1.本发明涉及使用由包覆铝合金材料构成的钎焊片的钎焊来组装换热器的制造技术,特别是涉及钎焊时使用的网及使用该网的钎焊方法。
背景技术:
2.例如,在车辆中用作油冷却器等的换热器,考虑到导热率、比重、成型性等,通常由铝合金构成,并且采用了许多方法,其中由具有设置在表面上的、具有较低熔点的钎焊材料层的包覆材料组成的钎焊片被用于形成多个构件,并且一旦这些构件被临时组装,它们在炉中被加热并被整体钎焊。
3.钎焊施工方法主要分为使用惰性气体(氮气、氩气等)和使用氟化物基焊剂在大气压下进行的所谓cab方法(control atmosphere brazing,控制气氛钎焊)和不使用焊剂在高真空下进行的所谓的vb方法(vacuum brazing,真空钎焊)。
4.在cab法中,预先在待钎焊的工件上涂敷无腐蚀性的氟化物基焊剂,从而在钎焊时能够破坏钎焊片的钎焊材料层表面上的氧化膜。因此,熔化的钎焊材料由于表面张力而扩散到构件之间的间隙中并形成了构件之间的结合。
5.在vb法中,将含有mg的铝合金用作钎焊材料层或包覆材料的芯材,或者将mg放置在与工件分开的炉内,并在高真空下进行钎焊。在炉内加热mg破坏了钎焊片的钎焊材料层表面上的氧化膜,并且蒸发的mg捕捉表面附近存在的作为钎焊抑制物质的微量氧和水分。因此,不使用焊剂的钎焊是可能的。
6.在大气压下进行的cab方法具有相对较短的形成周期时间和相对便宜的设备成本,但存在与使用焊剂相关的许多缺点,例如需要焊剂涂层工艺、柔性残留物清洁工艺等。
7.另一方面,vb法不存在焊剂方面的问题,但由于使用真空炉进行批量处理,因此量产性低,并且设备容易变得非常昂贵。
8.鉴于此,专利文献1和2提出了使用金属盖状构件来覆盖工件,使得能够在不使用焊剂且不需要高真空的情况下对铝合金钎焊片进行钎焊。
9.专利文献1教导了一种配置,其中使用含有mg的铝合金钎焊片来配置工件,并在炉内将工件加热到钎焊材料的熔点附近,在该熔点处工件被盖状挡风玻璃夹具覆盖。挡风玻璃夹具被配置成在炉内循环使用。
10.此外,专利文献2公开了在加热前使用含有mg的铝合金钎焊片或使用单独的mg供给源以将盖状罩覆盖在工件上。罩具有箱形配置,其中在顶部面的中心开有孔。
11.[现有技术文献]
[0012]
[专利文献]
[0013]
[专利文献1]jp 2006-175500 a
[0014]
[专利文献2]jp h9-85433 a
技术实现要素:
[0015]
[本发明解决的问题]
[0016]
然而,专利文献1中的配置需要用于在炉内升降挡风玻璃夹具以覆盖工件的机构或装置,炉变得复杂且成本高。
[0017]
另外,专利文献2具有在炉内设置的工件的支撑台上放置罩的配置;因此,难以严格管理罩与工件之间的间隙,并且炉内装卸罩的操作工序繁琐。
[0018]
但是,如专利文献2那样覆盖箱形罩时,炉的辐射热对工件没有影响,因此,在抑制钎焊本身的同时,mg在罩内广泛扩散,实际上最终无法实现不使用焊剂的钎焊。
[0019]
[解决问题的方法]
[0020]
本发明提供了一种在钎焊换热器时使用的网,该换热器具有由含有mg的铝合金钎焊片形成的多个芯板,所述芯板形成为在周缘具有锥部的形状,所述多个芯板堆叠为使得锥部接触在一起并与在比芯板更大和更厚的下面侧上的底板一起在惰性气体气氛下被加热和钎焊。
[0021]
网由金属板形成为包围芯板的堆叠体的管,沿着芯板的外边界以使得管的内壁面在其与锥部的尖端边缘之间具有特定的微小间隙,并安装到底板上。
[0022]
钎焊时,钎焊片中所含的mg破坏了钎焊片表面的氧化铝膜,这导致钎焊变得困难。此外,由于作为工件的芯板的堆叠体被本发明的网包围,因此在加热时从钎焊片蒸发的mg不会散布到大气中,而是残留在芯板的周缘附近,该镁会捕获阻碍钎焊性能的氧气和水分。因此,可以在不使用焊剂和真空炉的情况下钎焊换热器。具体地,改善了周缘上的锥部的钎焊性能,该锥部的形状使得它们在钎焊期间暴露于大气。
