1.本发明涉及一种电子产品的组装,尤其涉及一种自动装配产线。
背景技术:
2.诸如手机、电脑、智能手表及传感器等诸多电子产品广泛存在于人们的日常生活及工作中,其大多包括机壳及收容于机壳中的电子元器件及机械零部件,在组装生产过程中,常常涉及通过胶水将对位组装于机壳中的电子元器件牢固地固定于机壳中,往往还需要对点胶后的电子产品进行固化以实现牢固粘合。而随着科学技术的迅猛发展,电子产品向小型化趋势发展明显,电子零件也因此向着高密度集成化以及超精细化发展,因而,如何实现高效且定位准确的组接及有效固化是此类电子产品组装时需要重点解决的问题。例如,在对更为精密且灵敏的车载imu的组装过程中,则涉及到对底壳先点涂胶水,并在有限的时间内高效且对位准确地将pcba板组接于底壳上,尤其是要保证pcba板与底壳周壁间的组接间隙必须在所规定的数值范围内,而该组接间隙又非常小时,如仅0.5mm时,则对组接操作的要求则更高,且在点胶后还需要对二者间的胶水进行固化,使得二者牢固组接后,还需要对底壳再次进行点胶,以便将顶盖快速且准确的粘接于底壳上,从而将pcba板的主体封装于由底壳及顶盖所限定的空间内,且组接后还需要再次固化以实现牢固组接。
3.因而,急需一种能够实现自动点胶、组接及固化的自动装配产线来解决上述问题。
技术实现要素:
4.本发明的目的是提供一种布局合理、点胶及组接精度高、固化效果佳且高效的自动装配产线。
5.为了实现上述目的,本发明公开了一种自动装配产线,用于车载imu的底壳、pcba板及顶盖的组装,所述底壳的相对底内壁与相对顶内壁处分别设有第一点胶区与第二点胶区,所述自动装配产线包括顺次对接以形成前段组装线的上料机、前点胶机、前组接机与前固化机以及于所述前固化机的输出端顺次对接以形成后段组装线的后点胶机、后组接机与后固化机,所述上料机用于底壳的上料、打码、清洗及传送,所述前点胶机用于所述底壳的第一点胶区的点胶及点胶后的所述底壳的传送,所述前组接机用于pcba板的上料、与所述底壳的对位粘接及粘接有所述pcba板的底壳的传送,所述前固化机用于所述底壳与所述pcba板间胶水的固化以形成一半成品并对所述半成品进行传送,所述后点胶机用于所述半成品中底壳的第二点胶区的点胶及点胶后的所述半成品的传送,所述后组接机用于顶盖的上料、与所述半成品的底壳间的对位粘接及粘接有所述顶盖的半成品的传送,所述后固化机用于所述顶盖与所述半成品间胶水的固化以形成一成品并对所述成品进行传送,于所述前段组装线中循环使用有用于固定所述底壳及对初步粘接的所述pcba板与所述底壳进行保压定位的前载具,于所述后段组装线中循环使用有用于固定所述半成品及对初步粘接的所述顶盖与所述半成品进行保压定位的后载具,所述后固化机的输出端还设有下料机,用于对所述成品进行装配检测及分类下料。
6.较佳地,所述自动装配产线具有前输送线、布置于所述前输送线旁侧的前回流线、后输送线与布置于所述后输送线旁侧的后回流线,所述前输送线与所述前回流线传送方向相反地穿置于所述前段组装线中,所述前载具于所述前输送线与所述前回流线中循环传送,所述后输送线与所述后回流线传送方向相反地穿置于所述后段组装线中,所述后载具于所述后输送线与所述后回流线中循环传送。
7.较佳地,所述上料机与所述后点胶机二者的输入端处分别设有前对接台,所述前组接机与所述后组接机二者的输出端处分别设有后对接台,所述前对接台用于将所述前回流线的输出端处空的所述前载具推送到所述上料机中或将所述后回流线的输出端处空的所述后载具推送到所述后点胶机中,所述后对接台用于将所述前回流线的输入端处空的所述前载具推入到所述前组接机中或将所述后回流线的输入端处空的所述后载具推入到所述后组接机中。
8.较佳地,所述前载具与所述后载具中均设有第一仿形槽及布置于所述第一仿形槽旁侧的压臂,所述第一仿形槽用于所述底壳的安置,且所述第一仿形槽中具有沿其槽深方向布置的面积大小不等的至少两个安置卡位,所述前载具上还设有位于所述压臂另一侧的第二仿形槽与安置于所述第二仿形槽中的压盖,所述压盖用于盖合于所述底壳的顶侧端,以与初步粘贴于所述底壳内的所述pcba板相抵接,所述压臂呈可升降且可转动地布置,用于从上方与盖合于所述底壳上的压盖或顶盖相抵接。
9.较佳地,所述上料机、所述第一组接机及所述第二组接机中均设有上料装置,所述上料装置包括上料传送带、一一对应地布置于所述上料传送带的前后两相对端的底侧的两顶升机构及对应布置于所述上料传送带的前后两相对端的顶侧的前夹持机构与后夹持机构,位于相对前端的所述顶升机构与所述前夹持机构相配合,用于将叠置于所述上料传送带的上侧方且载满所述底壳、所述pcba板或所述顶盖的一摞料盘逐一放落至所述上料传送带上,所述上料传送带用于将所承接的所述料盘按照从前至后的方向进行传送,位于相对后端的所述顶升机构与所述后夹持机构相配合,用于将所述底壳、所述pcba板或所述顶盖取走后空的所述料盘向上顶推至于所述上料传送带的上方堆叠。
