1.本发明涉及一种循环运转网板网孔堵塞的在线检测疏通装置及方法,属于烟草复烤、新型烟草及食品技术领域。
背景技术:
2.在现有烟草打叶复烤线、新型烟草生产线以及食品生产线等产线上,都有采用循环运转网板承载物料,对物料进行处理的设备。物料均匀铺在的网板上,在传动装置的带动下,以一定速度循环运转。工艺介质(例如:热风或热油等)透过网板网孔,对物料进行处理,使之符合工艺的要求。以下,以烟草打叶复烤线烟片复烤机为例进行说明。
3.烟片复烤机的循环运行网板主要由左、右环形旁链、冲孔网板或钢丝编织网、侧护板构成,冲孔网板或钢丝编织网、侧护板安装固定在左、右环形旁链上,构成具有一定宽度的环状网板。左、右环形旁链由主动轴(两端均设传动齿轮)、被动轴(两端均设传动齿轮)张紧并同时驱动,按一定方向运转,实现网板的循环运转。在运转过程中,环状网板分张紧段和返程段。在冲孔网板或钢丝编织网与侧护板之间形成一个存料空间,烟草物料经上游进料设备输送后,在被动轴一端被送至网板上并收拢在此空间内,接受工艺介质(热风、空气、潮气)的处理。经处理后的烟草物料在主动轴末端离开网板,落入下游出料设备,进入后续工艺环节。物料分离后的网板从主动轴端向被动轴端返程,等待承载新的物料,实现循环往复工作。在长时间的工作过程中,由于网板网孔较小,碎烟片、烟沫和烟叶渗出的烟油等易堵塞网孔。网孔堵塞后,工艺介质将很难穿透网板,发生网孔堵塞区域的物料将难以保证工艺指标。由于烟片复烤机为打叶复烤线的关键设备,设备一旦开机,通常将长时间保持运行状态。然而,为保证工艺指标,烟片复烤机不得不停机维护,人工检查网板网孔堵塞的位置,并人工疏通网孔。这将给生产组织带来极大的压力,同时也增加了料头料尾的损耗。
4.因此,需研制一种安全可靠,疏通效果好的循环运转网板网孔堵塞在线检测疏通装置是解决上述技术问题的关键所在。
技术实现要素:
5.针对上述背景技术中存在的诸多缺陷与不足,本发明对此进行了改进和创新,目的在于提供一种能够实现设备不停机、快捷高效的在线检测循环运转网板网孔的堵塞位置,并在线疏通,达到在保证工艺指标的前提下,避免设备频繁停机维保,同时也减小了料头料尾的损耗。
6.为解决上述问题并达到上述的发明目的,本发明一种循环运转网板网孔堵塞的在线检测疏通装置是通过采用下列的设计结构以及采用下列的技术方案来实现的:
7.作为本发明一种循环运转网板网孔堵塞的在线检测疏通装置的改进,包括与物料输送机构(1)搭配工作的控制系统(2),物料输送机构(1)包括循环运转网板(11),还包括背光检测模块(3),背光检测模块(3)设置于循环运转网板(11)一侧,用于照射循环运转网板(11);
8.视觉检测装置(4),视觉检测装置(4)设置于循环运转网板(11)另一侧,用于检测光线透过循环运转网板网孔的情况;
9.疏通装置(5),疏通装置(5)沿循环运转网板(11)宽度方向设置,疏通装置(5)用于对循环运转网板网孔堵塞的区域进行喷吹或清扫,以疏通堵塞网孔;
10.其中,背光检测模块(3)和视觉检测装置(4)以及疏通装置(5)均与控制系统(1)连接。
11.作为本发明上述的改进,所述背光检测模块(3)包括背光光源,背光光源设置在循环运转网板返程段的正面或反面,用于照射循环运转网板(11)。
12.作为本发明上述的进一步改进,所述视觉检测装置(4)设置在循环运转网板返程段的背面或正面,其中,视觉检测装置(4)与背光检测模块(3)位于循环运转网板(11)两侧,且呈相对设置。