[0023]
在此,在本发明中,将构成换热器主要部分的芯板的堆叠体堆叠在比芯板更大且更厚的底板上,并且网被设置为包围芯板的堆叠体并安装到底板上。换言之,网由作为工件的一部分进出炉的底板支承,并且网与工件一体地传送。因此,芯板与网之间的微小间隙容易管理,并且网的包括进出炉等的操作也变得容易。
[0024]
在本发明的一个优选方面,将底板的接合部与网的底端接合来定位网。
[0025]
优选地,使用设置在底板上的定位销来定位网,以便将芯板的堆叠体定位在底板上。
[0026]
当采用这种定位销定位网时,可以使芯板的堆叠体与网的内壁面之间的间隙更加精确。此外,使用定位销来定位芯板的堆叠体和定位网两者减少了组件的数量。
[0027]
在本发明的另一个方面,比第一底板更小的第二底板叠置在所述底板上,并利用第二底板的周缘来定位网。也就是说,在底板上叠置比较小的第二底板,形成台阶,并利用这个台阶来定位网。
[0028]
优选地,微小间隙为至少0.5mm,并且不超过5mm。
[0029]
钎焊片中所含的mg通常是微量的,因此,如果芯板的堆叠体与网内壁面之间的间隙大,则气化的mg会扩散到大气中,并且不能充分地捕捉钎焊位置附近的氧和水分。因此,优选的间隙不超过5mm。
[0030]
在本发明的优选方面中,在包围芯板堆叠体的管部的顶端上设置有覆盖微小间隙的顶端的凸缘部。由于该边缘部,有效地限制了蒸发的mg在向上方向上的扩散。
[0031]
在本发明的优选方面中,网被配置成分成多个部分,以从周边包围组装在底板上
的芯板的堆叠体。在一个示例中,网被配置成分为第一半部和第二半部这两个部分,以便从两侧将组装在底板上的芯板的堆叠体夹在中间。例如,在具有从由堆叠芯板形成的堆叠体的上部引出的金属管等形式的换热器中,有时无法将管状的网按原样重叠在芯板的堆叠体上。即使在这种情况下,将网配置为分开也使得网能够设置在靠近锥部的状态中。
[0032]
在这样一分为二的配置中,优选地,在第一半部和第二半部之间的边界处,一个半部的边缘部以向外侧仅偏移板厚度的方式延伸,并且与位于内侧的另一边缘部重叠在一起。因此,管的内壁面在圆周方向上以没有任何台阶的方式基本连续。
[0033]
优选地,网由具有至少11
×
10-6
的热膨胀系数和至少650℃的熔点的金属材料形成。
[0034]
以这种方式使用具有比较大的热膨胀系数的金属材料抑制了钎焊期间(即换言之当温度升高时)芯板与网之间的微小间隙的减小。换言之,可以抑制随着温度升高芯板因热膨胀而与网接触。即,形成钎焊片和底板的铝合金材料的热膨胀系数例如为23
×
10-6
左右,优选这些的热膨胀系数与网的热膨胀系数之差较小。
[0035]
第二发明是一种使用上述网的换热器的钎焊方法,包括:
[0036]
在具有比芯板更厚的下面侧上的底板上堆叠多个芯板,所述芯板由含有mg的铝合金钎焊片形成并且形成为在周缘处具有锥部的形状,由此堆叠为使得锥部接触在一起;
[0037]
通过将网安装到底板上来包围芯板的堆叠体,以使得其可与底板一起传送;和
[0038]
通过将仍然安装有网的底板连同芯板的堆叠体一起送入炉中并在惰性气体气氛下加热来进行钎焊。
[0039]
[发明效果]
[0040]
使用根据本发明的网,能够在没有焊剂和真空炉的情况下使用铝合金钎焊片执行换热器的钎焊,并且可以避免与焊剂相关的各种问题和与真空炉相关的问题。
[0041]
此外,在安装到作为工件一部分的底板上时,网与工件一起传送,因此无需额外的复杂工艺或昂贵的设备。
附图说明
[0042]
[图1]是示出适用于本发明的换热器的配置的横截面说明性视图。
[0043]
[图2]是示出放置的网的状态的横截面说明性视图。
[0044]
[图3]是示出具有换热器的第一实施例的网的横截面视图。
[0045]
[图4]是示出组装前的网的状态的立体图。
[0046]