10.较佳地,所述前点胶机与所述后点胶机中均设有两点胶装置,各自的所述两点胶装置所点涂的胶水可不相同,所述后点胶机用于驱使所述半成品翻转一定角度,使得所述半成品处于便于所述点胶装置点胶的位置,且在点胶过程中还驱使翻转后的所述半成品绕着所述点胶装置转动。
11.较佳地,所述前固化机与所述后固化机均具有隧道炉、呈间隔开地布置于所述隧道炉的旁侧的冷却传送带与回流传送带,所述冷却传送带与所述回流传送带二者的输入端于所述隧道炉的出料口处呈平齐地布置,所述冷却传送带的输出端伸入到所述后点胶机或所述下料机中,所述冷却传送带呈弯钩状排布,用于固化后的所述半成品或所述成品的承接及传送,且在传送过程中通过风机对所述半成品或所述成品进行降温,所述回流传送带的输出端与所述前组接机或所述后组接机的输出端相对接,用于半成品或成品取走后空的所述前载具或所述后载具的回流传送。
12.较佳地,所述隧道炉的进料口与出料口处分别设有推入装置与推出装置,所述推出装置与所述冷却传送带之间还设有拆分装置,所述推入装置用于将载有初步粘接的pcba板与底壳的所述前载具或载有初步粘接的顶盖与半成品的所述后载具成排地推送到对应
的所述隧道炉中,所述隧道炉按照进入的先后顺序将所述前载具或所述后载具逐排地传送到所述推出装置处,所述推送装置用于将成排的所述前载具或后载具向着所述拆分装置的方向逐一传送,所述拆分装置用于将所述半成品或所述成品从对应地所述前载具或所述后载具中取出并移送到对应的所述冷却传送带的输入端,还将空的所述前载具或后载具移送到对应的所述回流传送带的输入端。
13.较佳地,所述前组接机包括沿左右方向呈间隔开地布置的上料装置与传送装置、架设于所述上料装置与所述传送装置的上侧方的组接装置、设于所述上料装置与所述传送装置之间的组接装置以及设于所述组接装置处的检测装置,所述上料装置用于pcba板的上料传送,所述传送装置通过所述前载具传送点涂有胶水的底壳及粘接有pcba板的所述底壳,且所述前载具上设有用于对初步粘接的所述pcba板与所述底壳进行保压定位的压盖及压臂,所述组接装置往返于所述上料装置、所述定位装置与所述传送装置三者之间,用于将所述上料装置上的所述pcba板取放至所述定位装置上进行对位调整后,再将对位后的所述pcba板粘接所述底壳上,所述组接装置还将所述载具的压盖盖合于组接有所述pcba板的所述底壳的顶侧端,并驱使所述压臂转动或移动至与所述压盖的顶侧端相抵接,所述检测装置用于组接前的所述pcba板与所述底壳的三维坐标的识别以及组接后的所述pcba板与所述底壳间的组接间隙的识别。
14.较佳地,所述后点胶机包括点胶台、沿前后方向呈间隔开地布置于所述点胶台的相对右侧的两点胶装置、沿前后方向布置于所述点胶台的相对左侧的出料传送装置以及架设于所述点胶台与所述出料传送装置的上侧方的移送装置,所述移送装置通过上料夹爪将所述半成品移送到所述点胶台上,所述点胶台用于固定所承接的所述半成品并驱使所述半成品翻转一定角度,还驱使翻转后的所述半成品水平旋转,以便与移动至所述点胶台处的两所述点胶装置之至少一者相配合,完成对所述半成品的底壳的所述第二点胶区的点胶,所述移送装置还通过下料夹爪将点胶后的所述半成品从所述点胶台上取下并移送到所述出料传送装置上,由所述出料传送装置对点胶后的所述底壳进行传送以出料。
15.与现有技术相比,本发明的自动装配产线通过前段组装线实现车载imu的底壳与pcba板间的点胶、组装及固化以形成一半成品的自动化流水作业,通过与前段组装线对接的后段组装线实现车载imu的顶盖与底壳间的点胶、组装及固化以形成一成品的自动化流水作业,整个装配效率高,装配精度高且高效;并且,通过于前段组装线中循环使用的前载具对底壳进行固定,从而进一步提高点胶精度及pcba板与底壳间的组装精度,并通过前载具对初步粘接的pcba板与底壳进行保压定位,有效防止二者在胶水固化过程中移位,进而提高固化精度,且有效提高固化效率,还通过于后段组装线中循环使用的后载具对半成品进行固定,从而进一步提高点胶精度及顶盖与半成品间的组装精度,并通过后载具对初步粘接的顶盖与半成品进行保压定位,有效防止二者在胶水固化过程中移位,进而提高固化精度,且有效提高固化效率,通过循环使用有效提高两种载具的使用效率;另外,本发明的自动装配产线还通过设于后固化机的输出端的下料机对成品进行装配检测及分类下料,从而有效保证装配而成的车载imu的品质,且通过自动下料,进一步提高装配效率。
附图说明
16.图1为本发明的电子产品的立体结构图。
17.图2为本发明的电子产品的分解结构图。
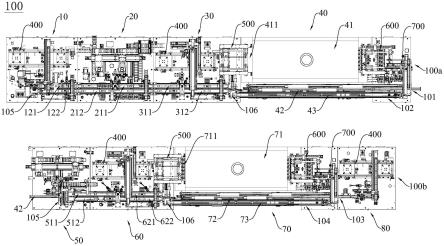
