1.本发明涉及一种根据权利要求1的前序部分所述的用于焊炬或割炬的工艺供应线路的附加电路以及一种根据权利要求18所述的具有附加电路的软管组件。
背景技术:
2.热连接方法使用能量,以使工件熔化并且将所述工件连接。除了电极工艺(e-hand,手工电弧焊接)以外,在金属加工中符合标准地主要使用“mig焊接工艺”和“mag焊接工艺”(“msg工艺”)以及具有其激光复合方法的“wig电弧工艺”和“等离子体电弧工艺”。基于等离子体和混合等离子体的割炬也如同被供应热丝的工艺那样是本发明的目标,本发明因此除了所提及的工艺以外也包括激光束工艺。
3.在借助熔化电极(msg)的保护气体支持的电弧焊接方法中,“mig”表示“金属惰性气体”,并且“mag”表示“金属活性气体”。在借助不熔化电极(wsg)的保护气体支持的电弧焊接方法中,“wig”表示“钨惰性气体”。根据本发明的软管组件可以实施在机器引导的焊炬或割炬中,所述焊炬或割炬布置在机械手臂上。然而也可以考虑手动的或自动化的所述炬。
4.通常电弧焊接装置为了熔化焊料而在工件与熔化焊接电极或不熔化焊接电极之间产生电弧。保护气体流将焊料以及焊接部位与大气气体隔离。
5.在此,焊接电极设置在焊炬的炬体上,所述焊炬与电弧焊接装置连接。炬体通常包含一组位于内部的、引导焊接电流的构件,所述构件将焊接电流从电弧焊接装置中的焊接电流源朝向炬头的顶端引导到焊接电极,以便然后从那里出发产生到工件的电弧。
6.保护气体流环绕焊接电极、电弧、焊池和工件上的热影响区域流动并且在此通过焊炬的炬体被输送到这些区域。气体喷嘴将保护气体流引导到炬头的前端部,在那里保护气体流大致环形地环绕焊接电极从炬头输出。
7.为了焊接而产生的电弧在焊接工艺期间加热要焊接的工件以及必要时输送的焊料,从而将所述工件以及焊料熔化。
8.除了焊接以外也考虑钎焊,以便将金属板构件连接。与在焊接时不同地,在此不是工件,而是仅仅焊接填料被熔化。为此的原因在于,在钎焊时两个边缘通过作为焊接填料焊剂彼此被连接。焊剂材料的熔化温度与构件材料的熔化温度彼此相差很大,因此在加工时仅仅焊剂熔化。除了wig焊炬、等离子体焊炬和mig焊炬以外,laser也适合用于钎焊。
9.电弧钎焊工艺可以被分成金属保护气体(msg-l)钎焊工艺和钨保护气体(wsg-l)钎焊工艺。在此主要丝状的铜基材料被用作焊接填料,所述焊接填料的熔化区域小于基础材料的熔化区域。msg电弧钎焊的原理在设备技术上在很大程度上与借助丝状的焊接填料的msg焊接一致。
10.在钎焊或焊接中,例如在金属的电弧焊接中,与要焊接的或要钎焊的材料的成分和杂质相关地或多或少地产生大量部分地有害健康的废气或烟气,所述废气或烟气不仅消极地影响至焊接部位或钎焊部位的视线,而且对焊接装置或钎焊装置的使用者可能导致健
康损害,因为刺激眼睛和呼吸系统。相应地在实践中已经开发了不同的装置和方法,所述装置和方法实现尽可能靠近于废气在炬上的产生部位来抽出废气。
11.wo 2006/042572 a1描述了一种传感器装置,其用于探测炬的位置和/或位置改变,由此根据探测出的位置和/或位置改变能够影响接合方法、分离方法或表面处理方法、特别是焊接方法的至少一个特征参量。