13.作为本发明上述的更进一步改进,所述视觉检测装置(4)还用于向控制系统(2)提供循环运转网板网孔图像,或直接向控制系统(2)提供循环运转网板堵塞网孔的坐标。
14.作为本发明上述的又进一步改进,所述疏通装置(5)为喷吹装置或激光清扫装置,疏通装置(5)沿循环运转网板(11)宽度方向设置至少一排喷嘴或激光头。
15.作为本发明上述的再进一步改进,所述疏通装置(5)设置在循环运转网板(11)返程段正面,或是设置在循环运转网板(11)返程段背面,或者是错开一定距离分别设置于循环运转网板(11)两侧。
16.作为本发明上述的再更进一步改进,所述疏通装置(5)沿循环运转网板(11)运行方向,设置在视觉检测装置(4)下游。
17.作为本发明上述的又再更进一步改进,所述疏通装置(5)还可沿循环运转网板(11)宽度方向布设多个疏通区,通过控制系统(2)根据循环运转网板网孔堵塞的坐标精确控制某一区喷嘴喷射或激光清扫。
18.作为本发明上述的又再更加进一步改进,一种循环运转网板网孔堵塞的在线检测疏通方法,该在线检测疏通方法包括如下步骤:
19.步骤1,设备开机运行,网板(112)开始循环运转,背光检测模块(3)通电打开,视觉检测装置(4)及疏通装置(5)等同步启动待命;
20.步骤2,网板(112)经过安装固定在机架上的触发开关处时,触发开关发出信号,并对网板(112)进行编号;
21.步骤3,视觉检测装置(4)对经过的网板(112)拍照;
22.步骤4,视觉检测装置(4)将所拍摄照片上光点与全通网板光点数量对比,如果所拍摄照片上光点与全通网板光点数量一致,则判断网板(112)无堵塞,后续疏通装置(5)不动作;如果所拍摄照片上光点数量小于全通网板光点数量,则判断网板(112)有堵塞;
23.步骤5,如果判断网板(112)有堵塞,视觉检测装置(4)通过对比所拍摄照片上暗点与全通网板光点位置,获取暗点坐标并向控制系统(2)传递暗点坐标;
24.步骤6,控制系统(2)将获得的暗点坐标与记录的暗点坐标对比,如果暗点坐标与前两次记录的暗点坐标一致,则判断堵塞严重,无法疏通或清理,控制系统(2)发出报警信号提醒人工处理,设备将继续运行;如果暗点坐标与前两次记录的暗点坐标不一致,则控制系统(2)自动计算堵塞位置到达疏通装置(5)处的时间;
25.步骤7,当堵塞位置到达疏通装置(5)处时,压缩空气喷出疏通堵塞位置或激光发射出清理堵塞位置,直到堵塞位置离开疏通装置(5)工位;
26.步骤8,装置按步骤1至步骤7循环工作,实现对循环运转网板(11)的不停机在线检测及疏通。
27.作为本发明上述的还更加进一步改进,所述控制系统(2)为计算机或单片机或是plc。
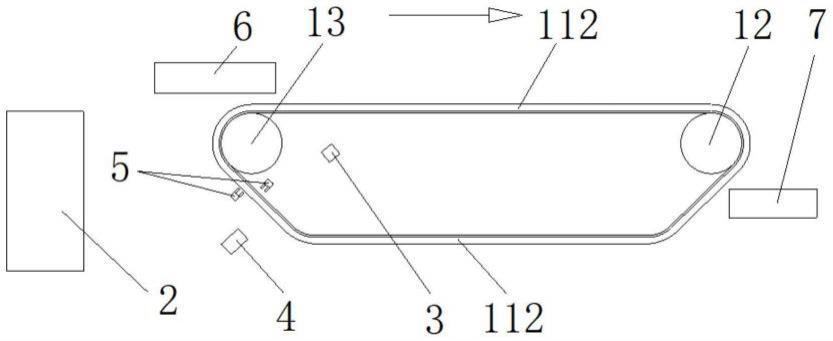
28.工作原理是:使用时,在网板循环运转过程中,与物料分离后的网板(112)在返程段运行至背光检测模块(3)处时,背光光源在循环运转网板(11)一侧照射网板(112);经背光光源的照射,光线可透过网板网孔照射至网板(112)另外一侧;与背光检测模块(3)相对设置的视觉检测装置(4)通过检测光线透过网板网孔的情况,将图像传给控制系统(2)以便其进行处理得到网孔堵塞的坐标或者视觉检测装置(4)自行处理图像后向控制系统(2)提供网孔堵塞的坐标;同时,控制系统(2)实时与物料输送机构(1)的单机电控通讯,获取循环运转网板(11)运转速度;控制系统(2)根据获取的堵塞网孔坐标及网板(112)运转速度,在网板(112)运转至疏通装置(5)处时,控制疏通装置(5)的喷嘴(或激光头),准确对网孔堵塞的区域进行压空喷吹(或发射激光),通过高压压缩空气(或激光)将堵塞网孔吹通(或疏通)。如此往复,实现物料输送机构(1)网板网孔堵塞的不停机在线检测及疏通。
