基体1的外表面上。第一层2a由碳化物、氮化物及碳氮化物中的任一种或它们的复合化合物构成。第一层2a例如为ticn层等。通过实施了后述激光喷丸工序的ticn层,切削刃3的耐缺损性会提高。
64.第二层2b直接或夹着未图示的中间层间接地配置于第一层2a的外表面上。第二层2b由元素周期表的4a、5a、6a族金属的碳化物、氮化物、碳氮化物、氧化物、硼化物,si的碳化物、氮化物、碳氮化物,al的氧化物、氮化物,及它们的相互固溶体,金刚石,立方晶氮化硼等构成。另外,由于第二层2b不受硬质被膜2的第一层2a的膜种类的限定,因此这里列举了通常用作切削工具的硬质被膜的层。第二层2b例如为al2o3层、tin层等。并且,第二层2b可以为al2o3层,未图示的第三层可以为tin层。通过设置al2o3层,前刀面5及切削刃3的耐热性及耐磨性会提高。通过设置tin层,能够提高切削工具10的外观上的美观,并且,能够容易识别出切削工具10是否已供使用,即能够容易识别出是已使用还是未使用。
65.在图2所示的例子中,第二层2b中照射到后述脉冲激光l的部分已消失。脉冲激光l照射至倾斜部5b的径向外端部、刃瓣部5a及切削刃3。因此,第二层2b配置于除了倾斜部5b的径向外端部、刃瓣部5a及切削刃3以外的部分。另外,第二层2b也可以在照射脉冲激光l后残留在倾斜部5b的径向外端部、刃瓣部5a及切削刃3。
66.接着,对切削工具10的制造方法进行说明。
67.本实施方式的切削工具10的制造方法包括烧结工序、成膜工序及激光喷丸工序。
68.在烧结工序中,对被设置成工具基体1的形状的压坯体即在工具基体1的制造过程中压坯成型的中间成型体进行烧结。在本实施方式中,压坯体呈板状,具体而言呈多边形板状。
69.成膜工序中,在经烧结的工具基体1的外表面上形成具有由碳化物、氮化物及碳氮化物中的任一种或它们的复合化合物构成的层的硬质被膜2。即,在成膜工序中,在工具基体1的外表面上形成至少具有第一层2a的硬质被膜2。在本实施方式中,在工具基体1的外表面上直接或夹着未图示的中间层间接形成第一层2a,在第一层2a上直接或夹着未图示的中间层间接形成第二层2b。另外,虽未图示,但也可以在第二层2b上直接或夹着未图示的中间层间接形成第三层。并且,也可以形成由包含第一层2a、第二层2b及第三层在内的四个以上的层构成的硬质被膜2。
70.如图1所示,在激光喷丸工序中,在硬质被膜2上照射脉冲宽度为100ps(皮秒)以下的脉冲激光l。优选在激光喷丸工序中,在硬质被膜2上照射脉冲宽度为10ps以下的脉冲激光l。更优选在激光喷丸工序中,在硬质被膜2上照射脉冲宽度为2ps以下的脉冲激光l。
71.并且,优选在激光喷丸工序中,在硬质被膜2上照射脉冲宽度为10fs(飞秒)以上的脉冲激光l。更优选在激光喷丸工序中,在硬质被膜2上照射脉冲宽度为500fs以上的脉冲激光l。
72.上述脉冲激光l的峰值功率密度优选为1tw(太瓦)/cm2以上,更优选为5tw/cm2以上,进一步优选为20tw/cm2以上。如此,通过赋予1tw(太瓦)/cm2以上的冲击,能够对工具基体1及硬质被膜2稳定地赋予高压缩残余应力。并且,优选峰值功率密度为10pw(帕瓦)/cm2以下。其原因是由于一旦超过10pw(帕瓦)/cm2,会产生由大气击穿引起的等离子体,导致激光束被屏蔽。