12.由wo 2013/166247 a1公知了用于自动地调节通过焊烟枪抽吸的烟流的系统和方法。装置具有真空系统,所述真空系统配置用于通过焊烟枪的内部通路吸入真空烟流。此外设置传感器用于测量真空蒸汽流。
13.在借助熔化电极的保护气体支持的电弧焊接方法中,在所谓的送丝装置中设置至少一个驱动元件,所述驱动元件将压力施加给要输送的金属丝或要输送的电焊条并且同时将进给运动传递到金属丝或电焊条。
14.如果压紧力或压力是过小的,则这回导致驱动元件与金属丝或电焊条之间所谓的滑移。然而滑移的出现应在任何情况下被避免,因为所述滑移导致,熔化电极的过少的材料在焊炬或钎焊炬的前端部上进入到熔化区域中。
15.也与进给速度相关地由金属丝促使滑移。对于所述速度过高的情况,这同样可以导致不期望的滑移。出于这种原因,向前运动的物体、特别是金属丝的速度可以能触知地或无接触地被测量。
16.由de 10 2008 039 025 a1和ep 2 159 536 a2公知了一种用于借助于传感器无接触地测量在纵向方向上运动的线索的速度和/或长度的方法。
17.由ep 1 352 698 a1公知了一种用于焊接设备的送丝装置,其具有用于测量丝速度的装置。光源照明金属丝的区段。ccd传感器指向金属丝的表面并且检测金属丝表面的结构。
18.为了冷却焊炬或割炬的手柄和/或焊炬或割炬的手柄内腔、特别是整个手柄内腔和/或在电弧侧的气体喷嘴内腔外部的气体喷嘴,由ep 2 666 576 b1公知了输送装置、特别是通风装置或压气机,所述输送装置将作为冷却空气的环境空气输送通过焊炬或割炬的至少一个冷却通道。
19.由ep 3 235 105 b1公知了一种用于从焊接电缆分接能量的系统。能量获得装置定位在焊接电缆附近并且配置用于感应地从焊接电缆获得电能。能量获得系统也具有整流器,所述整流器与能量获得装置电耦合并且配置用于将从焊接电缆获得的电能转换成电的直流电。也就是说,由该现有技术具体地得知感应耦合的附加电路,所述附加电路不固定在焊接电缆上用于直接的欧姆接触或电耦合。所述感应耦合的附加电路中的缺点在于,只有当在焊接电缆周围的磁场改变时,才能从焊接电缆获取电能。为此强制地需要电流纹波或电流改变。
20.由us 2018/0021873 a1公知了一种焊接装置,其具有电线通信装置。供电装置与焊接控制装置耦合,所述焊接控制装置应该由操作者实现从关于供电装置远的地点选择焊接工艺和焊接设定。所述焊接控制装置给在焊缝附近的一个或多个辅助装置供应电流并且通过辅助线路与电源连接。
21.de 20 2019 001 241 u1涉及一种过电压保护电路,其具有故障显示装置。
22.用于检测炬的位置和/或位置改变的上述传感器或传感器装置或者用于测量金属
丝的速度和/或长度的传感器或者用于测量真空蒸汽流的传感器以及用于冷却的通风装置或者用于使金属丝向前运动的驱动装置也是所谓的外围设备。
23.在公知的焊接装置或切割装置中,一方面附加的用电器、特别是显示器和按键也可以例如通过所谓的总线借助于电源特定的接口供电,所述总线集成到电源制造商特定的软管组件接口中。在此不利的是,电源制造商通常不向第三方公开所述接口,以由此防止通过使用者更换部件、特别是软管组件。
24.另一方面,可以考虑从电源、特别是丝驱动马达中的暴露的线路分接能量。然而在此不利的是,所述壳体是封闭的,以防止被污染并且满足安全要求,然而也从外部阻碍能量获取。
