1.本技术涉及无尘布生产设备技术领域,尤其是涉及一种卷轴无尘布的自动粘尘设备。
背景技术:
2.目前,无尘布一般指无尘擦拭布。无尘布又名无尘擦拭布,由100%聚酯纤维双编织而成,表面柔软,易于擦拭敏感表面,摩擦不脱纤维,具有良好的吸水性及清洁效率。
3.相关技术中无尘布在裁切收卷成盘状后,其轴向端部仍存留有部分细毛等杂物,目前的解决手段是通过手动进行清理清除,效率低下,因此需要改进。
技术实现要素:
4.为了提高卷轴无尘布的除尘效率,本技术提供一种卷轴无尘布的自动粘尘设备。
5.本技术提供的一种卷轴无尘布的自动粘尘设备采用如下的技术方案:
6.一种卷轴无尘布的自动粘尘设备,包括机架、粘尘机构以及输送机构,所述输送机构设置于机架以用于输送物料;所述粘尘机构包括粘尘膜、放卷辊、压辊、收卷辊以及驱动装置,所述放卷辊、压辊、收卷辊均与机架转动连接,所述粘尘膜于放卷辊放出,并经过压辊后于收卷辊上卷收,所述压辊以用于驱使粘尘膜的粘附面与物料面接触,所述驱动装置与收卷辊连接以驱动收卷辊转动收料。
7.通过采用上述技术方案,利用输送机构的输送作用,带动物料向前行进,通过粘尘机构自动对物料进行自动化的粘尘去除,其实施方式是通过通过驱动装置、放卷辊、压辊以及收卷辊实现带动粘尘膜的运动,利用压辊将压着粘尘膜与物料接触,利用粘尘膜的粘附作用将物料上的粉尘粘附去除,然后粘附有粉尘的粘尘在收卷辊处再收卷回收处理,如此将对物料进行自动化的除尘处理,提高卷轴无尘布的除尘效率。
8.优选的,所述粘尘机构分为位于物料上侧的上粘尘机构以及位于物料下侧的下粘尘机构,所述上粘尘机构以及下粘尘机构均包括粘尘膜、放卷辊、压辊、收卷辊以及驱动装置,所述上粘尘机构中的粘尘膜经过对应压辊下端;所述下粘尘机构中的粘尘膜经过对应压辊的上端,所述输送机构包括若干段间隔设置的传送带,所述下粘尘机构的压辊位于任意相邻两段传送带之间,且上端面与传送带上端面齐平设置。
9.通过采用上述技术方案,通过设置上粘尘机构以及下粘尘机构对物料的两端面进行粘尘,减少翻面粘尘的过程,进一步提高除尘效率。而由于位于输送机构需要起到输送以及承载作用,使得物料下侧的粘尘操作就变得复杂,因此将输送机构设置呈若干段,在相邻两段传送带之间设置下粘尘机构对物料下端面进行除尘,同时该位置的下粘尘机构中的压辊不仅仅是使得粘尘膜与物料下端面接触,同时在此处压辊也是作为支撑以及输送作用,下粘尘机构与传送带的布局更为紧凑合理,同时也进一步提高除尘效率。
10.优选的,所述机架上还沿物料行进方向设置有若干以用于牵引粘尘膜的导料辊,所述压辊沿物料行进方向排布设置有若干件,所述粘尘膜依次间隔穿设至各压辊以及导料
辊上。
11.通过采用上述技术方案,通过在机架上设置若干导料辊,利用导料辊的牵引作用,同时设置若干压辊,延长自动粘尘设备的生产线长度,增加粘尘膜与物料的接触点,更充分的对物料进行粘附除尘作用。
12.优选的,各所述导料辊上均设置有防粘层。
13.通过采用上述技术方案,由于在粘尘膜的导料过程中,粘尘膜在压辊处是粘尘面位于压辊外侧以使得粘尘膜的粘附面与物料端面接触,因此粘尘膜在绕至导料辊处时,粘尘膜的粘附面是与导料辊表面接触的,为减少粘尘膜的粘附面上的胶粘至导料辊上,将在导料辊上设置有防粘层。