18.图3为本发明的自动装配产线的平面结构图。
19.图4为本发明的前载具的平面结构图。
20.图5为本发明的上料装置的立体结构图。
21.图6为本发明的上料机的平面结构图。
22.图7为图发明的前点胶机的平面结构图。
23.图8为本发明的前组接机的平面结构图。
24.图9为本发明的移送装置的立体结构图。
25.图10为本发明的取盖吸头的立体结构图。
26.图11为本发明的前固化机的立体结构图。
27.图12为本发明的推入装置的一角度的立体结构图。
28.图13为本发明的推入装置的另一角度的立体结构图。
29.图14为本发明的推出装置与拆分装置的立体结构图。
30.图15为本发明的后点胶机的平面结构图。
31.图16为本发明的点胶台的立体结构图。
32.图17为本发明的定位盘的立体结构图。
33.图18为本发明的后组接机的平面结构图。
34.图19为本发明的下料机的平面结构图。
具体实施方式
35.为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
36.参阅图1和图2,本发明涉及电子产品200的装配,尤其涉及装配过程中通过胶水进行固定的电子产品,于本技术中,电子产品200包括且不限于诸如手机、电脑、智能手表及车载imu等。具体地,本发明优选实施例所公开的电子产品200为一车载imu,其大致呈方形,具体包括底壳201、收容于底壳201中的pcba板202以及装配于底壳201的顶侧端的顶盖203,pcba板202的主体封装于由底壳201及顶盖203所限定的安置空间中。其中,底壳201与顶盖203均由金属材料所制成,pcba板202仅通过点涂在底壳201的相对底内壁的第一点胶区w1处的胶水粘贴于底壳201中,其与底壳201的侧壁均具有0.5mm的装配间隙,因而未接触,第一点胶区w1具体为底壳201的底内壁的四个顶点所对应的位置,而顶盖203通过点涂在底壳201的相对顶内壁的第二点胶区w2处的胶水粘贴于底壳201上,其与pcba板202的顶侧端之间具有0.1mm的装配间隙。具体地,第二点胶区w2沿底壳201的相对顶内壁的周向布置,使得顶盖203整体收容于底壳201的顶侧端,即顶盖203与底壳201二者的顶端面相平齐,更具体地,底壳201的顶侧端的内周壁上具有相对窄小的一卡台,第二点胶区w2具体布置于该卡台上。
37.参阅图3和图4,本发明公开了一种自动装配产线100,用于车载imu的底壳201、pcba板202及顶盖203的组装,具体地,本技术优选实施例所提供的自动装配产线100包括:顺次对接以形成前段组装线100a的上料机10、前点胶机20、前组接机30与前固化机40,于前固化机40的输出端顺次对接以形成后段组装线100b的后点胶机50、后组接机60与后固化机
70,以及连接于后固化机70的输出端的下料机80。其中,上料机10用于底壳201的上料、打码、清洗及传送,前点胶机20用于底壳201的第一点胶区w1的点胶及点胶后的底壳201的传送,前组接机30用于pcba板202的上料、pcba板202与底壳201的对位粘接及粘接有pcba板202的底壳201的传送,前固化机40用于底壳201与pcba板202间胶水的固化以形成一半成品并对半成品进行传送。后点胶机50用于半成品中底壳201的第二点胶区w2的点胶及点胶后的半成品的传送,后组接机60用于顶盖203的上料、顶盖203与半成品的底壳201间的对位粘接及粘接有顶盖203的半成品的传送,后固化机70用于顶盖203与半成品间胶水的固化以形成一成品并对成品进行传送,下料机80用于对成品进行装配检测及分类下料。其中,于前段组装线100a中循环使用有用于固定底壳201及对初步粘接的pcba板202与底壳201进行保压定位的前载具300,于后段组装线100b中循环使用有用于固定半成品及对初步粘接的顶盖203与半成品进行保压定位的后载具。需要说明的是,本发明的自动装配产线100中的各机整体呈直线排布,为了更清楚的展示各机间的连接,图3中将前段组装线100a与后段组装线100b分断开进行展示。
38.整体而言,本发明的自动装配产线100中,为了简化结构及降低制造成本,一方面,上料机10、前组接机30及后组接机60中均设有上料装置400,从而通过各自所对应的上料装置400实现对底壳201、pcba板202及顶盖203的自动上料。另一方面,前点胶机20与后点胶机50中均设有两点胶装置,且各自的两点胶装置所点涂的胶水可不相同,从而不仅可实现不间断点胶,有效提高装配效率,并且适应于对不同产品的点胶,有效提高整条产线的适应性。其中,后点胶机50可驱使半成品翻转一定角度而处于便于点胶装置点胶的位置,且在点胶过程中还带动半成品绕着点胶装置转动,从而高效且便捷地对底壳201的内周壁进行点胶。再者,前固化机40与后固化机70均通过隧道炉对胶水进行固化,且对固化而成的半成品与成品还经过冷却处理后,再进行后续的顶盖203的组装及成品的下料。需要说明的是,本发明的自动装配产线100还包括控制系统,控制系统分别与上料机10、前点胶机20、前组接机30、前固化机40、后点胶机50、后组接机60、后固化机70及下料机80连接,用于发送各种运动指令,控制与之连接的各机间的协调动作,其中,控制系统为现有的控制系统,其结构及控制原理均为本领域的公知,故在此不再对其进行详细的描述。另外,本技术中的前后方向、左右方向及上下方向分别对应整条产线的传送方向、与产线的传送方向相垂直的方向以及与前后方向及左右方向均垂直的方向。