25.此外可以考虑电源上的单独的供应接口,例如借助于usb接口实现。然而仅仅少量电源具有下述接口,该接口则通常尤其被考虑用于数据交换。
26.具有电源的单独的能量供应装置具有的缺点是,一方面需要另外的电源,并且所述电源通常使用单相交流电,而不使用三相交流电,所述三相交流电特别是在工厂中并且在装配地点处不能到处供使用。此外存在国家特定的多个接口。
27.此外一个特别的挑战在于,提供一种能量供应装置,所述能量供应装置可以独立于焊接工艺被控制。虽然可以考虑将能量储存在电池或蓄电池或电容器,然而在电池或蓄电池作为用于外围设备的能量储存器的情况中,由于特定的安全要求导致的可能的运输问题以及一般的环境问题和清理问题也会是不利的。
技术实现要素:
28.从前述的缺点出发,本发明的任务在于,提供一种用于外围设备自给自足的能量供应装置,该能量供应装置集成到工艺供应线路中,并且该能量供应装置不以显著的方式影响电弧工艺。
29.该任务通过一种根据权利要求1所述的用于焊炬或割炬的工艺供应线路的附加电路来解决。
30.此外,该任务通过一种根据权利要求18所述的具有附加电路的软管组件来解决。
31.本发明涉及一种用于焊炬或割炬的工艺供应线路的附加电路,所述焊炬或割炬具有布置在其上的、与焊接电流源连接的至少一个端子装置,其中,通过端子装置并且通过优选地在焊炬或割炬的软管组件被引导的供应线路将电能和另外的介质引导到焊炬或割炬。
32.根据本发明,从至少一个电的工艺供应线路分接电能用于运行外围设备、例如传感器、驱动单元或通风装置。
33.换句话说,本发明提出一种自给自足的能量供应装置,其不具有与电源特定的接口的物理连接。这可以尤其涉及并联电路,该并联电路可以处理大小可变的输入信号,所述输入信号涉及极性、电压和动态特性,该并联电路可以特别是处理直流电过程(dc)的电流频率和/或电压频率、直至20khz的直流电脉冲过程(dc-脉冲)以及在低于50hz至200hz的范围内的交流电过程(ac)。
34.替换地,电路能够以简化的结构与特定的输入信号、特别是在msg应用中主导的dc过程相匹配。此外,所述实施方式也可以被使用在所谓的热丝工艺中,所述热丝工艺主要在wig工艺和等离子体工艺中被使用,然而也在激光工艺被使用,以便输入附加的能量。
35.设置在软管组件上的端子装置用于使软管组件与焊接电流源电接触和机械接触。在软管组件中布置工艺供应线路用于将电能和另外的介质、例如保护气体或焊丝引导到焊炬或割炬。当软管组件与焊接电流源电连接时,由此电路通过电弧、具有软管组件的所述炬和接地电缆或接地线路被接通。
36.此外,本发明中有利的是,所述工艺电路不需要被接通,以便通过根据本发明的附加电路分接电能用于运行外围设备。取而代之足够的是,施加电压用于工艺电路-这特别是在工艺开始时发生,其中,从输送金属丝的时候起已经施加电压,而工艺电路未被接通,因为金属丝还未接触工件或者电弧也还未被引燃。
37.所述能量供应装置可以用于外围设备、例如丝驱动装置和所述丝驱动装置的控制装置、传感器、特别是温度传感器或陀螺仪传感器或通信单元、例如蓝牙发送器或接收器、wlan装置或led照明装置或空气质量传感器或类似装置。