73.如图2所示,在本实施方式中,在遍及倾斜部5b的径向外端部、刃瓣部5a及切削刃3的范围a内照射脉冲激光l。具体而言,在从切削刃3朝向前刀面5的至少100μm的范围a内照射脉冲激光l。另外,在本实施方式中,在硬质被膜2上直接照射脉冲激光l,而不是如专利文献4(日本特表2020-525301号公报)那样,隔着牺牲皮膜间接照射纳秒激光。即,在本实施方式中,在硬质被膜2上不设置牺牲皮膜。能够进行如本实施方式的激光照射的原因是由于使用100ps以下的超短脉冲激光,因此没有热反馈(应力释放)。在本实施方式中,工艺简便且冲击波容易传播,因此能够有效地赋予高压缩残余应力。
74.具体而言,在上述范围a内,使用未图示的扫描振镜(galvo scanner)和fθ透镜,进行激光束划线扫描(hatching scan)。此时的处理气氛为大气中或任意气体中。任意气体例如为抑制氧化的非活性气体等。激光束是脉冲宽度为100ps以下的脉冲激光l,优选使用通过适当变更脉冲宽度、脉冲能量而调整至峰值功率密度成为1tw/cm2以上的脉冲激光。另外,峰值功率密度是通过脉冲能量/(脉冲宽度
×
光点面積)计算得到的值。并且,脉冲激光l在工件(切削工具10)表面上的光点直径优选为10μm以上且200μm以下。即,在激光喷丸工序中,优选将照射在硬质被膜2上的脉冲激光l的光点直径设定为10μm以上且200μm以下。只要光点直径为10μm以上,则在激光照射中不易产生硬质被膜2的局部剥离。若硬质被膜2产生局部剥离,则刀尖的强度会大幅降低,因此需要对其进行抑制。只要光点直径为200μm以下,则能够抑制赋予到硬质被膜2及工具基体1的表面的压缩残余应力的值的降低。另外,上述光点直径更优选为20μm以上且100μm以下。
75.在本实施方式中,在激光喷丸工序中,在与切削刃3平行的方向和与切削刃3正交的方向上,对硬质被膜2及工具基体1的压缩残余应力赋予各向异性。具体而言,如图3所示,在激光喷丸工序中,使与切削刃3平行的方向的脉冲激光照射点间隔dy和与切削刃3正交的方向的脉冲激光照射点间隔dx彼此不同。即,可以使与切削刃3平行的方向的脉冲激光照射点间隔dy小于与切削刃3正交的方向的脉冲激光照射点间隔dx。并且,也可以使与切削刃3正交的方向的脉冲激光照射点间隔dx小于与切削刃3平行的方向的脉冲激光照射点间隔dy。
76.并且,在激光喷丸工序中,使脉冲激光l沿与切削刃3正交的方向进行扫描。具体而言,如图3所示,脉冲激光l的扫描方向s为与切削刃3中的直刃部3b正交的方向。并且,如图4所示,脉冲激光l的扫描方向s为与切削刃3中的角刃部3a正交的方向。
77.具体而言,扫描方向s为在与切削刃3正交的方向中向切削刃3接近的方向。在本实施方式中,使脉冲激光l沿与切削刃3正交的方向,以倾斜部5b的径向外端部、刃瓣部5a及切削刃3的顺序进行扫描。即,使脉冲激光l在与切削刃3正交的方向中从前刀面5上朝向切削刃3进行扫描。
78.另外,图3中以双点划线表示的多个圆表示脉冲激光l在工件表面上的光点b。如图所示,这些光点b彼此可以不相互交叠,但也可以相互交叠。并且,如图3所示,光点b还位于切削刃3的刀尖(端边)。
79.在以上说明的本实施方式的切削工具10的制造方法中,从硬质被膜2的上方,对在工具基体1的外表面形成有硬质被膜2的切削工具10,例如在大气中进行脉冲宽度为100ps以下的短脉冲激光的激光照射。该处理为所谓超短脉冲激光喷丸,是如下方法:利用等离子体爆发性扩散时的力学反作用来在工件中生成冲击波并赋予塑性变形或位错等晶体缺陷,由此对工件表面赋予压缩残余应力,其中,该等离子体是通过对经激光照射的工件(切削工具10)的表面进行一些加工而产生的。在本实施方式中,通过在上述激光条件下进行激光喷丸,能够抑制在硬质被膜2和工具基体1上产生垂直裂纹,并且能够稳定地赋予压缩残余应力。并且,通过将脉冲宽度设为100ps以下,由激光照射引起的热影响明显得到抑制,因此能够增加峰值功率密度,即冲击波的能量。由此,例如能够对有助于硬质被膜2的耐缺损性的层即第一层2a赋予0以下的残余应力,对工具基体1的表面区域的wc粒子赋予-1000mpa以下的残余应力即压缩残余应力。
