1.本实用新型属于汽车发动机冷却水泵制造设备领域,尤其是一种智能化双斜锲轴承轴端面辅助支撑机构。
背景技术:
2.汽车发动机冷却水泵主要包括中心轴、水封、叶轮、轮毂或者皮带轮,在中心轴上压装水封、叶轮、轮毂或者皮带轮时,需要在产品装夹时对中心轴端面提供辅助支撑力,保证产品在压装水封、叶轮、轮毂或者皮带轮过程中,中心轴不被压窜。
3.目前,采用两种方式给予中心轴端面支撑力:第一种是采用单斜锲滑块方式,第二种是采用油压抱紧缸方式。采用第一种单斜锲滑块方式,在给予中心轴单面支撑力时,气缸推动滑块机构的力大小不可控,在产品装夹时,因轴承游隙的影响,导致压装尺寸不稳定;第二种是采用油压抱紧缸方式,当前市面上的油压抱紧缸给予的支撑力无法实现较大吨位产品压装。
技术实现要素:
4.本实用新型提供了一种智能化双斜锲轴承轴端面辅助支撑机构,目的是为了解决现有方式存在压装质量不可控及无法压装大吨位产品的问题。
5.为了解决上述技术问题,本实用新型的技术方案是:一种智能化双斜锲轴承轴端面辅助支撑机构,其特征在于:包括壳体、支撑组件、传感式浮动组件、径向斜锲锁紧机构、轴向斜锲锁紧机构、定位工装和控制器,支撑组件限位于壳体的导向腔内,传感式浮动组件固定于壳体的底部上,支撑组件通过浮动组件作上下浮动,传感式浮动组件用于获取工件中心轴受力和位移信号,径向斜锲锁紧机构和轴向斜锲锁紧机构固定于壳体上,径向斜锲锁紧机构与轴向斜锲锁紧机构配合用于锁紧支撑组件,定位工装设置于壳体的顶部上,定位工装用于定位工件,支撑组件用于消除工件中心轴的游隙,控制器根据受力信号和位移信号控制径向斜锲锁紧机构和轴向斜锲锁紧机构。
6.对上述技术方案进一步地限定,所述支撑组件包括支撑块、主支撑杆、副支撑杆,支撑块与主支撑杆可拆卸式连接,支撑块用于支撑工件的中心轴,主支撑杆为台阶轴状,主支撑杆与壳体的导向腔限位配合,副支撑杆的一端与主支撑杆可拆卸式连接,副支撑杆的另一端与浮动组件连接。
7.对上述技术方案进一步地限定,所述浮动组件包括筒体、力传感器、回位弹簧和位移传感器,筒体与壳体的底部连接,力传感器、回位弹簧和位移传感器在筒体内从下至上依次设置,位移传感器与副支撑杆的另一端连接。
8.对上述技术方案进一步地限定,所述径向斜锲锁紧机构包括径向支座、径向锲块、轴向锲块、滚轮、径向气缸,径向支座与壳体的侧面连接,径向锲块和轴向锲块能在径向支座内滑动,径向锲块上的斜面与主支撑杆侧部上的斜面相贴合,轴向锲块的斜面与固定在径向锲块上的滚轮为滚动摩擦,轴向锲块通过径向气缸推动径向锲块,径向气缸与径向支
座连接。
9.对上述技术方案进一步地限定,所述轴向斜锲锁紧机构包括轴向支座、锲块、轴向气缸,轴向支座与壳体的侧面连接,锲块能在轴向支座内滑动,锲块上的斜面与主支撑杆底部上的斜面相贴合,轴向气缸用于驱动锲块,轴向气缸与轴向支座连接;所述锲块上设有槽孔,槽孔用于副支撑杆从锲块内穿过。
10.对上述技术方案进一步地限定,所述定位工装包括底板和定位块,定位块定位于底板上,定位块用于定位工件,工件的中心轴通过定位块与支撑块、主支撑杆保持同轴度。
11.有益效果:智能化双斜锲轴承轴端面辅助支撑机构安装在伺服压机上,通过控制器,可以时时检测水泵产品在压装过程中的受力情况及是否发生窜动,降低了产品废品率;采用双斜锲锁紧机构可以实现较大吨位产品的压装;本实用新型结构简单,生产成本低,通用性好,锁紧力可调,还能记录产品生产过程信息。
附图说明
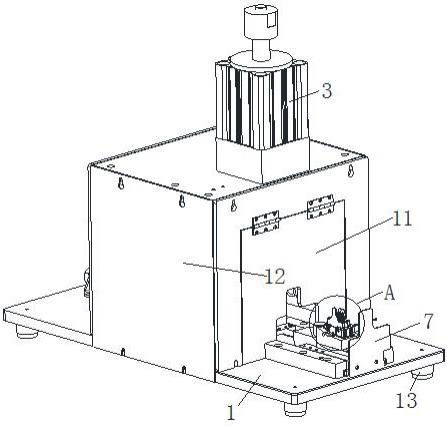
12.图1是本实用新型的结构示意图。
13.图2是图1的仰视图。
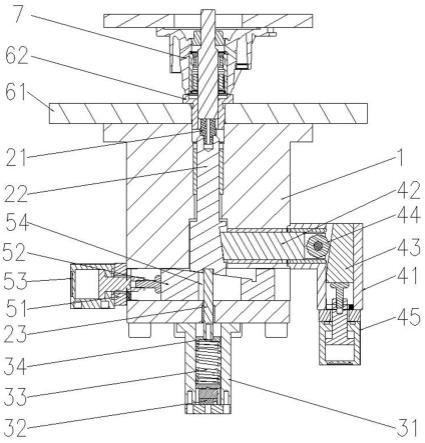
14.图3是本实用新型的剖视图。
15.图4是本实用新型中位移传感器连接示意图。
具体实施方式
16.如图1和图2所示,一种智能化双斜锲轴承轴端面辅助支撑机构,包括壳体1、支撑组件2、传感式浮动组件3、径向斜锲锁紧机构4、轴向斜锲锁紧机构5、定位工装6和控制器,支撑组件限位于壳体的导向腔内,传感式浮动组件固定于壳体的底部上,支撑组件通过浮动组件作上下浮动,传感式浮动组件用于获取工件中心轴受力和位移信号,径向斜锲锁紧机构和轴向斜锲锁紧机构固定于壳体上,径向斜锲锁紧机构与轴向斜锲锁紧机构配合用于锁紧支撑组件,定位工装设置于壳体的顶部上,定位工装用于定位工件,支撑组件用于消除工件中心轴的游隙,控制器根据受力信号和位移信号控制径向斜锲锁紧机构和轴向斜锲锁紧机构;