14.优选的,所述机架上还安装有以用于下压物料的辅助辊,所述辅助辊位于下粘尘机构的压辊的正上侧;所述辅助辊以及上粘尘机构的压辊上侧均设置有弹性组件,所述弹性组件以用于控制辅助辊以及压辊进行弹性升降。
15.通过采用上述技术方案,由于物料在行进至下粘尘机构的压辊对应的位置上方时,物料的上侧缺少压力作用,仅靠重力作用使得物料与下粘尘机构的粘尘膜接触,物料下端面的除尘效果较差,因此将在机架上安装有位于下粘尘机构正上侧的辅助辊,利用辅助辊的压力作用使得物料下端面更好的与下侧的粘尘膜接触;同时,设置弹性组件将可实现对辅助辊对物料的弹性压力,使得物料可以更充分的粘尘膜接触,进一步提高除尘效率。
16.优选的,所述弹性组件包括连接杆、安装板、弹簧以及限位件,所述辅助辊以及压辊均与连接杆下端转动连接,所述安装板位于压辊上侧且机架固定连接,所述连接杆上端与安装板滑移连接,所述弹簧套设至连接杆上,所述弹簧下端与连接杆抵接,上端与安装板抵接,所述限位件与连接杆螺纹连接且抵接至安装板远离弹簧的一端。
17.通过采用上述技术方案,通过连接杆、安装板、弹簧以及限位件实现弹性组件的弹性作用,其具体实施方式为,通过将安装板安装至机架上,实现弹性组件的安装承载主体,通过连接杆与辅助辊以及压辊转动连接,连接杆与安装板滑移连接,利用弹簧实现驱动连接杆向下滑移回复初始位置的状态,利用限位件的限位作用将可以配合弹簧实现辅助辊以及压辊的弹性活动作用,同时限位件与连接杆螺纹连接,可以调节连接杆下伸的长度,进而控制弹簧的张紧度,便于控制辅助辊以及压辊对物料的压紧度,进一步提高除尘效果。
18.优选的,所述机架包括基座以及安装架,所述基座一侧设置有升降组件,所述上粘尘机构以及辅助辊均安装至至安装架,所述升降组件包括丝杆、驱动电机以及导向杆,所述驱动电机安装至基座一侧,所述丝杆同轴固定至驱动电机的输出端,所述丝杆以及导向杆均轴线竖向设置,所述丝杆与安装架螺纹连接,各所述导向杆下端均与基座安装固定,且上端均与安装架滑移连接。
19.通过采用上述技术方案,通过将上粘尘机构安装至安装架上,通过升降组件控制安装架进行升降,进而实现上粘尘机构与输送机构之间的高度差,适应不同高度规格的物料的除尘需求,进一步提高适用性。同时升降组件采用的是电机丝杆传动的方式进行驱动升降,利用导向杆的导向作用,便于安装架的稳定升降操作。
20.优选的,所述安装架下侧还垫设有毛毡橡胶垫,所述毛毡橡胶垫水平两端设置有嵌接槽,所述嵌接槽均包裹至相邻导向柱周侧。
21.通过采用上述技术方案,由于升降调节后的安装架的主要承重力是集中在丝杆
上,因此将在安装架下侧安装有毛毡橡胶垫,提供支撑作用,同时利用毛毡橡胶垫的弹性作用对安装架起到缓冲减震的作用,减少丝杆的螺牙的磨损,同时在毛毡橡胶垫的两端设置有嵌接槽,利用嵌接槽的嵌接作用将可以提高毛毡橡胶垫与导向杆的连接作用,进一步提高毛毡橡胶垫的安装稳定性。
22.优选的,所述机架的进料端还设置有活动设置有拦截板,所述机架上还设置有用于控制拦截板启闭的控制组件,所述拦截板靠近进料端的一侧设置。
23.通过采用上述技术方案,通过在机架的进料端设置有拦截板以及控制组件,通过先利用拦截板将物料拦截,待放置多件后,同时放行操作,便于实现多件物料同步行进,进而实现多件物料同步同时进行除尘操作,进一步提高除尘效率。