29.本发明与现有技术相比所产生的有益效果是:
30.1、本发明能够实现快捷高效的检测循环运转网板网孔的堵塞位置,并疏通,使设备工作工况保持一致,有利于保证产品工艺指标的稳定。
31.2、本发明能够实现设备不停机在线检测和疏通的堵塞位置,避免设备频繁停机维保,减小了料头料尾的损耗。
32.3、本发明能够实现网板堵塞的自动检测和自动疏通,尽量避免人工的介入,减小了企业的用工成本。
33.4、本发明设计合理、安全可靠、疏通效果好,可以自动准确对网孔堵塞区域喷吹或激光清扫,以减少压空或电能耗量,节约能耗。
附图说明
34.下面结合附图对本发明的具体实施方式作进一步详细的说明,其中:
35.图1是本发明的使用状态图;
36.图2是本发明的循环运转网板设备的侧面示意图;
37.图3是本发明循环运转网板(11)部件的平面示意图;
38.图4是本发明的工作流程图。
39.其中,图中标号:1—物料输送机构,11—循环运转网板,12—主动轴,13—被动轴,111—环形旁链,112—网板,113—侧护板,2—控制系统,3—背光检测模块,4—视觉检测装置,5—疏通装置,6—上游进料设备,7—下游出料设备。
具体实施方式
40.为了使本发明实现的技术手段、创造特征、达成目的与功效易于明白了解,下面结合附图以及具体实施方式对本发明的技术方案作更进一步详细的说明,需要说明的是,在
不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
41.如说明书附图所示的一种循环运转网板网孔堵塞的在线检测疏通装置,包括与物料输送机构1搭配工作的控制系统2,物料输送机构1包括循环运转网板11,还包括背光检测模块3,背光检测模块3设置于循环运转网板11一侧,用于照射循环运转网板11;
42.视觉检测装置4,视觉检测装置4设置于循环运转网板11另一侧,用于检测光线透过循环运转网板网孔的情况;
43.疏通装置5,疏通装置5沿循环运转网板11宽度方向设置,疏通装置5用于对循环运转网板网孔堵塞的区域进行喷吹或清扫,以疏通堵塞网孔;
44.其中,背光检测模块3和视觉检测装置4以及疏通装置5均与控制系统1连接。
45.进一步的,背光检测模块3包括背光光源,背光光源设置在循环运转网板返程段的正面或反面,用于照射循环运转网板11。
46.在本发明中,背光光源设在循环运转网板返程段,位置可以是循环运转网板11正面,也可以是循环运转网板11背面。
47.进一步的,视觉检测装置4设置在循环运转网板返程段的背面或正面,其中,视觉检测装置4与背光检测模块3位于循环运转网板11两侧,且呈相对设置。
48.在本发明中,视觉检测装置4设在循环运转网板返程段,且视觉检测装置4与背光光源相对,视觉检测装置4可以设置在是循环运转网板11背面,也可以是循环运转网板11正面。
49.具体的,视觉检测装置4还用于向控制系统2提供循环运转网板网孔图像,或直接向控制系统2提供循环运转网板堵塞网孔的坐标。
50.进一步的,疏通装置5为喷吹装置或激光清扫装置,疏通装置5沿循环运转网板11宽度方向设置至少一排喷嘴或激光头。
51.在本发明中,当疏通装置5采用喷吹装置时,喷吹装置可直接利用厂房管网压缩空气,也可自带空气压缩机及气包;疏通装置5沿循环运转网板11宽度方向可设一排喷嘴或激光头,也可可设多排喷嘴或激光头;喷吹装置或激光清扫装置采用高压压缩空气或激光对循环运转网板网孔堵塞的区域进行喷吹或清扫以疏通堵塞网孔。
