1.本实用新型涉及贴胶设备技术领域,具体涉及一种用于立体袋袋口贴胶带自动断带式装置。
背景技术:
2.由于需要进行封口、连接等原因,需要进行贴胶工作。目前,少数贴胶工作需要采用人工手动剪断胶带,再手动拉出胶带,效率极低。故此,市场上出现了可进行贴胶、剪断的工具。例如公开号为“cn215364160u”的文件公开了以下两种技术方案:
3.一种胶带剪断机构,主要包括固定板、摆臂板、第一传送轮、第二传送轮、第三传送轮、切刀、操纵机构和回复机构,上述部件之间的连接关系如上述文件中的附图1-4可直观看出。该技术方案具备以下缺陷:(一)胶带在运输过程中,胶带的胶面会接触传送轮,发生粘接现象,导致出现褶皱,且胶轮长时间使用后,表面胶堆积过多,易粘接灰尘,影响胶带的胶面粘接力;(二)切断时,切刀不动,操纵机构带动摆臂板上摆,胶带相对于切刀运动作切断工作,该切断方式,对胶带的张紧程度要求较高,若胶带整体较松,也即张紧力较小或无张紧力的情况时,切刀无法将胶带切断,故切断工作不稳定性较高;(三)需要手动控制操纵机构进行切断,无法进行全自动切断。
4.贴胶器主要包括上述的胶带剪断机构、把手、胶带盘、前导向轮、后导向轮,切刀的刀刃位置高于前导向轮和后导向轮的下外公切线。该技术方案具备以下缺陷:(一)贴胶、切断时,贴胶器整体需要作直线运动,而布料不动,该种贴胶形式,无法进行持续切断,且需要手动控制贴胶器整体进行移动,操作麻烦,无法适配全自动工作,且在贴胶器在运动过程中,很难保证路线为直线,胶带易褶皱、歪斜。
技术实现要素:
5.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种用于立体袋袋口贴胶带自动断带式装置,切断稳定性良好,切断效率高,构思巧妙,可适用于全自动生产,无需手动,节省人力,降低人体劳动强度。
6.为实现上述目的,本实用新型提供了如下技术方案:一种用于立体袋袋口贴胶带自动断带式装置,包括机架、上料胶辊、压胶机构、切刀,所述上料胶辊铰接于机架上部,所述压胶机构、切刀分布于机架下部,所述机架联动有可对胶带作导向运输的牵引辊组;所述压胶机构包括第一浮动摆臂,所述第一浮动摆臂的一端铰接联动有第一铰接轴,所述第一铰接轴安装于机架上;其特征在于,所述切刀联动有第二浮动摆臂,所述第一浮动摆臂中部与第一浮动摆臂中部铰接,所述第一浮动摆臂中部联动有气缸,所述气缸端部铰接于机架上;所述第二浮动摆臂的一端联动有第一压力弹簧,所述切刀分布于第二浮动摆臂的另一端,所述机架联动有分布于第一铰接轴下方的第二铰接轴,所述第二浮动摆臂上位于与第一压力弹簧联动的一端朝向第一铰接轴方向延伸直至可分离的卡接于第二铰接轴上方。
7.采用上述技术方案,贴胶时,气缸推动第一浮动摆臂的端部下压,与此同时,由于