24.优选的,所述控制组件包括红外检测装置、驱动源以及控制器,所述驱动源安装至机架上且其活动端与拦截板上端连接,所述驱动源以用于驱动拦截板升降设置,所述驱动源与控制器电连接设置,所述红外检测装置以用于检测工件是否抵达拦截板处。
25.通过采用上述技术方案,通过红外检测装置检测工件是否到达工位,待各工位均检测到物料后,将信息反馈至控制器,控制器将控制驱动源控制拦截板上升实现对物料的放行,进一步实现智能化操作,提高除尘的执行效率。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.通过设置粘尘机构以及输送机构,利用粘尘机构对行进中的输送机构进行除尘操作,进而实现物料的自动化除尘操作,进一步提高卷轴无尘布的除尘效率;
28.通过设置设置上粘尘机构以及下粘尘机构,并将输送机构设置呈若干段传送带,以便于对物料的两端面进行有效的除尘,将进一步提高除尘效率;
附图说明
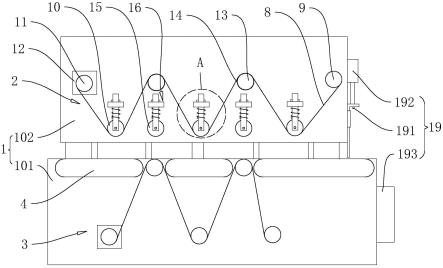
29.图1是本技术实施例的自动粘尘设备的主视结构示意图。
30.图2是本技术实施例的自动粘尘设备的后视结构示意图。
31.图3是本技术实施例的毛毡橡胶垫与导向柱的俯视结构示意图。
32.图4是图1的a局部放大示意图。
33.附图标记说明:
34.1、机架;101、基座;102、安装架;2、上粘尘机构;3、下粘尘机构;4、传送带;5、升降组件;51、丝杆;52、驱动电机;53、导向杆;6、毛毡橡胶垫;7、嵌接槽;8、粘尘膜;9、放卷辊;10、压辊;11、收卷辊;12、驱动装置;13、导料辊;14、防粘层;15、辅助辊;16、弹性组件;161、连接杆;162、安装板;163、弹簧;164、限位件;17、拦截板;171、竖向拦截部;172、安装部;18、导轨;19、控制组件;191、红外检测装置;192、驱动源;193、控制器。
具体实施方式
35.以下结合附图1-4对本技术作进一步详细说明。
36.本技术实施例公开一种卷轴无尘布的自动粘尘设备。参照图1所示,自动粘尘设备包括机架1、粘尘机构以及输送机构,输送机构设置于机架1以用于输送物料,粘尘机构分为位于物料上侧的上粘尘机构2以及位于物料下侧的下粘尘机构3,通过上粘尘机构2以及下粘尘机构3对输送机构上的物料端面的粉尘进行粘附去除。
37.其中,参照图1、图2所示,机架1包括基座101以及安装架102,基座101外侧设置有升降组件5,上粘尘机构2安装至安装架102上,升降组件5包括丝杆51、驱动电机52以及导向杆53,驱动电机52安装至基座101一侧,丝杆51同轴固定至驱动电机52的输出轴上,丝杆51以及导向杆53的轴线均竖向设置,丝杆51与安装架102螺纹连接,各导向杆53下端均与基座101安装固定,且上端与安装架102滑移连接。
38.进一步的,参照图1、图3所示,安装架102下侧还垫设有毛毡橡胶垫6,毛毡橡胶垫6水平两端设置有嵌接槽7,嵌接槽7均包裹至相邻导向柱周侧。
39.参照图1所示,上粘尘机构2以及下粘尘机构3均包括粘尘膜8、放卷辊9、压辊10、收卷辊11以及驱动装置12,各放卷辊9、压辊10、收卷辊11均与机架1转动连接,成卷的粘尘膜8于放卷辊9放出,并经过压辊10后于收卷辊11上卷收,压辊10以用于驱使粘尘膜8的粘附面与物料面接触,驱动装置12与收卷辊11连接以驱动收卷辊11转动收料。