52.更具体的,疏通装置5设置在循环运转网板11返程段正面,或是设置在循环运转网板11返程段背面,或者是错开一定距离分别设置于循环运转网板11两侧。
53.进一步的,疏通装置5沿循环运转网板11运行方向,设置在视觉检测装置4下游。
54.进一步的,疏通装置5还可沿循环运转网板11宽度方向布设多个疏通区,通过控制系统2根据循环运转网板网孔堵塞的坐标精确控制某一区喷嘴喷射或激光清扫。
55.一种循环运转网板网孔堵塞的在线检测疏通方法,该在线检测疏通方法包括如下步骤:
56.步骤1,设备开机运行,网板112开始循环运转,背光检测模块3通电打开,视觉检测装置4及疏通装置5等同步启动待命;
57.步骤2,网板112经过安装固定在机架上的触发开关处时,触发开关发出信号,并对网板112进行编号;
58.步骤3,视觉检测装置4对经过的网板112拍照;
59.步骤4,视觉检测装置4将所拍摄照片上光点与全通网板光点数量对比,如果所拍摄照片上光点与全通网板光点数量一致,则判断网板112无堵塞,后续疏通装置5不动作;如果所拍摄照片上光点数量小于全通网板光点数量,则判断网板112有堵塞;
60.步骤5,如果判断网板112有堵塞,视觉检测装置4通过对比所拍摄照片上暗点与全通网板光点位置,获取暗点坐标并向控制系统2传递暗点坐标;
61.步骤6,控制系统2将获得的暗点坐标与记录的暗点坐标对比,如果暗点坐标与前两次记录的暗点坐标一致,则判断堵塞严重,无法疏通或清理,控制系统2发出报警信号提醒人工处理,设备将继续运行;如果暗点坐标与前两次记录的暗点坐标不一致,则控制系统2自动计算堵塞位置到达疏通装置5处的时间;
62.步骤7,当堵塞位置到达疏通装置5处时,压缩空气喷出疏通堵塞位置或激光发射出清理堵塞位置,直到堵塞位置离开疏通装置5工位;
63.步骤8,装置按步骤1至步骤7循环工作,实现对循环运转网板11的不停机在线检测及疏通。
64.具体的,控制系统2为计算机或单片机或是plc。
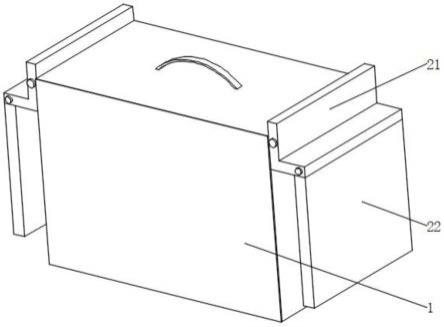
65.以下以打叶复烤线烟片复烤机为例对背景技术进行说明。如附图1所示,烟片复烤机包括循环运转网板11和用于驱动循环运转网板11运转的主动轴12和被动轴13;循环运转网板11包括彼此呈相对布置的环形旁链111、网板112和设置在网板112两侧的侧护板113,网板112包括冲孔网板或钢丝编织网,网板112和侧护板113均固定在两环形旁链111上,随左、右两侧的环形旁链111运转,网板112上有开设有网板网孔,构成具有一定宽度的环状网板;循环运转网板11通过左、右两侧的环形旁链111被主动轴12两端均设传动齿轮和被动轴13两端均设传动齿轮张紧并同时驱动,以循环运转网板运行方向为运转方向,实现网板的循环运转。
66.在网板运转过程中,循环运转网板运行路径分为张紧段和返程段,主动轴12和被动轴13上方之间循环运转网板运行的路径为张紧段,主动轴12和被动轴13下方循环运转网板运行的路径为返程段;
67.在网板112与两侧的侧护板113之间形成一个存料空间,设备生产时,烟草物料经上游进料设备6输送后,烟草物料被送至被动轴13一端的物料输送机构1上,烟草物料从被动轴13一端被送至网板上并收拢在此空间内,接受工艺介质热风、空气、潮气的处理,经处理后的烟草物料在主动轴12末端离开网板,落入下游出料设备7,进入后续加工工艺环节。