第二浮动摆臂中部与第一浮动摆臂中部铰接,第二浮动摆臂跟随第一浮动摆臂的端部下压,同时,与第二浮动摆臂另一端联动的第一压力弹簧被拉伸(拉伸状态的第一压力弹积蓄有一定的回弹力),第一浮动摆臂下压直至胶带与物料贴合,作贴胶工作;贴胶完成后需进行切断工作时,气缸带动第一浮动摆臂上抬,于此同时,由于第二浮动摆臂中部与第一浮动摆臂中部铰接,第二浮动摆臂跟随第一浮动摆臂的端部上抬,同时,第一压力弹簧不受拉伸力的限制,并作回弹运动,并带动第二浮动摆臂可绕第二浮动摆臂与第一浮动摆臂的铰接处作转动,从而切刀跟随第一浮动摆臂的端部作下压,直至切刀接触胶带,实现切断工作。
8.由于采取了上述技术方案所提供的连接结构,相较于现有技术,切断方式改变,由胶带主动运动——切刀相对静止的切断方式,改变为胶带与切刀二者均作相对运动的切断方式,切断稳定性良好,切断效率高;进一步的,构思巧妙,仅需采取一组气缸,即可同步驱动第一浮动摆臂、第二浮动摆臂、气缸;且整体可适用于全自动生产,无需手动,节省人力,降低人体劳动强度。
9.上述的一种用于立体袋袋口贴胶带自动断带式装置可进一步设置为:所述第一浮动摆臂联动有分布于靠近切刀一端的吸风组件,所述吸风组件包括呈相对分布胶带下料板与胶带上料板,所述胶带上料板上设有若干组吸风孔,所述吸风孔分布于朝向胶带下料板的端面,所述胶带上料板联动有可与吸风孔导通连接的吸风源。
10.采用上述技术方案,胶带上料板与胶带下料板二者对物料作导向、运输,便于胶带按照既定线路与袋口作粘接;进一步在胶带上料板上增设吸风组件,对胶带的无胶面产生吸风力,胶面的无胶面被吸附于胶带上料板上,防止胶带粘接于胶带下料板上,进一步防止贴胶时产生褶皱;其中,吸风源可采用气动元件。
11.上述的一种用于立体袋袋口贴胶带自动断带式装置可进一步设置为:所述第一浮动摆臂联动有分布于胶带下料板出料一侧的上胶压辊。
12.采用上述技术方案,胶带在胶带下料板与物料衔接处运输时,上胶压辊可将胶带展平粘接于物料上,辅助贴胶。
13.上述的一种用于立体袋袋口贴胶带自动断带式装置可进一步设置为:所述第一浮动摆臂联动有分布于胶带下料板进料一侧的第一检测电眼。
14.采用上述技术方案,通过设置第一检测电眼,用于实时检测缺料情况,方便人们及时补料。
15.上述的一种用于立体袋袋口贴胶带自动断带式装置可进一步设置为:所述上料胶辊中部与机架之间设有第二铰接轴,所述第二铰接轴上套设有第二压力弹簧,所述第二压力弹簧端部与上料胶辊抵触联动。
16.采用上述技术方案,通过设置第二压力弹簧,在上料胶辊运输过程时,持续沿上料胶辊的轴线方向对上料胶辊作压力,促使上料胶辊运输时,主要利用物料与胶带的粘接力作为上料胶辊的运输力,从而确保胶带保持张紧状态,避免胶带松软,防止产生褶皱,贴胶平整。
17.上述的一种用于立体袋袋口贴胶带自动断带式装置可进一步设置为:自动断带式装置还包括安装于机架上并分布于上料胶辊与压胶机构之间的第二检测电眼。
18.采用上述技术方案,通过设置第二检测电眼,在上料胶辊出料处即可实时检测缺料情况,进一步方便人们及时补料。
19.上述的一种用于立体袋袋口贴胶带自动断带式装置可进一步设置为:自动断带式装置还包括进料压板,所述进料压板可拆卸安装于机架下方且分布于机架进料侧。
20.采用上述技术方案,进料压板用于对立体袋等物料作导向、运输,使得立体袋等物料的袋口可沿既定方向运输直至与胶带作粘接。