39.以下结合图3至图6以及图8,先对各机中的通用结构或主要传送结构进行说明:
40.参阅图3,就整条产线而言,具有沿前后方向布置的前输送线101、布置于前输送线101旁侧的前回流线102、后输送线103与布置于后输送线103旁侧的后回流线104,前输送线101与前回流线102传送方向相反地穿置于前段组装线100a中,分别用于载有底壳201及粘接有pcba板202的底壳201的前载具300的传送与空的前载具300的回流传送,后输送线103与后回流线104传送方向相反地穿置于后段组装线100b中,分别用于载有半成品及粘接有顶盖203的半成品的后载具的传送与空的后载具的回流传送。其中,上料机10、前点胶机20、前组接机30及前固化机40中对应的皮带传送机构121、皮带传送机构211、皮带传送机构311及冷却传送带42顺次对接而形成前输送线101,后点胶机50、后组接机60及后固化机70中对应的皮带传送机构511、皮带传送机构621及冷却传送带72顺次对接而形成后输送线103;上料机10、前点胶机20、前组接机30及前固化机40中对应的皮带传送机构122、皮带传送机构
212、皮带传送机构312及回流传送带43顺次对接而形成前回流线102,后点胶机50、后组接机60及后固化机70中对应的皮带传送机构512、皮带传送机构622及回流传送带73顺次对接而形成后回流线104。
41.结合图3、图6、图8、图12和图13,进一步地,为了便于前载具300与后载具的循环使用,上料机10与后点胶机50二者的输入端处分别设有前对接台105,前组接机30与后组接机60二者的输出端处分别设有后对接台106。前对接台105用于将前回流线102的输出端处空的前载具300推送至上料机10中,或者,将后回流线104的输出端处空的后载具推送至后点胶机50中,以供承载底壳201或半成品;后对接台106用于将前回流线102的输入端处空的前载具300推回到前组接机30中,或者,将后回流线104的输入端处空的后载具推回到后组接机60中,即沿与整条产线的传送方向相反的方向传送取料后空的前载具300或后载具。具体地,如图6所示,前对接台105包括前载台1051、沿左右方向可移动地布置于前载台1051上的前导向板1052及沿前后方向可移动地布置于前载台1051上的前进料板1053,前载台1051用于承接皮带传送机构122或皮带传送机构512的输出端处空的前载具300或后载具,前导向板1052在与之连接的直线气缸1054的驱使下沿左右方向直线移动,以将所承接空的前载具300或后载具推送至与皮带传送机构121或皮带传送机构511的输入端相对的位置,前进料板1053在与之连接的直线气缸1055的驱使下沿前后方向直线移动,以将前载具300或后载具推送到皮带传送机构121或皮带传送机构511中。具体地,如图8、图12和图13所示,后对接台106包括后载台1061、沿左右方向可移动地布置于后载台1061上的后导向板1062及沿前后方向可移动地布置于后载台1061上的后进料板1063,后载台1061用于承接回流传送带43或回流传送带73处空的前载具300或后载具,后导向板1062在与之连接的直线气缸1064的驱使下沿左右方向直线移动,以将所承接的空的前载具300或后载具推送至与皮带传送机构312或皮带传送机构622的输入端相对的位置,后进料板1063在与之连接的直线气缸1065的驱使下沿前后方向直线移动,以将前载具300或后载具推入到皮带传送机构312或皮带传送机构622中。