38.此外也能够给通风装置供电-一方面用于冷却,特别是用作所谓的强制风冷,并且另一方面也由通风装置用于在焊接时抽吸烟气。
39.如同所述的那样,通过所述可以运行驱动装置,因为自给自足的能量供应装置的功率也对此是足够的。此外,给相应的驱动控制装置的供电也是显而易见的并且有意的应用。用于驱动装置所需的功率可以处于最大100w。
40.所述外围设备存在对电路的速度的高的要求,特别是应该确保小于50ms的反应时间。换句话说,立即需要所分接的电路的功率。这由根据本发明的电路来确保。
41.通常焊接装置的电源的开路电压已经足够用于给外围设备提供充分高的功率。通常开路电压被限制到113v或141v。
42.主要的外围设备具有在电压的施加与外围设备的反应之间一定的时间延迟。然而在实际应用中特别是在msg应用中有利的是,在开始时首先将金属丝输送若干毫米直到产生短路。在这段时间期间,已经施加电压。因此并联电路已经可以分接能量,由此即使焊接工艺还未进行,也启动控制装置并且使驱动装置运转。
43.根据本发明的电路也比公知的电源更紧凑,因为不需要用于外围设备的另外的电源和附加的线路。
44.此外,所述电路能够非常可变地使用,也就是说,所述电路能够在多个不同的电源上、特别是在焊接装置的多个不同的电源件上运行,因为焊接电流在焊接部位处通常始终是相同的。在焊炬运行时的电压可以为在300a下的大约30v。
45.为了通过附加电路提供例如30w的通常足够用于给手持式焊炬中的丝驱动单元供电的功率,相应地仅须使1a的电流流过并联电路。在测量中甚至部分地还表明明显更低的值、即大约在0.3至0.5a的范围内。
46.所述电流相应地不提供给电弧,然而电流的绝对值处于电弧工艺中的正常工艺波动的范围内并且既不以显著的方式影响工艺稳定性也不以显著的方式影响工艺调节。由此可以使用附加电路,而不必进行对焊接工艺的参数调整或者对焊接指令、即所谓的wps(等离子体束焊接)中的参数预定值的改变。
47.根据本发明,设置用于分接电能的附加电路与焊接电路并联地并且优选地电地耦合,特别是与工艺供应线路耦合。焊接电路理解为下述电路,该电路在具有电弧的焊炬、软管组件和焊接装置的接地线路之间形成。
48.与基于感应作用原理的附加电路不同地,然而根据本发明的附加电路基于电耦合或直接的欧姆接触也在有效的直流电下工作,因为为了产生能量不需要改变磁通量。
49.由现有技术公知的感应耦合的附加电路固定在不用于直接的欧姆接触或电耦合的焊接电缆上。感应耦合的附加电路在其物理作用原理上不同于具有电耦合的并联电路,因为只有当焊接电缆周围的磁场改变时,所述感应耦合的附加电路才能从焊接电缆获取电能。
50.与此相反地,基于根据本发明的并联电路不需要波动效应,因为不需要改变磁通量。借助于直接的欧姆接触或电耦合的并联电路也可以在有效的直流电下回收利用电能。
51.可以设置,附加电路集成到扩展的机器侧的接口壳体中。这是有利的,因为所述壳体总归被需要用于传送介质、例如丝、气体、水和信号并且能量供应也在外围设备上进行。
52.替换地可以考虑,附加电路集成在单独的适配器中。这优选地被使用在电的接地线路中,因为仅仅电流在所述接地线路中流动,也就是说,与软管组件线路不同地不传送另外的介质、例如气体、金属丝或水。由此该实施方案能在这侧更容易地实现,尽管在原理上也能在软管组件侧实现。