21.上述的一种用于立体袋袋口贴胶带自动断带式装置可进一步设置为:自动断带式装置还包括出料展平辊,所述出料展平辊分布于机架出料侧,且出料展平辊联动有升降气缸。
22.采用上述技术方案,出料展平辊主要用于对贴胶后的立体袋等物料的袋口作胶带压实、物料展平等工作,促使胶带与物料粘接更稳定。
23.下面结合附图和实施例对本实用新型作进一步详细说明。
附图说明
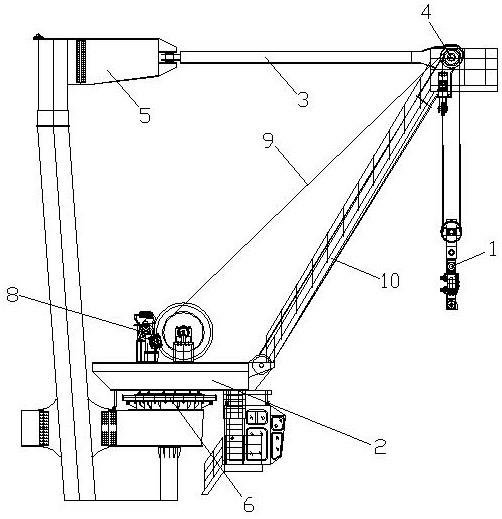
24.图1为本实用新型实施例的整体结构示意图;
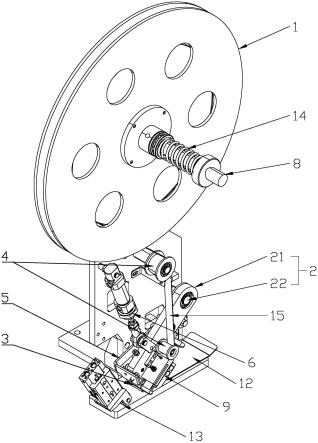
25.图2为本实用新型实施例的压胶机构结构示意图;
26.图3为本实用新型实施例的胶带上料板结构示意图;
27.图4为本实用新型实施例的胶带下料板结构示意图;
28.图5为本实用新型实施例的整体正视示意图;
29.附图标号注释:上料胶辊1、压胶机构2、切刀3,牵引辊组4,第二浮动摆臂5,气缸6,第一压力弹簧7,第二铰接轴8,吸风组件9,第一检测电眼10,第二检测电眼11,进料压板12,出料展平辊13,第二压力弹簧14,胶带15,第一浮动摆臂21,第一铰接轴22,上胶压辊23,胶带下料板91,胶带上料板92,吸风孔93。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.如图1至5所示的一种用于立体袋袋口贴胶带自动断带式装置,包括机架、上料胶辊1、压胶机构2、切刀3,所述上料胶辊1铰接于机架上部,所述压胶机构2、切刀3分布于机架下部,所述机架联动有可对胶带作导向运输的牵引辊组4;所述压胶机构2包括第一浮动摆臂21,所述第一浮动摆臂21的一端铰接联动有第一铰接轴22,所述第一铰接轴22安装于机架上;所述切刀3联动有第二浮动摆臂5,所述第一浮动摆臂21中部与第一浮动摆臂21中部铰接,所述第一浮动摆臂21中部联动有气缸6,所述气缸6端部铰接于机架上;所述第二浮动摆臂5的一端联动有第一压力弹簧7,所述切刀3分布于第二浮动摆臂5的另一端;所述机架联动有分布于第一铰接轴22下方的第二铰接轴8,所述第二浮动摆臂5上位于与第一压力弹簧7联动的一端朝向第一铰接轴22方向延伸直至可分离的卡接于第二铰接轴8上方。
32.由于采取了上述技术方案所提供的连接结构,相较于现有技术,切断方式改变,由胶带主动运动——切刀3相对静止的切断方式,改变为胶带与切刀3二者均作相对运动的切断方式,切断稳定性良好,切断效率高;进一步的,构思巧妙,仅需采取一组气缸6,即可同步
驱动第一浮动摆臂21、第二浮动摆臂5、气缸6;且整体可适用于全自动生产,无需手动,节省人力,降低人体劳动强度。