80.如此,根据本实施方式,通过特殊的上述激光条件的激光喷丸工序,能够对硬质被膜2及工具基体1这两者赋予高压缩残余应力的同时抑制垂直裂纹的产生,由此能够提高切削刃3的耐缺损性。维持良好的切削加工精度,且延长工具寿命。
81.并且,由于能够稳定地赋予压缩残余应力,因此切削工具10的品质不均得到抑制。并且,由于能够在大气中进行激光照射,并不一定需要其前后处理工序,因此与公知的湿喷丸等应力控制技术相比,本实施方式中能够简单且高速进行处理,因此生产率会提高。
82.并且,在本实施方式中,优选在激光喷丸工序中,在硬质被膜2上照射脉冲宽度为10ps以下的脉冲激光l。
83.此时,例如能够对硬质被膜2赋予-1000mpa以下的残余应力,对工具基体1的表面区域赋予-1500mpa以下的残余应力,即赋予更高的压缩残余应力。
84.另外,更优选在激光喷丸工序中,在硬质被膜2上照射脉冲宽度为2ps以下的脉冲
激光l。此时,例如能够对硬质被膜2赋予-1500mpa以下的残余应力,对工具基体1的表面区域赋予-2000mpa以下的残余应力,即赋予更高的压缩残余应力。
85.并且,在本实施方式中,优选在激光喷丸工序中,在硬质被膜2上照射脉冲宽度为10fs以上的脉冲激光l。
86.此时,可以抑制脉冲激光l的脉冲宽度变得过短,从而可以确保对工件施加冲击的时间。因此,由激光照射产生的冲击稳定地到达工件深部即硬质被膜2正下方的工具基体1的表面区域。能够对硬质被膜2及工具基体1这两者稳定地赋予高压缩残余应力。另外,更优选在激光喷丸工序中,在硬质被膜2上照射脉冲宽度为500fs以上的脉冲激光l。由此,上述效果变得更明显。
87.并且,在本实施方式中,在激光喷丸工序中,在与切削刃3平行的方向和与切削刃3正交的方向上,对硬质被膜2及工具基体1的压缩残余应力赋予各向异性。具体而言,在本实施方式中,在激光喷丸工序中,使与切削刃3平行的方向的脉冲激光照射点间隔dy和与切削刃3正交的方向的脉冲激光照射点间隔dx彼此不同。
88.此时,能够对硬质被膜2及工具基体1的压缩残余应力赋予各向异性。即,能够在与切削刃3平行的方向的压缩残余应力值和与切削刃3正交的方向的压缩残余应力值之间设定规定以上的差值。例如,与上述构成不同地,是通过将与切削刃3平行的方向的脉冲激光照射点间隔dy和与切削刃3正交的方向的脉冲激光照射点间隔dx设定为彼此相同的值且设定为窄间距,来整体提高压缩残余应力值的情况(赋予了各向同性的情况),与该情况相比,根据本实施方式的上述构成,能够抑制硬质被膜2的破损,且根据切削的种类或被切削材料等,能够对切削刃3有效地赋予所需的耐缺损性能。
89.具体而言,通过将与切削刃3平行的方向的脉冲激光照射点间隔dy设定为小于与切削刃3正交的方向的脉冲激光照射点间隔dx,能够使与切削刃3平行的方向的压缩残余应力比与切削刃3正交的方向的压缩残余应力高(加大残余应力的绝对值)。此时,例如能够抑制所谓热龟裂沿与切削刃3正交的方向发展。
90.并且,通过将与切削刃3正交的方向的脉冲激光照射点间隔dx设定为小于与切削刃3平行的方向的脉冲激光照射点间隔dy,能够使与切削刃3正交的方向的压缩残余应力比与切削刃3平行的方向的压缩残余应力高。此时,例如能够抑制所谓断续龟裂沿与切削刃3平行的方向发展。