[图5]是示出带有换热器的仅一个半部的立体图。
[0047]
[图6]是示出带有换热器的第二实施例的网的横截面视图。
[0048]
[图7]是示出带有换热器的第三实施例的网的横截面视图。
[0049]
[图8]是示出带有换热器的第四实施例的网的横截面视图。
[0050]
[图9]是示出带有换热器的第五实施例的网的平面图。
[0051]
[图10]是示出带有换热器的第五实施例的网的说明性视图。
[0052]
[图11]是示出带有换热器的第六实施例的网的平面图。
[0053]
[图12]是示出带有换热器的第六实施例的网的说明性视图。
具体实施方式
[0054]
下面将详细描述本发明的实施例。
[0055]
图1是示意性地示出可适用于本发明的实施例的换热器1的配置的横截面说明性视图。该换热器1是例如油冷却器,用于通过与冷却剂的换热来冷却用于车辆的内燃发动机的润滑油。请注意,为了便于理解,下文中使用的术语“上”和“下”是基于图1中的朝向,即钎焊时的朝向,但不限于使用实际油冷却器期间的图1的朝向。
[0056]
换热器1通过将堆叠体,即芯部3安装到形成为比较厚的板状的底板2上来配置,该堆叠体是通过将多个薄板芯板4与片板5堆叠在一起而构成的。
[0057]
换热器1的各构成元件(即芯板4、片板5、底板2)均由铝基材料构成,各部分在将每个部分组装成预定状态后通过夹具保持的状态下通过在炉内加热而一体地钎焊。作为供应钎焊材料的技术,芯板4由在其两面均设置有钎焊材料层的包覆材料构成的铝合金钎焊片形成。为了在不使用焊剂的情况下进行钎焊,该钎焊片含有微量的mg。下面将更详细地描述钎焊片。
[0058]
芯部3配置成使得具有其中基本形状形成相同矩形的碟形的多个芯板4与片板5堆叠在一起以在两个相邻的芯板4之间交替地配置油路径6和冷却剂路径7。片板5设置在油路径6中。请注意,这种类型的换热器1是如jp 2011-007411a、jp 2013-007516等中公开的基本公知的配置。
[0059]
由钎焊片形成的芯板4被配置为具有在周缘倾斜地立起的锥部4a,并且在竖直方向堆叠各芯板4时,各锥部4a相互重叠而紧密在一起。此外,通过将这样重叠的各芯板4的锥部4a钎焊在一起,各层的油路径6和冷却剂路径7的周缘得到密封,换热器1完全地成为一体。此外,片板5钎焊到油路径6内的芯板4的表面。类似地,最底部的芯板4的底面钎焊到底板2。
[0060]
底板2用作用于将换热器1安装在所希望的位置处的安装部,并且配置为比芯板4更大以从芯部3向周缘突出,并且是比芯板4更厚的板元件。
[0061]
不使用焊剂进行钎焊。此外,不使用如传统vb方法一样的高真空真空炉,而是在氮气或氩气等惰性气体气氛下,在大致接近大气压的压力下进行钎焊。换言之,钎焊是在不使用焊剂的情况下按照cab方法进行的。在一个优选示例中,可以通过使用连续式炉来进行钎焊,该连续式炉用于在传送工件的同时连续地进行加热处理。
[0062]
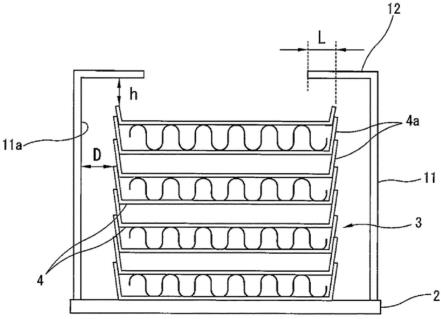
当以这种方式进行钎焊时,图2中示意性示出的本发明的网11覆盖工件。由于该网11,从钎焊片蒸发的mg不会飞散到大气中,而是残留在芯部3(即芯板4的堆叠体)附近,该mg捕捉钎焊表面附近的、阻碍钎焊性能的氧和水分。
[0063]
网11由不锈钢或其他耐热金属的薄金属片构成,其耐热性刚好足以承受钎焊期间的加热温度,并且该网被形成为具有大致四边形的横截面并包围芯部3的管。具体而言,管部的内壁面11a沿芯板4的外缘形成,以使得在所述内壁面与芯板4的锥部4a的前端边缘之间存在特定的微小间隙d。换言之,在整个外周上都存在特定的微小间隙d。微小间隙d优选为至少0.5mm并且不超过5mm,特别期望地为不超过2mm。
[0064]
此外,在优选的实施例中,在包围芯部3的管部的顶端上设置有覆盖微小间隙d的顶端的凸缘部12。期望的是,芯部3的、边缘部12相对的最上部(例如,锥部4a的最顶端)和边缘部12的下部面之间的间隙h不大于5mm。