40.参照图1所示,上粘尘机构2还包括沿物料行进方向设置的若干件以用于牵引粘尘膜8的导料辊13,压辊10也沿物料行进方向排布设置有若干件,粘尘膜8依次间隔穿设绕至各压辊10以及导料辊13上,上粘尘机构2中的粘尘膜8绕设至对应压辊10下侧,实现多点压辊10处压粘尘膜8与物料端面接触的作用。其中,各导料辊13上均设置有防粘层14,本实施例的防粘层14的成型是通过将粘尘膜8粘接包裹至导料辊13上,利用粘尘膜8的一面具有粘性另一面具有防粘性的特点,将可简易实现防粘层14的防粘效果。
41.参照图1所示,下粘尘机构3中的粘尘膜8经过对应压辊10的上端,输送机构包括若干段间隔设置的传送带4,各传动带均安装至基座101上,下粘尘机构3的压辊10位于任意相邻两段传送带4之间,且上端面与传送带4上端面齐平设置。
42.进一步的,参照图1、图4所示,安装架102上还安装有用于下压物料的辅助辊15,辅助辊15位于下粘尘机构3的压辊10的正上侧,辅助辊15以及上粘尘机构2的压辊10均通过设置有弹性组件16安装至安装架102上,通过弹性组件16可以控制辅助辊15以及压辊10弹性下压,提高辅助辊15以及压辊10对物料的抵紧程度。
43.参照图1、图4所示,各弹性组件16均包括连接杆161、安装板162、弹簧163以及限位件164,辅助辊15以及压辊10均与对应连接杆161下端转动连接,安装板162位于压辊10上侧且与安装架102固定连接,连接杆161位于辅助辊15以及压辊10的轴向两端,两连接杆161上端均与安装板162滑移连接,弹簧163套设至连接杆161上,弹簧163的下端与连接杆161抵接,上端与安装板162抵接,限位件164设置为螺母,限位件164与连接杆161螺纹连接且抵接至安装板162远离弹簧163的一侧,限位件164一方面是起到配合对连接杆161进行安装固定的作用,另一方面是起到调节弹簧163抵紧度的作用。
44.参照图1、图2所示,安装架102的进料端还安装有升降滑移设置的拦截板17,拦截板17位于安装架102靠近物料进料的一端,安装架102设置有供拦截板17升降滑移的导轨18,安装架102上还安装有控制拦截板17升降操作的控制组件19。控制组件19包括红外检测装置191、驱动源192以及控制器193,驱动源192设置为气缸,驱动源192安装至机架1上且其活动端与拦截板17上端连接, 驱动源192以用于驱动拦截板17升降设置,驱动源192与控制器193电连接设置,红外检测装置191以用于检测工件是否抵达拦截板17处。其中红外检测装置191的个数根据实际工况需求均布安装物料上侧,拦截板17呈l形状设置,拦截板17包括竖向拦截部171以及安装部172,竖向拦截部171滑移贴合至安装架102一侧,安装部172垂
直安装至拦截板17上端,和红外检测装置191均安装至安装部172下端面。
45.本技术实施例一种卷轴无尘布的自动粘尘设备的实施原理为:工作人员将物料放置于输送机构上,物料行进至拦截板17处停住,待各红外检测装置191均检测到物料时,控制器193控制驱动源192带动拦截板17上升实现放行,物料沿输送机构向前行进,对物料进行多次的粘附除尘,除尘完成后将从另一端输出。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。