53.换句话说,所述适配器也可以集成到机器侧的炬接口中。此外也可以考虑单独的、即未集成到软管组件中的适配器。当除了用于焊接电路的正极和负极以外存在与焊接电流源连接的另外的等电势的接口可能性时,这是可能的。特别是在接地接口、主要为负极的情况中非常普遍地存在与装置的前侧和后侧的接口可能性,然而焊接电流源也部分地具有另外的接口可能性,该接口可能性与焊炬侧的接口、即主要为正极是等电势的。
54.根据一个另外的有利的变体,附加电路具有整流器、特别是桥式整流器用于将交流电压转换成直流电压。通过根据本发明的电路不仅实现直流电压运行(dc),而且实现交流电压运行(ac)以及脉冲运行(dc和ac)。
55.根据本发明的一个另外的有利的设计方案,替换地也可以取消电路中的整流器,由此该电路仅仅可以被使用在dc过程中。在这种情况中,设置极性反接保护装置,其中,借助于至少一个晶体管、二极管,特别是齐纳二极管和至少一个电阻实现极性反接保护。由此该电路在正确连接并且由此正确极性连接时提供需要的电能。在极性错误连接时与此相应地不释放电能,然而焊接装置也不被损坏。通常在焊炬侧接正极。可以设置,向使用者报告干扰。特别是可以考虑,在此涉及光学信号、例如灯,所述灯借助于光学显示装置集成到附加电路中。在本发明的框架内,替换地或附加地也可以考虑,借助于声学信号装置发出错误的极性反接的信号。
56.在本发明的一个进一步方案中,附加电路具有切换的直流电压变换器、特别是降压变换器,其中,变换器的输出电压能够不同于变换器的输入电压的值。降压变换器也称为降压斩波器、降压调节器,或者英文为“step-down converter”或“buck converter”。基于所述降压变换器可以处理焊接装置中通常的电压值和电流值。所述值例如为在钢焊接时的工艺中的20v/100a至30v/300a以及在无负荷运转中的113v或141v。输出电压特别是可以恒定地为48v并且由此超过工艺电压。此外,另外的变换器形式也是可能的,例如升压变换器和降压变换器的串联电路或者也具有宽范围输入的电压变换器。
57.根据本发明的一个另外的有利的设计方案,用于直流电压变换器的输入电压是由整流器输出的直流电压。通常,直流电压变换器仅能以正dc电压运行。因此需要对ac或负电
压的整流。另外的优点是极性反接保护和以ac电压的运行。通过整流器防止来自电容器/能量储存器的电荷在焊接工艺中流回。
58.可以设置,附加电路具有至少一个过电流保护装置、即保险装置用于在预定的时间内超过确定的电流强度时、特别是在电短路或电过载时中断电流。
59.根据本发明的一个另外的有利的设计方案,附加电路具有电感、特别是线圈用于抑制焊接电流源的电压峰值,所述电压峰值会例如产生高频的“冶金”脉冲、例如khz范围内的脉冲。
60.在本发明的一个进一步方案中,附加电路具有至少一个电能储存器、特别是电容器或蓄电池或电池用于储存电场中的电荷,能量储存器优选地设置用于给直流电压变换器供应电能和/或用于使附加电路的电压稳定。尤其在外围设备、例如用于驱动装置的控制装置中,能量储存器是有利的,因为所述能量储存器的电容量足够用于给电子控制装置供电并且也用于在切断工艺电流之后运行驱动装置。此外可能的是,储存用于紧接着的工艺的能量并且由此进一步使初始延迟最小化。