42.参阅图4,具体地,前载具300中设有第一仿形槽301及布置于第一仿形槽301旁侧的压臂302,第一仿形槽301的形状与底壳201的外轮廓的形状相匹配,用于底壳201的安置,前载具300上还设有位于压臂302另一侧的第二仿形槽303与安置于第二仿形槽303中的压盖304,压盖304用于盖合于底壳201的顶侧端,以与初步粘贴于底壳201内的pcba板202相抵接,压臂302呈可升降且可转动地布置,用于从上方与盖合于底壳201上的压盖304相抵接,从而实现保压定位,保证固化精度。其中,在一些实施例中,第一仿形槽301中具有沿其槽深方向布置的面积大小不等的至少两个安置卡位,从而适应于不同规格的底壳201的安置,有效提高适应性。与之对应地,第二仿形槽303的数量也至少为两个,以与底壳201相对应。优选地,在一些实施例中,前载具300外侧壁上还开设有与第一仿形槽301相连通的穿置孔305,便于对底壳201进行打码及扫码。为了便于流拉,后载具的结构可设置为与前载具300的结构大致相同,不同之处在于,后载具中可省略压盖304,则压臂302只需从上方与盖合于底壳201上的顶盖203相抵接,即可实现保压定位。当然,后载具还可简化为省略第二仿形槽303,从而进一步优化结构。
43.参阅图5,上料装置400包括一上料传送带401、两顶升机构402、前夹持机构403与后夹持机构404,上料传送带401沿前后方向布置,并通过设于其上的料盘(图中未示出)对
应传送底壳201、pcba板202或顶盖203,且料盘上设有多个卡位,从而每次可承载多个底壳201、pcba板202或顶盖203,两顶升机构402一一对应地布置于上料传送带401的前后两相对端的底侧,而前夹持机构403与后夹持机构404对应地布置于上料传送带401的前后两相对端的顶侧。其中,位于相对前端的顶升机构402与前夹持机构403相配合,用于将叠置于上料传送带401的上侧方且载满底壳201、pcba板202或顶盖203的一摞料盘逐一放落至上料传送带401上,上料传送带401用于将所承接的料盘按照从前至后的方向进行传送,位于相对后端的顶升机构402与后夹持机构404相配合,用于将底壳201、pcba板202或顶盖203取走后空的料盘向上顶推至于上料传送带201的上侧方堆叠。具体地,顶升机构402包括顶升吸盘4021及与顶升吸盘4021相连接的顶升气缸4022,顶升气缸4022用于驱使顶升吸盘4021沿上下方向直线移动,以将叠置的一摞料盘中底层的料盘向下吸附至使其垂落于上料传送带401上,或者,将空的料盘向上顶推至脱离上料传送带401。前夹持机构403包括呈对称地布置于上料传送带401的左右两相对侧的至少两夹持件4031及与至少两夹持件4031对应连接的夹持气缸4032,夹持气缸4032用于驱使至少两夹持件4031相向移动或背向移动,以夹持与底层料盘相邻的料盘,从而便于顶升机构402对底层料盘的吸取及移送。后夹持机构404包括呈对称地布置于上料传送带401的左右两相对侧的至少两锁扣件4041,锁扣件4041相对上料传送带401呈可转动地或可伸缩地布置,从而在顶升机构402对料盘的顶推力的作用下同时转动或伸缩以避让,且在料盘被顶推到位后自动复位,以对底层的料盘进行夹持定位,从而实现料盘的叠置。
44.以下,按照整条产线的工作过程对本发明的自动装配产线100的各机的具体结构及工作原理进行说明:
45.参阅图6,上料机10作为整条产线的起始端,用于对底壳201进行自动上料、激光打码、除尘清理及分流传送,其包括沿左右方向呈间隔开地布置的上料装置400与上料传送装置12、架设于上料装置400与上料传送装置12的上侧方的前移送装置13、布置于上料装置400与上料传送装置12之间的对位装置14、设于对位装置14旁侧的激光打码装置15、沿上料传送装置12的传送方向顺次架设于上料传送装置12的上侧方的等离子清洗装置16与分拣装置17,其中,上料传送装置12包括分别沿前后方向布置且具有一定间距的皮带传送机构121与皮带传送机构122。上料装置400也沿前后方向布置,用于将承载于料盘中的底壳201传送至便于前移送装置13取料的位置。前移送装置13往返于上料装置400、对位装置14及上料传送装置12三者之间,用于将料盘中的底壳201逐一吸取至对位装置14上,对位装置14用于对底壳201进行位置调整,不仅便于激光打码装置15从侧端对底壳201进行激光打码,还便于前移送装置13将打码后的底壳201对位准确地取送至皮带传送机构121的前载具300上。皮带传送机构121用于将托载于前载具300上的底壳201向着前点胶机20的方向传送,且在传送过程中,通过等离子清洗装置16对底壳201进行除尘清理,从而有效提高后续点胶及组接的精度,并通过分拣装置17对除尘后的底壳201进行检测识别,以将打码不合格的底壳201连同对应的前载具300由皮带传送机构121上夹取至位于皮带传送机构122的旁侧的打码不良安置台18上,而打码合格且清洁无尘的底壳201则定位准确的传送到前点胶机20中。
46.参阅图7,前点胶机20设于上料机10的输出端,用于承接上料机10所传送的底壳201,并对底壳201的第一点胶区w1进行点胶,其包括前点胶传送装置21、沿前后方向呈间隔开地布置于前点胶传送装置21的旁侧的两点胶装置22、架设于前点胶传送装置21的输出端