[0065]
当边缘部12作为投影从上方观察时,它可以与芯部3的周缘重叠。边缘部12和芯部3周缘的重叠余量l至少为0mm。换言之,当从上方作为突起观察时,至少边缘部12和芯部3连续地布置而没有空隙。重叠余量l也可以是适当大的值,但网11的顶部面需要具有足够大的开口以允许气体在网11的内部空间与外部空间之间置换。重叠余量l优选为5mm。
[0066]
请注意,上述尺寸中的每一个都是在室温下的值。
[0067]
然后,对用于换热器1的芯板4的钎焊片的示例进行说明。本实施例的钎焊片在芯材的两面上均设置有熔点比芯材低的钎焊材料层,特别地在芯材与钎焊材料层之间在面向冷却剂路径7的一侧上设置有中间层,来用作牺牲层以抑制芯材的腐蚀。换言之,它是一种具有四层结构的包覆材料。
[0068]
期望的是,包覆材料的钎焊材料层为含有至少10.0重量%且不大于15.0重量%的si的al-si合金。众所周知,si有助于降低熔点。
[0069]
另外,期望的是,上述包覆材料的钎焊材料层、芯材、中间层中的至少任一层含有0.25到1.5重量%的mg。
[0070]
另外,期望的是,上述包覆材料的钎焊材料层、芯材、中间层中的至少任一层含有0.02到0.5重量%的bi。bi有助于提高钎焊时表面的润湿性。
[0071]
另外,期望的是,上述包覆材料的钎焊材料层、芯材、中间层中的至少任一层含有在577℃下的蒸气压比mg更高的元素。例如,它可以包含至少0.01重量%的、在577℃下的蒸气压比mg更高的元素zn、na、k和s中的至少一种。
[0072]
表1示出了包覆材料a至i的配置,它们是在下文描述的钎焊性能测试中使用的钎焊片。
[0073]
[表1]
[0074][0075]
然后,将描述使用上述包覆材料a至i并结合网11的使用进行的钎焊性能测试。
[0076]
表1所示的包覆材料a至i用于经由冲压成型来生产80mm的方形芯板4。底板2和片板5采用aa3003材料来生产。
[0077]
对冲压成型的芯板4进行表2所示的碱洗或酸洗后,使用纯水进行超声波清洗。
[0078]
[表2]
[0079][0080]
之后,如图1所示,将芯板4和片板5堆叠在底板2上以组装换热器1,并且其用夹具固定,另外,网11如图2所示地设置。
[0081]
试验中使用的网11由sus304制成,板厚为1mm。
[0082]
在下面描述的条件下,使用cab方法在没有焊剂的情况下钎焊具有放置在底板2上的网11的换热器1。
[0083]
钎焊炉采用网带式连续铝钎焊炉,惰性气体采用氮气。
[0084]
在氧浓度为15~20ppm、露点为-55℃~-57℃的条件下,在450℃~600℃的钎焊炉温度区中进行钎焊。
[0085]
温度条件如下:测量工件的温度,进行温度控制以在30分钟内将温度从室温升至600℃,在600℃保持3分钟,然后将其在4分钟内从600℃冷却到450℃。
[0086]
对钎焊产品进行气密性试验和钎焊状态的确认。钎焊状态是钎焊部外表面侧的填角形成长度的评价。即,填角形成率为“填角形成率=形成的填角的长度/被钎焊的总长度”;95%以下的评价为
“×”
,95~99%的评价为
“△”
,99~100%的评价为
“○”
,100%的评价为
“◎”
。
[0087]
气密性试验是在0.5mpa下进行1分钟的漏气试验,并且检查在水中的气密性。
[0088]
试验结果如表3所示。
[0089]
[表3]
[0090][0091]
根据表3中的示例1和比较例1的比较,这些试验的结果清楚地表明,即使选择了被认为是最佳的材料和化学清洗,当不使用网11并且设置不是最佳的时候,不使用焊剂的cab
方法难以进行钎焊,因此需要设置网11。
[0092]