61.根据本发明的一个另外的变体,附加电路具有抑制二极管用于保护附加电路、特别是直流电压变换器以避免不期望的电压峰值。
62.在本发明的一个有利的进一步方案中,设置附加的能量缓冲器、特别是超级电容器用于暂存电能。在具有电容器的电路中,充电速度是有利的,其中,电容器在与蓄电池相同的容量下具有明显更高的充电速度。然而标准电容器在短时应用中还会始终是过慢的,因此使用超级电容器。
63.根据本发明的一个另外的有利的设计方案,过电流保护装置和电感连接在直流电压变换器上游。用于在故障情况中切断的保险装置和/或用于在过载时切断的聚合物保险丝可以作为过电流保护装置连接在上游。电感主要用于减小在接通时以及在负载改变、特别是短路及其分解时的电流峰值。
64.本发明的一个另外的变体设置,整流器以及至少一个能量储存器和抑制二极管连接在直流电压变换器上游。在此,整流器用于保护以避免负电压和极性反接。横向二极管(tvs)又用于保护以避免高的电压峰值。电容器特别是通过过滤电压峰值使电压稳定。
65.在一个进一步方案中,至少一个能量储存器连接在直流电压变换器下游。原则上,能量储存器用于确保在切断时安全的状态,这特别是包括最后的丝位置运动、控制装置的关机以及也数据安全保障。
附图说明
66.本发明的其他目的、优点、特征和应用可能性借助附图由实施例的下述说明得出。在此,所有描述的和/或绘图示出的特征也与其在权利要求或所述权利要求的回引关系中的组合无关地单独地或者以任意有意义的组合构成本发明的主题。
67.在此部分地示意性地示出:
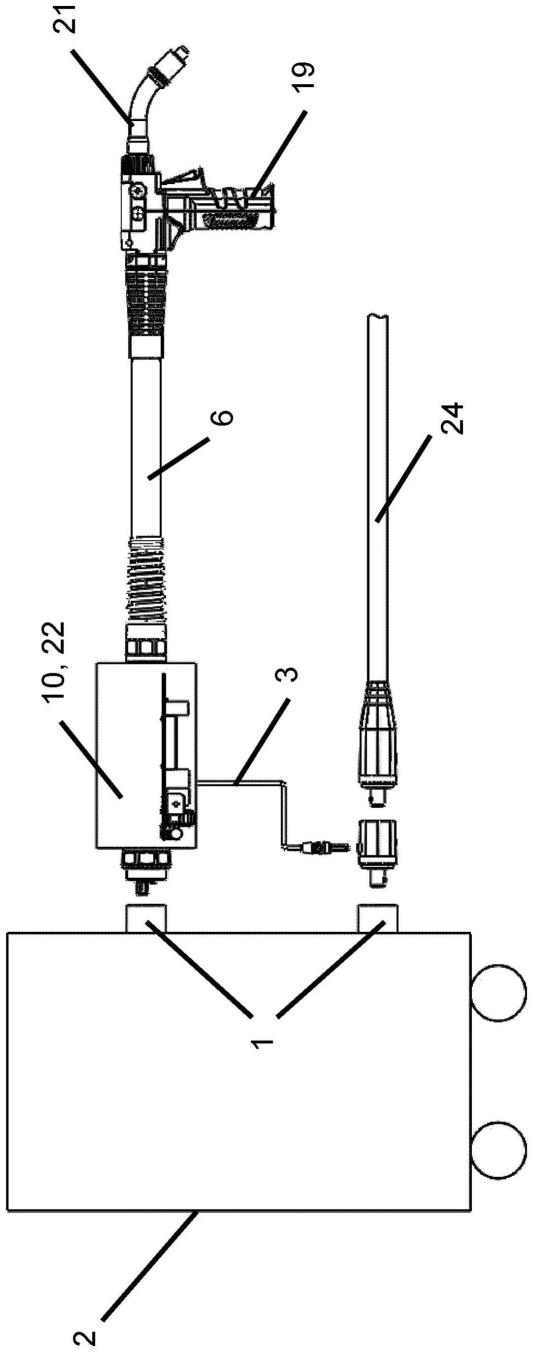
68.图1示出第一实施方式中的焊炬或割炬的用于分接电能的附加电路,其带有软管组件和焊接电流源,
69.图2示出第二实施方式中的根据图1的附加电路,
70.图3示出具有传感器的焊炬,
71.图4示出附加电路的电路图,
72.图5示出根据图4的具有用于电能的储存器的电路图,
73.图6示出用于另外的实施方式的电路图,
74.图7示出根据图6的具有用于电能的储存器的电路图,
75.图8示出用于附加电路的另外的实施方式的、具有光学的极性反接显示装置的电路图,和
76.图9示出根据图8的具有用于电能的储存器的电路图。
77.相同的或相同作用的构件在根据实施方式的附图的下面示出的视图中设有相同的附图标记,以改善可读性。
具体实施方式
78.由图1在示意图中得知焊炬或割炬21的附加电路10,所述焊炬或割炬具有布置在其上的、与焊接电流源2连接的至少一个端子装置1。端子装置1可以特别是具有两个极(正和负),所述极在交流电压(ac)的情况中可以改变其符号。通过端子装置1并且通过软管组件6中的工艺供应线路3将电能和另外的介质引导到焊炬或割炬21。
79.设置在软管组件6上的端子装置1用于使软管组件6与焊接电流源2电接触和机械接触。
80.在软管组件6中布置供应线路3用于将电能和另外的介质、例如保护气体或焊丝引导到焊炬或割炬21。在软管组件6与焊接电流源2电连接之后,电路、焊接电路因此被接通。从所述电路分接电能用于运行外围设备4。
81.从至少一个电的工艺供应线路3分接电能用于运行外围设备4。为了分接电能,附加电路10在本实施例中如同由图1和2得知的那样与焊接电流源2或焊接电路并联地电耦合。焊接电路理解为下述电路,该电路在具有电弧的焊炬、软管组件和焊接装置的接地线路之间形成。