处的分拣装置23及位于前点胶传送装置21旁侧的点胶不良载台24,其中,前点胶传送装置21包括分别沿前后方向布置且具有一定间距的皮带传送机构211与皮带传送机构212。皮带传送机构211用于承接并传送载有底壳201的前载具300,两点胶装置22用于相对皮带传送机构211移动,以对定位于皮带传送机构211的点较位处的前载具300中的底壳201进行点胶,此时,只需垂直点胶即可实现对第一点胶区w1的点胶作业,分拣装置23用于对第一点胶区w1点胶后的底壳201进行检测识别,以将点胶不合格的底壳201连同对应的前载具300夹取至点胶不良载台24上,而点胶合格的底壳201则定位准确的传送到前组接机30中。
47.参阅图8至图10,前组接机30设于前点胶机20的输出端,用于将pcba板202对位准确的粘接于第一点胶区w1点胶后的底壳201上,其包括沿左右方向呈间隔开地布置的上料装置400与传送装置31、架设于上料装置400与传送装置31的上侧方的组接装置32、设于上料装置400与传送装置31之间的定位装置33以及设于组接装置32处的检测装置34,其中,传送装置31包括分别沿前后方向布置且具有一定间距的皮带传送机构311与皮带传送机构312。上料装置400用于pcba板202的自动上料及定位传送,皮带传送机构311用于传送定位于前载具300中的点胶后的底壳201及粘接有pcba板202的底壳201。组接装置32往返于上料装置400、定位装置33与传送装置31三者之间,用于将上料装置400上的pcba板202先取放至定位装置33上进行对位调整,再将对位后的pcba板202粘接于皮带传送机构311上传送的底壳201上,还将前载具300的压盖304盖合于粘接有pcba板202的底壳201的顶侧端,并驱使压臂302转动至或移动至与压盖304的顶侧端相抵接,从而实现保压定位,使得pcba板202与底壳201在移送过程中不会移位,不仅有效提高组接精度,并且便于二者间胶水的有效固化,进而实现牢固组接。检测装置34用于组接前的pcba板202与底壳201的三维坐标的识别以及组接后的pcba板202与底壳201间的组接间隙的识别,从而实现精确组接。其中,检测装置34包括设于定位装置33与皮带传送机构311之间的底部相机341与设于皮带传送机构311的上侧方的顶部相机342,底部相机341用于对pcba板202的坐标进行识别,顶部相机342用于对底壳201的坐标及pcba板202与底壳201间的组接间隙进行识别。当然,前组接机30还包括设于传送装置31的输出端的分拣装置35,分拣装置35用于对组接为一体的pcba板202与底壳201进行检测识别,以将不合格品连同对应的前载具300夹取至位于皮带传送机构312的旁侧的组接不良载台36上,而合格品则定位准确的传送到前固化机40中。
48.参阅图9,组接装置32包括组接驱动机构321及连接于组接驱动机构321的输出端的取料吸头322、取盖吸头323及保压夹爪324,组接驱动机构321用于驱使取料吸头322、取盖吸头323及保压夹爪323沿前后方向、上下方向及左右方向做直线往复运动,使得取料吸头322得以将上料装置400上的pcba板202吸取到定位装置33上进行对位调整后再组接于底壳201上,使得取盖吸头323得以将前载具300上的压盖304吸取并盖合于组接有pcba板202的底壳201的顶侧端,还使得保压夹爪324得以将前载具300的压臂302转动或移动至与底壳201上的压盖304的顶侧端相抵接。其中,取料吸头322通过多个真空吸盘3221取放pcba板202,且多个真空吸盘3221与底壳201的第一点胶区w1的四顶点所在的位置呈一一对应地布置,从而通过多点吸附实现高效且稳妥的取送作业。优选地,真空吸盘3221具有一定长度,且吸附孔的直径相对小,则多个真空吸盘3221所形成的吸附面相对远离取料吸头322主体,从而便于对粘接有诸多电子元器件的pcba板202进行吸附移送。
49.参阅图10,具体地,在一些实施例中,取盖吸头323包括一第一真空吸盘3231及以
第一真空吸盘3231为中心呈对称地布置的至少两第二真空吸盘3232,第一真空吸盘3231与至少两第二真空吸盘3232相配合,从不同位置吸附压盖304,吸附效果更佳。其中,第一真空吸盘3231与第二真空吸盘3232的结构及大小基本一致,当然,第一真空吸盘3231的直径尺寸也可相对大,而第二真空吸盘3232的直径尺寸相对小,亦可稳妥且牢固地取放压盖304。具体地,取盖吸头323还包括连接于组接驱动机构321的输出端的升降电机3233与连接于升降电机3233的输出端的安装座3234,第一真空吸盘3231安置于安装座3234的中心位置处,至少两第一真空吸盘3231以第一真空吸盘3231为中心呈对称地布置于安装座3234的相对边缘处,升降电机3233用于驱使第一真空吸盘3231及至少两第二真空吸盘3232上下移动,以取放压盖304。
