1.本发明涉及点数机技术领域,特别是涉及说明书自动点数机。
背景技术:
2.说明书是以应用文体的方式对某事或物来进行相对的详细描述,方便人们认识和了解某事或物。说明书要实事求是,有一说一、有二说二,不可为达到某种目的而夸大产品作用和性能。说明书要全面的说明事物,不仅介绍其优点,同时还要清楚地说明应注意的事项和可能产生的问题。产品说明书、使用说明书、安装说明书一般采用说明性文字,而戏剧演出类说明书则可以以记叙、抒情为主。说明书可根据情况需要,使用图片、图表等多样的形式,以期达到最好的说明效果,说明书各种各样。一般来讲,按所要说明的事物来分,可以分为以下几种:产品说明书,使用说明书,安装说明书,戏剧演出说明书等,产品说明书主要指关于那些日常生产、生活产品的说明书。它主要是对某一产品的所有情况的介绍,诸如其组成材料、性能、存贮方式、注意事项、主要用途等的介绍。这类说明书可以是生产消费品的,如电视机;也可以是生活消费品的,如食品、药品等。
3.在说明书生产过程中,需要对说明书的数量进行记录,但是现有的点数方式,通常采用人工的方式对说明书,这种方式存在以下缺陷;
4.1、耗费大量人力,并且对说明书点数的误差较大,不良率增大;2、生产效率较低,并且产品成型标准不统一。
技术实现要素:
5.为了克服现有技术的不足,本发明提供说明书自动点数机。
6.为解决上述技术问题,本发明提供如下技术方案:说明书自动点数机,包括支撑架体,所述支撑架体的侧端部固定安装有连接架,所述支撑架体上设置有输送带一,所述连接架上设置有输送带二,所述支撑架体的侧端部固定安装有用来控制输送带二运行的驱动设备一,所述连接架的侧端部固定安装有用来控制输送带一运行的驱动设备二,所述连接架的上端安装有安装件,所述安装件上设置有人机界面,所述支撑架体的端部固定安装有进料框,所述支撑架体上设置有推动结构,所述推动结构包括支撑板、气缸和推料板,所述支撑架体的侧端部固定安装有外壳,所述外壳覆盖在驱动设备一上。
7.作为本发明的一种优选技术方案,所述安装件设置在输送带二的上方,所述安装件与输送带二之间有一定的空隙,所述安装件底端的四个角均固定安装有连接杆,所述安装件通过四个连接杆固定安装在连接架上。
8.作为本发明的一种优选技术方案,所述输送带二上均等距固定安装有挡板,每个相邻所述挡板之间均在有一定的空隙,每个所述挡板均为矩形状。
9.作为本发明的一种优选技术方案,所述进料框内设置有容纳腔,所述容纳腔内固定安装有导向板,所述导向板为倾斜设计,所述导向板与输送带二之间存在有一定的高度差。
10.作为本发明的一种优选技术方案,所述导向板与相邻两个所述挡板之间形成的空隙相对齐。
11.作为本发明的一种优选技术方案,所述支撑板固定安装在支撑架体的上端部,所述支撑板与输送带二之间存在有一定的空隙,所述气缸固定安装在支撑板内。
12.作为本发明的一种优选技术方案,所述气缸的伸缩杆固定连接有连接板,所述推料板滑动设置在支撑板的下方,所述推料板与连接板固定连接,所述推料板的底端与相邻两个所述推料板之间形成的空隙相对齐。
13.与现有技术相比,本发明能达到的有益效果是:
14.其一,通过推料板的移动会推动输送带二上的说明书至输送带一上,启动驱动设备二,使得输送带一开始运行,对记录过的说明书进行输送,便于后续对说明书进行处理,该点数机节约了人力,提高了生产效率,减少了成本。
15.其二,该点数机自动化高,免去了大量的人工操作,能够有效的缓解了人工操作产生的不良,使得产品成型标准统一,提高了该说明书自动点数机的实用性。
16.其三,通过输送带二由驱动设备一控制运行,输送带一由驱动设备二控制运行,推料板由气缸控制运行,使得该说明书点数机自动化高,结构设计合理,节约了人力,同时减小了不良率,使用更加高效。
17.其四,通过进料框与输送带二之间存在高度差,导向板为倾斜设计,使得输送带能够更加顺利的落入至输送带二上,结构设计合理,保证了该说明书点数机的稳定运行。
18.其五,启动气缸,使得伸缩杆移动,通过伸缩杆的移动会推动推料板进行移动,通过推料板的底端与相邻两个推料板之间形成的空隙相对齐,使得推料板能够顺利推动输送带二上的说明书至输送带一上,保证了该说明书点数机各个机构之间的准确配合,保证了该说明书点数机的稳定运行。
附图说明
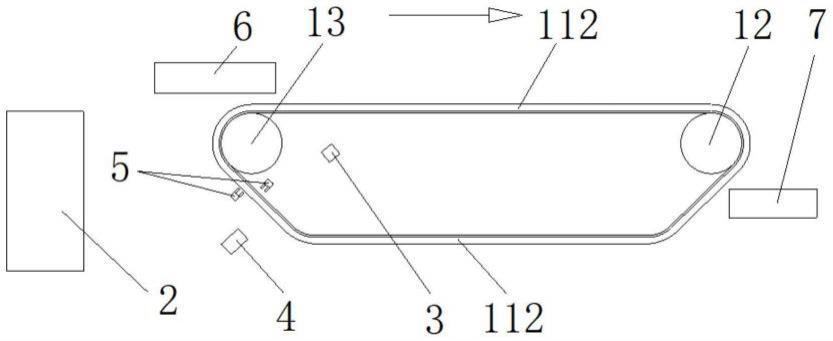
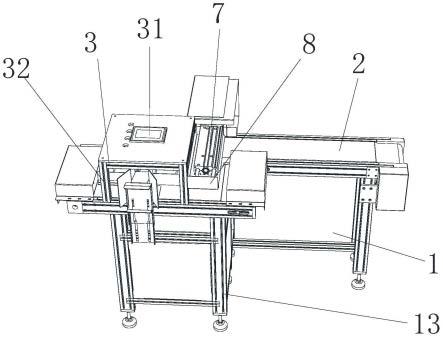
19.图1为本发明说明书自动点数机的结构示意图;
20.图2为本发明进料框的结构示意图;
21.图3为本发明连接架的结构示意图;
22.图4为本发明输送带一的结构示意图;
23.图5为本发明安装件的结构示意图;