91.并且,在本实施方式中,在激光喷丸工序中,优选将照射在硬质被膜2上的脉冲激光l的光点直径设定为10μm以上且200μm以下。
92.只要上述光点直径为10μm以上,则在激光照射中不易产生硬质被膜2的局部损伤、剥离。只要上述光点直径为200μm以下,则能够抑制赋予到硬质被膜2及工具基体1表面的压缩残余应力的值的降低。另外,通过将上述光点直径设定为20μm以上且100μm以下,能够使上述效果更明显,因此更优选。
93.并且,在本实施方式中,在激光喷丸工序中,使脉冲激光l沿扫描方向s即与切削刃3正交的方向进行扫描。
94.例如,与使脉冲激光l沿与切削刃3平行的方向进行扫描的情况相比,根据本实施方式的上述构成,硬质被膜2的损伤得到抑制。另外,为了进一步抑制硬质被膜2的损伤,优选使脉冲激光l在与切削刃3正交的方向中从远离切削刃3的位置(即前刀面5侧)朝向切削
刃3沿接近切削刃3的方向进行扫描。
95.另外,本发明并不限定于前述实施方式,例如,如以下说明那样,在不脱离本发明的主旨的范围内,能够进行结构的变更等。
96.在前述实施方式中,在激光喷丸工序中,使与切削刃3平行的方向的脉冲激光照射点间隔dy和与切削刃3正交的方向的脉冲激光照射点间隔dx彼此不同,由此对压缩残余应力赋予各向异性。然而并不限于此,例如,也可以通过将脉冲激光照射点间隔dy、dx设为相同的值(恒定),并且使峰值功率密度在与切削刃3正交的方向即脉冲激光l的扫描方向s上发生变化,或在与切削刃3平行的方向即与脉冲激光l的扫描方向s正交的方向上(例如,按规定的扫描单位)发生变化,从而对压缩残余应力赋予各向异性。
97.图5及图6是说明前述实施方式的变形例的激光喷丸工序的图。在该变形例中,在激光喷丸工序中,使脉冲激光l沿与切削刃3平行的方向进行扫描。具体而言,脉冲激光l的扫描方向s为与直刃部3b及角刃部3a平行的方向。如此,即使是沿切削刃3进行的激光扫描,例如也能够通过改变脉冲激光照射点间隔dy、dx的比率等而赋予压缩残余应力的各向异性。另外,虽未图示,但在切削工具10的前端部分(角部),沿角刃部3a以曲线状进行激光扫描。此时,扫描速度因曲线而变慢,优选根据扫描速度控制脉冲激光l的照射时机,并控制成能够以均匀的密度进行激光照射。
98.在该变形例的情况下,由于是沿切削刃3进行的扫描,因此能够高速进行激光喷丸处理,切削工具10的生产效率优异。并且,如图6所示,容易在切削刃3的刀尖排列光点b,从而容易使刀尖附近的压缩残余应力均匀。
99.在前述实施方式中,举出了切削工具10用于可转位刀片式车刀的例子,但并不限于此。切削工具10例如可以用于对被切削材料实施铣削加工的可转位刀片式钻头或可转位刀片式立铣刀等。
100.并且,举出了切削工具10为切削刀片的例子,但并不限于此。切削工具10例如可以为整体式钻头、立铣刀、铰刀及除此以外的切削工具。
101.此外,在不脱离本发明的主旨的范围内,可以组合前述实施方式、变形例及前面记载有“另外”的部分等中说明的各构成(构成要素),并且,能够进行构成的追加、省略、替换及其他变更。并且,本发明并不受前述实施方式的限定,仅受权利要求书的限定。
102.实施例
103.以下,通过实施例,对本发明进行更具体的说明。然而,本发明并不限定于该实施例。
104.作为本发明的实施例及比较例,准备了多个在前述实施方式中说明的切削工具10即切削刀片的激光未处理品。具体而言,这些切削工具10是具有jis标准的cnmg120408形状的切削刀片。工具基体1是具有co 7.5质量%、wc平均粒径1.5μm的组成的wc硬质合金制的工具基体。关于硬质被膜2,在工具基体1的外表面上,分别通过化学气相生长(cvd)法依次进行了作为第一层2a的ticn层4μm、作为第二层2b的al2o3层1μm及作为第三层的tin层0.3μm的成膜。