17.如图3所示,所述支撑组件2包括支撑块21、主支撑杆22、副支撑杆23,支撑块与主支撑杆可拆卸式连接,支撑块用于支撑工件的中心轴,主支撑杆为台阶轴状,主支撑杆与壳体的导向腔限位配合,副支撑杆的一端与主支撑杆可拆卸式连接,副支撑杆的另一端与浮动组件连接;所述支撑块根据工件中心轴的直径更换为相适配的,有利提高通用性;采用螺纹结构实现可拆卸式连接,有利装配和后期维护;
18.如图3所示,所述浮动组件3包括筒体31、力传感器32、回位弹簧33和位移传感器34,筒体与壳体的底部连接,力传感器、回位弹簧和位移传感器在筒体内从下至上依次设置,位移传感器与副支撑杆的另一端连接;此结构简单,生产成本低,集成为一体有利于延长使用寿命;
19.如图1和图4所示,所述力传感器型号:jlbu-1-20kg;所述位移传感器34采用拉杆式位移传感器ktm25 同时配万向节;即位移传感器固定在壳体上,移传感器的滑杆伸入至筒体,滑杆与副支撑杆的另一端连接;为了不干涉滑杆滑动,在筒体的侧面上设有导向滑槽
35;
20.如图3所示,所述径向斜锲锁紧机构4包括径向支座41、径向锲块42、轴向锲块43、滚轮44、径向气缸45,径向支座与壳体的侧面连接,径向锲块和轴向锲块能在径向支座内滑动,径向锲块上的斜面与主支撑杆侧部上的斜面相贴合,轴向锲块的斜面与固定在径向锲块上的滚轮为滚动摩擦,轴向锲块通过径向气缸推动径向锲块,径向气缸与径向支座连接;此机构通过斜面控制力的大小,可以实现微调,提高控制精度;采用双锲块结构可以增大作用力;滚动摩擦的摩擦系数较小,有利于提高控制精度和保持工作稳定性;
21.如图3所示,所述轴向斜锲锁紧机构5包括轴向支座51、锲块52、轴向气缸53,轴向支座与壳体的侧面连接,锲块能在轴向支座内滑动,锲块上的斜面与主支撑杆底部上的斜面相贴合,轴向气缸用于驱动锲块,轴向气缸与轴向支座连接;所述锲块上设有槽孔54,槽孔用于副支撑杆从锲块内穿过;
22.如图3所示,所述定位工装6包括底板61和定位块62,定位块定位于底板上,定位块用于定位工件,工件的中心轴通过定位块与支撑块、主支撑杆保持同轴度;此结构简单,制作成本低,定位块根据工件中心轴的直径更换为相适配的,有利提高通用性;
23.所述控制器在本领域属于常规设备,未在图中示意;所述力传感器、回位弹簧通过传感器线束与控制器通信连接。
24.本实用新型工作原理:1)工件装夹:定位工装中,底板上的定位孔与壳体的导向腔呈同心设置,放置定位块,定位块的下端插入至导向腔内,工件7放置于定位块上,定位块的凸台端用于支撑工件的壳体,工件的中心轴位于定位块的中心孔内且与支撑块接触;所述工件是指:含中心轴的泵壳;即中心轴为轴带轴承,中心轴先预装于泵壳内;游隙指的是:在压装中,轴带轴承轴向的位移量。2)工件装夹到位后,支撑组件压缩回位弹簧,此时,力传感器和位移传感器产生信号,控制器(plc编程器)根据受力信号选择对应的程序启动锁紧机构,径向斜锲锁紧机构与轴向斜锲锁紧机构配合用于锁紧支撑组件,即限制了主支撑杆的六个自由度;锁紧机构的目的是为了抵消支撑组件所受的压力,即压装机施加于工件上的压力。控制器将位移传感器此时的位置记为零,在压装叶轮或者轮毂时,若主支撑发生窜动,位移传感器将窜动量(中心轴的游隙)传递至控制器并显示报警,停止作业,将该数据纳入产品生产过程信息管理;需要技术人员调节锁紧机构后,再进行作业。
25.本实用新型采用双斜锲滑块机构,在该机构上增加高精度力传感器和位移传感器,力传感器可以检测产品夹紧时,轴端面的受力大小,通过plc控制可以了解产品的装夹形态;通过位移传感器可以检测在压装水封、叶轮、轮毂或者皮带轮在压装过程中斜锲机构是否发生松动,中心轴是否窜动;采用的斜锲机构也可实现较大吨位产品的压装。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。