50.需要说明的是,在一些实施例中,可对组接装置32的结构进一步进行优化,在组接驱动机构321的输出端仅连接取盖吸头323及保压夹爪324,组接驱动机构321只需驱使取盖吸头323及保压夹爪324沿前后、上下及左右方向做直线往复运动,由取盖吸头323将上pcba板202吸取到定位装置33上进行对位调整后再组接于底壳201上,并将压盖304吸取并盖合于组接有pcba板202的底壳201的顶侧端,再由保压夹爪323将压臂302转动或移动至与压盖304的顶侧端相抵接。则此结构中,取盖吸头323的第一真空吸盘3231与第二真空吸盘3232的结构及作用有所不同,至少两个第二真空吸盘3232可单独实现对pcba板202的取送,或者,与第一真空吸盘3231相配合,共同取送pcba板202,从而稳妥且牢固地取放pcba板202。而第一真空吸盘3231还能够在与之连接的气缸3235的驱使下相对第二真空吸盘3232上下移动,从而将压盖304取送至盖合于底壳201的顶侧端,此时第一真空吸盘3231的直径尺寸相对大,而第二真空吸盘3232的直径尺寸相对小,从而有效简化结构,相应降低制造成本。
51.结合图8、图11至图15,前固化机40设于前组接机30的输出端,用于对初步粘接的pcba板202与底壳201间的胶水进行固化,实现二者的牢固组接以形成一半成品,其包括隧道炉41、呈间隔开地布置于隧道炉41的旁侧的冷却传送带42与回流传送带43。其中,隧道炉41中设有链条传送带411,用于按照进入的链条传送带411的先后顺序对链条传送带411上输送的初步粘接的pcba板202与底壳201间的胶水进行烘干固化,冷却传送带42的输入端与回流传送带43的输入端于隧道炉41的出料口处呈相平齐地布置,冷却传送带42用于承接隧道炉41所输送的固化后的半成品,并将半成品向着后点胶机50的方向传送,回流传送带43的输出端通过后对接台106与前组接机30的输出端相对接,用于半成品取走后空的前载具300的承接及回流传送。优选地,冷却传送带42上还设有多个风机421,从而在传送过程中对半成品进行有效降温。另外,冷却传送带42呈弯钩状排布,且冷却传送带42的输出端可伸入到后点胶机50中,从而既可简化结构,有效缩小整体产线的长度,降低制造成本,又可有效提高冷却效果。
52.在一些实施例中,隧道炉41的进料口与出料口处还分别设有推入装置500与推出装置600,推出装置600与冷却传送带42之间还设有拆分装置700,推入装置500用于将载有初步粘接的pcba板202与底壳201的前载具300成排地推送隧道炉41中,隧道炉41按照进入的先后顺序将前载具300逐排地传送到推出装置600处,推出装置600用于将成排的前载具300向着拆分装置700的方向逐一传送,拆分装置700用于将半成品从对应地前载具300中取出并移送到对应的冷却传送带42的输入端,还将空的前载具300移送到回流传送带43的输入端。
53.具体地,推入装置500包括与前组接机30的皮带传送机构311的输出端相对接的接料台501、架设于接料台501的输入端的拨送件502及架设于接料台501的输出端的推送件503,接料台501沿左右方向布置,并具有一定长度,其台面上设有限位档条。拨送件502在与之连接的气缸504的驱使下相对接料台501左右移动,依次将接料台501的输入端处所承接的载有初步粘接的pcba板202与底壳201的前载具300向着接料台501的输出端的方向拨送,推送件503在与之连接的驱动组件505的驱使相对接料台501前后移动,以将排列在接料台501的输出端处的前载具300成排地推送到隧道炉41的链条传送带411上,从而实现多个前载具300的高效入炉作业,有效提高固化效率。
54.具体地,推出装置600包括与隧道炉41的链条传送带411的输出端相对接的接料台601、架设于接料台601的输入端的拨送件602、与接料台601的输出端相对接的链条传送带603及设置于链条传送带603的输出端的拆分台604,接料台601沿左右方向布置,并具有一定长度。拨送件602在与之连接的驱动组件605的驱使下相对接料台601沿上下方向及前后方向直线移动,依次将接料台601的输入端处所承接的载有半成品的一排前载具300向着接料台601的输出端的方向拨送,链条传送带603用于沿左右方向输送从侧面成排地推入到其上的前载具300,使得各前载具300被逐一输送到拆分台604上,从而便于拆分装置700完成相应地拆分作业。