105.在该成膜的后工序中,对各切削工具10实施了激光处理即激光喷丸工序。具体而言,在大气中,在切削工具10的前刀面5上垂直(即从轴向)照射激光束并进行扫描,由此对前刀面5及切削刃3进行了激光处理。另外,实施例及比较例均未在硬质被膜2上形成牺牲皮
2000mpa以下,尤其明显获得了提高压缩残余应力的效果。
114.b:ticn(硬质被膜)的残余应力为-1000mpa以下,且wc(工具基体)的残余应力为-1500mpa以下,明显获得了提高压缩残余应力的效果。
115.c:ticn(硬质被膜)的残余应力为0mpa以下,且wc(工具基体)的残余应力为-1000mpa以下,明显获得了提高压缩残余应力的效果。
116.d:不满足c的基准,未明显示出提高压缩残余应力的效果。具体而言,ticn(硬质被膜)的残余应力超过0mpa,且wc(工具基体)的残余应力超过-1000mpa。
117.如表1所示,实施例1~10获得a判定、b判定或c判定,压缩残余应力明显提高。具体而言,实施例1~8获得a判定或b判定,确认到可以获得更明显的效果,其中,实施例4~6获得a判定,可知压缩残余应力尤其明显提高。另外,实施例1~3中,ticn(硬质被膜)的残余应力虽达到-2000mpa,但wc(工具基体)的残余应力未达到-2000mpa。认为其原因是,若将脉冲宽度缩小至规定值以下,则对工件施加冲击的时间变短,冲击未充分到达工件深部。
118.另一方面,比较例1~4获得了d判定。另外,关于比较例3、4,在脉冲宽度为1ns以上的激光条件下未能对wc(工具基体)赋予压缩残余应力。认为其原因是热影响。
119.接着,为了调查脉冲激光照射点间隔dx、dy与压缩残余应力的各向异性的关系,对各切削工具10实施了激光条件相互不同的激光喷丸工序。关于激光条件,将与切削刃3平行的方向的脉冲激光照射点间隔dy全部设定为15μm,关于与切削刃3正交的方向的脉冲激光照射点间隔dx,按切削工具10改变为25μm、35μm、50μm,由此作为实施例11~13。关于上述以外的激光条件,设定为与前述实施例5相同。
120.各切削工具10的残余应力的测定与前述测定方法相同。然后,通过在x方向(与切削刃3正交的方向)、y方向(与切削刃3平行的方向)上改变x射线入射方向,分别测定了残余应力值σx、σy。将结果示于下述表2。
121.[表2]
[0122][0123]
如表2所示,实施例11~13分别在ticn(硬质被膜)的x方向的残余应力与y方向的残余应力之间设定有差值,并且,在wc(工具基体)的x方向的残余应力与y方向的残余应力之间设定有差值。即,在实施例11~13中,确认到对压缩残余应力赋予了各向异性。另外,随着脉冲激光照射点间隔dx、dy彼此之差变大,有各向异性更明显的倾向。例如,关于实施例13,在wc(工具基体)的x方向的残余应力与y方向的残余应力之间能够设定超过1000mpa的差值。
[0124]
产业上的可利用性
[0125]
根据本发明的切削工具的制造方法,能够对硬质被膜及工具基体稳定地赋予高压缩残余应力且由此能够提高切削刃的耐缺损性。因此,具有产业上的可利用性。
[0126]
符号说明
[0127]
1-工具基体;2-硬质被膜;2a-第一层(层);3-切削刃;10-切削工具;b-光点;dx、dy-脉冲激光照射点间隔;l-脉冲激光;s-扫描方向。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。