此外,即使在使用网11的情况下,也需要适当地管理网11的形状及其与产品的位置关系。由示例1、2、3与比较例2的比较可知,为了实现令人满意的钎焊性能,期望的是,网11与产品外表面的钎焊部(换言之,锥部4a的尖端)之间的距离d为5mm及以下。
[0093]
此外,根据示例1和比较例3的比较可知,在网11上设置边缘部12有助于钎焊稳定性。
[0094]
另外,根据示例1和比较例4的比较,期望的是,由网11的边缘部12与产品的最上部形成的开口的距离h为不超过5mm,以提高气密性和填角形成率。
[0095]
同时,根据示例1和5与比较例5之间的比较,即使当网11设置为最佳时,如果包覆材料的钎焊材料层的si浓度小于10重量%,则可以确保气密性,但填角形成率变差,因此可以说期望的是,钎焊材料层中的si至少为10重量%。
[0096]
另外,根据示例1、7、8,可以确认当网11设置为最佳时,如果包覆材料的钎焊材料层的mg浓度为至少0.25重量%并且不大于1.5重量%,则气密性和填角形成率均满足。
[0097]
为了在钎焊时破坏表面上的氧化铝膜所需的mg的下限为0.25重量%,另一方面,若mg超过1.5重量%,则反而会生成硬质的氧化镁膜,因此认为以抑制钎焊性能。
[0098]
此外,根据示例1、9和比较例6的比较可知,即使将网11设置为最佳,也期望在包覆材料的钎焊材料层中存在微量的bi,并且可以确认,如果bi至少为0.02重量%或以上,则满足气密性和填角形成率。认为这是由于微量的bi提高了熔融钎焊材料的流动性。
[0099]
请注意,由于bi在钎焊时容易因热而扩散,因此推测除了直接将bi添加到钎焊材料中以外,还可以通过将其添加到芯层或中间层中的至少一层来使其在钎焊时由于热而扩散到钎焊材料中,并且因此bi可以被添加到钎焊材料层、芯层和中间层中的至少一层中。
[0100]
根据示例3和比较例10的比较,可以确认在包覆材料的钎焊材料中添加作为高挥发性元素的zn可以进一步提高钎焊性能。
[0101]
对比示例1、12、13,分别优化网11和包覆材料使得即使在不进行化学清洗的情况下也可以保证钎焊性能,但进行化学清洗会减少表面氧化膜,此外,可以确认可以去除钎焊抑制物质等,从而进一步提高填角形成率。
[0102]
根据示例11,可以确认,由于其扩散系数的大小,mg和bi不仅在添加到钎焊材料中时会产生影响,而且在添加到与钎焊材料相邻的芯层或与中间层时也会产生影响。
[0103]
请注意,在钎焊时辐射热从炉的传递效率方面,芯部3的上表面的受热面积越大越好,因此优选将边缘部12的重叠余量l设置为使得受热表面积为顶面表面积的至少70%。当重叠余量l为5mm时,例如,如果芯板4的外尺寸为80mm
×
80mm,则能够确保受热面积为至少70%。
[0104]
接下来,将基于图3到图12描述网11的更具体的配置。
[0105]
图3到图5示出了网11的第一示例。该网11是通过将诸如耐热的sus304之类的不锈钢薄板(例如厚度约1mm)折弯而配置的,网11被形成为具有大致正方形横截面并包围换热器1的芯部3的管。特别地,内壁面11a形成沿着芯板4的边界的形状,其角部被倒圆,使得在内壁面11a与芯板4的锥部4a的尖端边缘之间存在横跨整个外周的特定微小间隙。向外周内侧弯曲的边缘部12设置在管部的顶端上,使得内壁面11a与芯部3之间产生的微小间隙的顶端被覆盖。请注意,网11可以由其他金属材料形成。如上所述,期望的是,金属材料具有至少
11
×
10-6
的热膨胀系数和至少650℃的熔点。
[0106]
此外,在第一示例中,网11被配置成分成两个组件,第一半部11a和第二半部11b,以便从两侧夹住底板2上方的芯部3。在第一示例中,两个相对侧面的中心是第一半部11a和第二半部11b的分开的面。该第一半部11a和第二半部11b被设置为使得分开的面上的每个边缘13和14彼此相对。
[0107]