68.与物料分离后的循环运转网板11从主动轴12端向被动轴13端返程,等待承载新的物料,实现循环往复工作。在长时间的工作过程中,由于网板网孔较小,碎烟片、烟沫和烟叶渗出的烟油等易堵塞网孔。网孔堵塞后,工艺介质将很难穿透网板,发生网孔堵塞区域的物料将难以保证工艺指标。由于烟片复烤机为打叶复烤线的关键设备,设备一旦开机,通常将长时间保持运行状态;为保证工艺指标,烟片复烤机不得不停机维护,人工检查网板网孔堵塞的位置,并人工疏通网孔,这将给生产组织带来极大的压力,同时也增加了料头料尾的损耗。
69.以下以打叶复烤线烟片复烤机为例对本发明专利所提出的技术进行说明。从上述背景技术的描述可知,烟片复烤机循环运转网板网孔堵塞后,存在以下二个问题:一、网板网孔的堵塞在线检测;二、网板网孔的在线疏通。针对以上问题,本发明专利采取以下方法
解决存在的问题:
70.在网板循环运转过程中,与物料分离后的网板112在返程段运行至背光检测模块3处时,背光光源在循环运转网板11一侧照射网板112;经背光光源的照射,光线可透过网板网孔照射至网板112另外一侧;视觉检测装置4通过检测光线透过网板网孔的情况,将图像传给控制系统2以便其进行处理得到网孔堵塞的坐标或者视觉检测装置4自行处理图像后向控制系统2提供网孔堵塞的坐标;同时,控制系统2实时与烟片复烤机单机电控通讯,获取循环运转网板11运转速度;控制系统2根据获取的堵塞网孔坐标及网板112运转速度,在网板112运转至疏通装置5处时,控制疏通装置5的喷嘴或激光头,准确对网孔堵塞的区域进行压空喷吹或发射激光,通过高压压缩空气或激光将堵塞网孔吹通或疏通。如此往复,实现烟片复烤机网板网孔堵塞的不停机在线检测及疏通。由于控制系统2可精确控制压空喷吹或激光发射的区域和时间,可提高喷吹到网孔堵塞区域的压缩空气压力,提高堵塞网孔疏通概率,同时减少压空或电能的消耗,节约能源。
71.疏通装置5的具体工作流程详见附图4所示。网板112通常由很多片小网板组成闭环网板,在每一片小网板上可设触发机构,在固定不动的烟片复烤机机架上可设触发开关。当网板112循环运转起来后,每一片小网板运行到合适位置时触发开关发出信号,视觉检测装置4根据此触发信号拍照,确保被拍照的小网板正对视觉检测装置4的摄像头;拍到的照片视野相对较大,画面中除了需检测的小网板外,不可避免的还有其他网板,由于每片小网板尺寸固定,视觉检测装置4可采用缩小及调整roi关注区域的方式剔除其余画面,仅对包含待测单片或多片小网板的画面进行检测和分析处理。视觉检测装置4通过对比roi内光点的数量与全通网板光点数量来判断网板网孔是否堵塞。如果roi内光点的数量等于全通网板光点数量,则判断为网板网孔无堵塞,系统不动作,网板112的检测疏通清理流程结束。如果roi内光点的数量小于全通网板光点数量,则判断为网板网孔存在堵塞,视觉检测装置4进一步对比roi内暗点位置与全通网板光点位置,可获知暗点坐标并向控制系统2输出暗点坐标,控制系统2比对当前收到的坐标与前二次坐标是否一致,当二者不一致的话,控制系统2计算暗点位置到达疏通装置5的时间,并进行倒计时,倒计时结束的时候,疏通装置5启动,进行自动疏通或清理;倒计时未结束则等待。假如当前收到的坐标与前二次坐标一致的话,说明此处存在难以自动疏通或清理的堵塞,控制系统2发出声光报警等信号,提醒人工处理,系统同时进行原设计的疏通或清理动作,网板112也正常运行,不影响生产。
72.最后,需要说明的是,以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。