82.这特别是涉及并联电路,所述并联电路可以处理高度可变的输入信号,所述输入信号涉及极性、电压和动态特性。可以处理(在两个方向上的)直流电范围内的电流频率和/或电压频率、直至200khz脉冲频率的脉冲式直流电或直至200hz的交流电。
83.一方面,用于分接电能的附加电路10可以设置在软管组件6中,附加电路10特别是可以集成到扩展的机器侧的、即焊接电流源侧的接口壳体22中。这是有利的,因为所述壳体22总归被需要用于传送介质并且能量供应也在外围设备4上进行。图1说明这种实施方式。在此,附加电路10布置在软管组件6的与焊炬21对置的端部上。
84.另一方面,附加电路10可以如图2所示地借助于工艺供应线路也连接在软管组件6外部。在此,附加电路10集成到适配器20中。这优选地在电的接地线路中实施,因为仅仅电流在所述接地线路中流动,然而与软管组件线路不同地没有另外的介质、气体、金属丝或水流动。与出自现有技术的电路不同地,根据本发明的附加电路10不基于感应作用原理,而是基于直接的欧姆接触或电耦合。
85.外围设备4可以例如是传感器5、特别是温度传感器或陀螺仪传感器或者通信单元、例如蓝牙发送器或接收器、wlan装置或丝驱动装置或类似装置。图3示出具有传感器5的焊炬21。
86.此外也可以给通风装置供电例如用于在焊接应用中抽吸烟气。
87.然而也可以考虑,通过所述供电运行驱动单元19,因为自给自足的能量供应装置的功率也对此是足够的。由图1和2得知所述驱动装置19。
88.所述外围设备4存在对电路的速度的高的要求,特别是应该确保小于50ms的反应时间。这由根据本发明的用于分接电能的附加电路10来确保。
89.通常焊接电流源2的开路电压足够用于给外围设备4提供充分高的功率。开路电压通常为113v或141v。
90.由根据图4和5的电路的电路图的视图得知,附加电路10具有整流器7,特别是桥式整流器用于将交流电压转换成直流电压。此外设置切换的直流电压变换器8、特别是降压变换器,其中,变换器8的输出电压小于变换器8的输入电压的值。降压变换器也称为降压斩波器、降压调节器,或者英文为“step-down converter”或“buck converter”。
91.基于所述降压变换器可以处理焊接装置中通常的电压值和电流值。所述值例如为20v/100a至30v/300a以及在无负荷运转中的113v或141v。
92.替代降压变换器也可以使用具有宽范围输入和恒定的输出电压的dc/dc变换器。
93.在本实施例中,用于直流电压变换器8的输入电压是由整流器7输出的直流电压,从而通过根据本发明的附加电路10不仅实现直流电压运行(dc),而且实现交流电压运行(ac)。
94.附加电路10具有至少一个过电流保护装置11,12用于在预定的时间内超过确定的电流强度时中断电流。所述过电流保护装置11,12特别是对附加电路10的电短路或电过载做出反应。
95.同样如同从图4和5获知的那样,附加电路10具有电感9用于抑制焊接电流源的电压峰值,并且设置至少一个电能储存器13,14,15,16用于给直流电压变换器8供应电能和/或用于使附加电路10的电压稳定。