图5示出了仅将一个半部、即第二半部11b安装到底板2上;然而,如图5所示,网11在钎焊处理前安装到底板2上,并与底板2一起传送。即网在安装到底板2上的同时进出炉。使用夹具(未图示)被固定在组装后的状态中的工件(即换热器1)在被网11包围的状态下,在炉内的惰性气体下加热并一体地被钎焊。然后,钎焊工序结束,并且温度被充分降低,此后将网11从工件上取下。显然,网11可以重复使用。
[0108]
请注意,在换热器1的图示示例中,两个连接器9从上部突出,并且这些连接器9处于它们不与网11的边缘部12干涉的位置。
[0109]
图6示出了网11的第二示例。在该第二示例中,在作为工件的换热器1的底板2上设置有多个定位销15,用于定位芯部3的最下层芯板4。即,最低的芯板4设置在由多个定位销15包围的区域内。此外,使用该多个定位销15将网11定位在底板2上方。即,一分为二的网11设置在多个定位销15的外侧。与每个定位销15配合的膨胀部16形成在网11的底部边缘部上。
[0110]
因此,通过使用定位销15将网11定位在底板2的上方,从而网11相对于芯部3的位置管理变得简单,并因此能够可靠地进行钎焊。
[0111]
请注意,网11可以通过在底板2中形成凹槽而不是定位销15作为接合部来定位,该凹槽沿着网11的底端部的外圆周的形状形成,并且使网11的底端与该凹槽接合。
[0112]
图7示出了网11的第三示例。在该第三示例中,边缘部12不是形成为遵循简单平面的形状,而是形成为在其中边缘部12的内周端向下弯曲的形状。换言之,边缘部12具有面向上的凸的横截面形状。
[0113]
图8示出了网11的第四示例。在该第四示例中,将比底板2小的第二底板18叠置在底板2上,并利用该第二底板18的周缘来定位网11。即,第二底板18的外形与网11的期望位置以及在该位置中的网11的内壁面11a的边缘相对应,并且通过将网11安装到第二底板18的周缘上来控制网11在底板2上的位置。
[0114]
图9和图10示出了网11的第五示例,其中第一半部11a和第二半部11b之间的边界的配置被修改。在该第五示例中,第一半部11a的边缘部21以仅向外侧偏移板的厚度的方式延伸,与位于内侧的第二半部11b的边缘部22重叠。因此,抑制了在第一半部11a和第二半部11b之间产生空隙(即,蒸发的mg等将流出的通道),而内壁面11a基本上是没有不均匀的连续面。即,在各边缘部21、22彼此叠置的状态下,能够沿芯部3之间的整个外周获得固定的微小间隙。
[0115]
请注意,边缘部12未在图9和图10中示出,但也可以设置与第一示例或第三示例相同的边缘部12。
[0116]
图11和图12示出了网11的第六示例,其中修改了第五示例中的边界的位置。在该第六示例中,第一半部11a和第二半部11b之间的边界位于大致方形的管部的彼此相对的角部处。另外,与第五示例相同,第一半部11a的边缘部21以仅向外侧偏移板的厚度的方式延
伸,与位于内侧的第二半部11b的边缘部22重叠在一起。因此,与第五例相似的,抑制了在第一半部11a与第二半部11b之间产生空隙,内壁面11a基本上是没有不均匀的连续面。即,在各边缘部21、22彼此叠置的状态下,能够沿芯部3之间的整个外周获得固定的微小间隙。
[0117]
请注意,边缘部12未在图11和图12示出,但也可以设置与第一示例或第三示例相同的边缘部12。
[0118]
另外,网11不限于如上所述的具有两个分隔部分的配置,而是可以配置为分隔成任意数量,例如三个分隔部分或四个分隔部分。
[0119]
[附图标记]
[0120]1ꢀꢀꢀ
换热器
[0121]2ꢀꢀꢀ
底板
[0122]3ꢀꢀꢀ
芯部3(芯板的堆叠体)
[0123]4ꢀꢀꢀ
芯板
[0124]5ꢀꢀꢀ
片板
[0125]
11
ꢀꢀ
网
[0126]
11a 第一半部
[0127]
11b 第二半部
[0128]
12
ꢀꢀ
边缘部
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。