24.图6为本发明支撑架体的结构示意图;
25.图7为本发明挡板的结构示意图;
26.图8为本发明推料板的结构示意图。
27.其中:1、支撑架体;11、驱动设备一;12、外壳;13、连接架;14、驱动设备二;2、输送带一;3、安装件;31、人机界面;32、连接杆;4、输送带二;41、挡板;5、进料框;51、导向板;6、支撑板;7、气缸;71、连接板;8、推料板。
具体实施方式
28.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。
基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
29.如图1、图2、图3、图4、图5、图6、图7和图8所示,说明书自动点数机,包括支撑架体1,支撑架体1的侧端部固定安装有连接架13,支撑架体1上设置有输送带一2,连接架13上设置有输送带二4,支撑架体1的侧端部固定安装有用来控制输送带二4运行的驱动设备一11,连接架13的侧端部固定安装有用来控制输送带一2运行的驱动设备二14,连接架13的上端安装有安装件3,安装件3上设置有人机界面31,支撑架体1的端部固定安装有进料框5,支撑架体1上设置有推动结构,推动结构包括支撑板6、气缸7和推料板8,支撑架体1的侧端部固定安装有外壳12,外壳12覆盖在驱动设备一11上,安装件3设置在输送带二4的上方,安装件3与输送带二4之间有一定的空隙,安装件3底端的四个角均固定安装有连接杆32,安装件3通过四个连接杆32固定安装在连接架13上,输送带二4上均等距固定安装有挡板41,每个相邻挡板41之间均在有一定的空隙,每个挡板41均为矩形状,进料框5内设置有容纳腔,容纳腔内固定安装有导向板51,导向板51为倾斜设计,导向板51与输送带二4之间存在有一定的高度差,导向板51与相邻两个挡板41之间形成的空隙相对齐,驱动设备一11、驱动设备二14和气缸7均外接电源,将输送说明书的输送带与进料框5相对接设置,说明书沿着导向板51倾斜的方向落入至输送带二4内,并置于相邻所述推料板8之间的空隙内,通过支撑架体1上固定安装有安装件3,安装件3上设置有人机界面31,从而能够对输送至输送带二4上说明书的数量进行记录,启动驱动设备一11,输送带二4开始运行,使得输送带二4上的说明书被输送至支撑板6向下方,启动气缸7,使得伸缩杆进行水平移动,通过伸缩杆的水平移动会带动连接板71进行移动,通过连接板71的移动会带动推料板8进行移动,通过推料板8的移动会推动输送带二4上的说明书至输送带一2上,启动驱动设备二14,使得输送带一2开始运行,对记录过的说明书进行输送,便于后续对说明书进行处理,相对比与现有的点数方式,通常是人工对说明书的数量进行记录,产能低、不良率高、成型不统一,该点数机自动化高,节约了人力,提高了生产效率,减少了成本,能够有效的缓解了人工操作产生的不良,使得产品成型标准统一,提高了该说明书自动点数机的实用性,支撑板6固定安装在支撑架体1的上端部,支撑板6与输送带二4之间存在有一定的空隙,气缸7固定安装在支撑板6内,气缸7的伸缩杆固定连接有连接板71,推料板8滑动设置在支撑板6的下方,推料板8与连接板71固定连接,推料板8的底端与相邻两个所述推料板8之间形成的空隙相对齐。
30.使用时,驱动设备一11、驱动设备二14和气缸7均外接电源,将输送说明书的输送带与进料框5相对接设置,说明书沿着导向板51倾斜的方向落入至输送带二4内,并置于相邻所述推料板8之间的空隙内,通过支撑架体1上固定安装有安装件3,安装件3上设置有人机界面31,从而能够对输送至输送带二4上说明书的数量进行记录,启动驱动设备一11,输送带二4开始运行,使得输送带二4上的说明书被输送至支撑板6向下方,启动气缸7,使得伸缩杆进行水平移动,通过伸缩杆的水平移动会带动连接板71进行移动,通过连接板71的移动会带动推料板8进行移动,通过推料板8的移动会推动输送带二4上的说明书至输送带一2上,启动驱动设备二14,使得输送带一2开始运行,对记录过的说明书进行输送,便于后续对说明书进行处理,相对比与现有的点数方式,通常是人工对说明书的数量进行记录,产能低、不良率高、成型不统一,该点数机自动化高,节约了人力,提高了生产效率,减少了成本,
能够有效的缓解了人工操作产生的不良,使得产品成型标准统一,提高了该说明书自动点数机的实用性。
31.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本发明宗旨的前提下还可以作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。