33.所述第一浮动摆臂21联动有分布于靠近切刀3一端的吸风组件9,所述吸风组件9包括呈相对分布胶带下料板91与胶带上料板92,所述胶带上料板92上设有多组吸风孔93,所述吸风孔93分布于朝向胶带下料板91的端面,所述胶带上料板92联动有可与吸风孔93导通连接的吸风源。胶带上料板92与胶带下料板91二者对物料作导向、运输,便于胶带按照既定线路与袋口作粘接;进一步在胶带上料板92上增设吸风组件9,对胶带的无胶面产生吸风力,胶面的无胶面被吸附于胶带上料板92上,防止胶带粘接于胶带下料板91上,进一步防止贴胶时产生褶皱;其中,吸风源可采用气动元件。
34.所述第一浮动摆臂21联动有分布于胶带下料板91出料一侧的上胶压辊23。胶带在胶带下料板91与物料衔接处运输时,上胶压辊23可将胶带展平粘接于物料上,辅助贴胶。
35.所述第一浮动摆臂21联动有分布于胶带下料板91进料一侧的第一检测电眼10。通过设置第一检测电眼10,用于实时检测缺料情况,方便人们及时补料。
36.所述上料胶辊1中部与机架之间设有第二铰接轴8,所述第二铰接轴8上套设有第二压力弹簧14,所述第二压力弹簧14端部与上料胶辊1抵触联动。通过设置第二压力弹簧14,在上料胶辊1运输过程时,持续沿上料胶辊1的轴线方向对上料胶辊1作压力,促使上料胶辊1运输时,主要利用物料与胶带的粘接力作为上料胶辊1的运输力,从而确保胶带保持张紧状态,避免胶带松软,防止产生褶皱,贴胶平整。
37.自动断带式装置还包括安装于机架上并分布于上料胶辊1与压胶机构2之间的第二检测电眼11。通过设置第二检测电眼11,在上料胶辊1出料处即可实时检测缺料情况,进一步方便人们及时补料。
38.自动断带式装置还包括进料压板12,所述进料压板12可拆卸安装于机架下方且分布于机架进料侧。进料压板12用于对立体袋等物料作导向、运输,使得立体袋等物料的袋口可沿既定方向运输直至与胶带作粘接。
39.自动断带式装置还包括出料展平辊13,所述出料展平辊13分布于机架出料侧,且出料展平辊13联动有升降气缸6。出料展平辊13主要用于对贴胶后的立体袋等物料的袋口作胶带压实、物料展平等工作,促使胶带与物料粘接更稳定。
40.工作原理:立体袋物料在进料压板12的牵引下顺利移动至胶带下料板91下方,胶带在牵引辊组4的运输下由上料胶辊1移运输至胶带上料板92与胶带下料板91之间,吸风组件9将胶带的无胶面吸附至胶带上料板92上。贴胶时,气缸6推动第一浮动摆臂21的端部下压,与此同时,由于第二浮动摆臂5中部与第一浮动摆臂21中部铰接,第二浮动摆臂5跟随第一浮动摆臂21的端部下压,同时,与第二浮动摆臂5另一端联动的第一压力弹簧7被拉伸(拉伸状态的第一压力弹积蓄有一定的回弹力),第一浮动摆臂21下压直至胶带与物料贴合,而后上胶压辊23将胶带压至立体袋物料上作贴胶;单次贴胶完成后需进行切断工作时,气缸6带动第一浮动摆臂21上抬,于此同时,由于第二浮动摆臂5中部与第一浮动摆臂21中部铰接,第二浮动摆臂5跟随第一浮动摆臂21的端部上抬,同时,第一压力弹簧7不受拉伸力的限制,并作回弹运动,并带动第二浮动摆臂5可绕第二浮动摆臂5与第一浮动摆臂21的铰接处作转动,从而切刀3跟随第一浮动摆臂21的端部作下压,直至切刀3接触胶带,实现切断工作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。