96.此外,附加电路10具有抑制二极管17用于保护直流电压变换器8以避免不期望的电压峰值。
97.同样如同从图4和5获知的那样,过电流保护装置11,12和电感9连接在直流电压变换器8上游。
98.此外,整流器7以及至少一个能量储存器13,14和抑制二极管17连接在直流电压变换器8上游。
99.至少一个能量储存器15,16连接在直流电压变换器8下游。
100.根据图4和图5的实施方式的区别在于根据图5的变体中的附加的能量缓冲器18。特别是可以设置超级电容器18用于暂存电能。
101.只要附加电路10与工艺供应线路3连接,就对输入信号进行过滤。在此这与到附加电路10中的输入电压是直流电压还是交流电压无关。因为在任何情况中在输出侧施加直流电压。脉冲式的输入信号也被平滑处理,并且直至160v的高电压可以被处理。
102.由图6和7得知附加电路10的一个替换的设计方案。在这个替换方案中,替代整流器7将极性反接保护装置23设置在电路10中。在这里提出的实施方式中,借助于晶体管25、齐纳二极管26和电阻27实现极性反接保护。由此该电路在正确连接并且由此正确极性连接时提供需要的电能。通常在焊炬侧接正极。然而如果使用者要调换极性连接,则在极性错误
连接时与此相应地不释放电能。可以设置,向使用者报告干扰。
103.所述极性反接显示装置在根据图8和9的实施方式中通过光学显示装置28实现。在此,灯30借助于电阻29和二极管31集成到附加电路10中。在本发明的框架内,也可以考虑另外的光学显示装置,然而附加地或替换地也可以考虑声学地发出错的极性反接的信号。
104.根据图7和图9的附加电路10的实施方式与根据图6和图8的电路10的区别在于,在根据图7和图9的变体中附加地设置能量缓冲器18。如同已经实施的那样,可以特别是设置超级电容器18用于暂存电能。
105.附图标记列表
[0106]1ꢀꢀꢀ
端子装置
[0107]2ꢀꢀꢀ
焊接电流源
[0108]3ꢀꢀꢀ
工艺供应线路
[0109]4ꢀꢀꢀ
外围设备
[0110]5ꢀꢀꢀ
传感器
[0111]6ꢀꢀꢀ
软管组件
[0112]7ꢀꢀꢀ
整流器
[0113]8ꢀꢀꢀ
直流电压变换器
[0114]9ꢀꢀꢀ
电感
[0115]
10
ꢀꢀ
附加电路
[0116]
11
ꢀꢀ
过电流保护装置
[0117]
12
ꢀꢀ
过电流保护装置
[0118]
13
ꢀꢀ
能量储存器
[0119]
14
ꢀꢀ
能量储存器
[0120]
15
ꢀꢀ
能量储存器
[0121]
16
ꢀꢀ
能量储存器
[0122]
17
ꢀꢀ
抑制二极管
[0123]
18
ꢀꢀ
超级电容器
[0124]
19
ꢀꢀ
驱动单元
[0125]
20
ꢀꢀ
适配器
[0126]
21
ꢀꢀ
焊炬或割炬
[0127]
22
ꢀꢀ
接口壳体
[0128]
23
ꢀꢀ
极性反接保护装置
[0129]
24
ꢀꢀ
接地线路
[0130]
25
ꢀꢀ
晶体管
[0131]
26
ꢀꢀ
齐纳二极管
[0132]
27
ꢀꢀ
电阻
[0133]
28
ꢀꢀ
光学显示装置
[0134]
29
ꢀꢀ
电阻
[0135]
30
ꢀꢀ
灯
[0136]
31
ꢀꢀ
二极管。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。