55.具体地,拆分装置700包括跨设于拆分台604、冷却传送带42与回流传送带43三者的上侧方,从而往返于三者之间,用于将拆分台604上的前载具300的压盖304从半成品上拆除,并将解除保压的半成品从前载具300中取出以安放于冷却传送带42的输入端,还将半成品取出后空的前载具300由拆分台604移送到回流传送带43的输入端。更具体地,拆分装置700包括沿前后方向呈间隔开地布置于拆分台604的上侧方的拆分夹爪701、取料夹爪702及移送夹爪703,拆分夹爪701用于驱使压臂302转动,以解除对盖合于底壳201的顶侧端的压盖304的抵压,取料夹爪702用于将解除抵压的压盖304取放到前载具300的第二仿形槽303中,并将压盖304已拆除的半成品取放到冷却传送带42上,移送夹爪703用于将半成品取走后空的前载具300移送到回流传送带43上。进一步地,拆分装置700还包括驱使拆分夹爪701上下移动及旋转运动的驱动机构704以及驱使取料夹爪702与移送夹爪703沿前后、左右及上下方向直线移动的驱动机构705。
56.结合图3、图15至图17,后点胶机50设于前固化机40的输出端,用于对半成品的底壳201的第二点胶区w2处进行点胶,其包括点胶台51、沿前后方向呈间隔可地布置于点胶台51的相对右侧的两点胶装置52、沿前后方向布置于点胶台51的相对左侧的出料装置53以及架设于点胶台51与出料装置53的上侧方的移送装置54。其中,出料装置53包括沿前后方向布置且具有一定间距的皮带传送机构531与皮带传送机构532,移送装置54通过上料夹爪将冷却传送带42所传送的半成品移送到点胶台51上,点胶台51用于固定所承接的半成品,并驱使半成品翻转一定角度,还驱使翻转后的半成品水平旋转,以便与移动至点胶台51处的两点胶装置52之至少一者相配合,以对底壳201的第二点胶区w2进行点胶,移送装置54还通过下料夹爪542将点胶后的半成品从点胶台51上取下并移送到出料装置53的皮带传送机构531上,从而将点胶后的半成品向着后组接机60的方向传送。
57.参阅图16和图17,点胶台51上设有驱动机构511及连接于驱动机构511的输出端的定位盘512,定位盘512用于承接并吸附固定半成品,定位盘512在翻转电机5111的驱使下翻
转45
°
,使得底壳201转动至其顶侧端的内壁位于便于点胶的位置,翻转后的底壳201在旋转电机5112的驱使绕着点胶装置52的点胶头转动,从而完成对顶侧端的内周壁的点胶作业。其中,定位盘512上设有至少两个安置卡槽5121,且至少两个安置卡槽5121的形状及大小可不一致,从而适应于对至少两种不同尺寸的底壳201进行安置,则无需频繁更换定位盘512,通用性更强,有效提高点胶效率;当然,定位盘512上也可以是每次安置至少两个同种尺寸的底壳201,从而也可有效提高点胶效率。需要说明的是,定位盘512上还设有真空吸嘴5122,真空吸嘴5122可一一对应的布置于各安置卡槽5121中,用于对各安置卡槽5121中的底壳201进行吸附固定。具体地,在本技术优选实施例中,定位盘512上设有由其顶壁向其底壁的方向凹陷而成的高度不同且大小不等的至少两个安置卡槽5121,且至少两个安置卡槽5121以定位盘512的圆心为中心呈同心地布置,从而进一步优化结构,有效缩小定位盘512的体积。其中,真空吸嘴5122可布置于定位盘512的圆心处,则各安置卡槽5121可共用一真空吸嘴5122,从而进一步优化结构。当然,当底壳201尺寸较大,定位盘512的顶端面也可作为承载面,则底壳201直接安置于定位盘512的顶端面,此时,至少两个真空吸嘴5122可均布于定位盘512的顶端面的周侧,从而吸附固定半成品。
58.参阅图18,后组接机60设置于后点胶机50的输出端,用于将顶盖203对位准确的粘接于第二点胶区w2点胶后的底壳201上,其包括沿左右方向呈间隔开地布置的上料装置400与后传送装置61、架设于上料装置400与后传送装置61的上侧方的组接装置62、设于后传送装置61的输出端的分拣装置63、设于上料装置400与后传送装置61之间的定位装置(图中未示出)、设于组接装置62处的检测装置64及设于后传送装置61的旁侧的不良品载台65,其中,检测装置64包括底部相机641与顶部相机642。后组接机60的结构及工作原理与前组接机30的结构及原理大致相同,主要不同之处在于因无需压盖304,压臂302直接与顶盖203相抵接,因而组接装置62的结构相应简化即可,在此不再详细描述。
59.结合图3、图18和图19,后固化机70设置于后组接机60的输出端,用于对初步粘接的顶盖203与半成品间的胶水进行固化,其包括隧道炉71、间隔开地布置于隧道炉71的旁侧的冷却传送带72与回流传送带73、布置于隧道炉71的进料口与出料口处的推入装置500与推出装置600以及布置于推出装置600的输出端的拆分装置700。其中,隧道炉71、冷却传送带72与回流传送带73三者的结构及工作原理与前固化机40的基本一致,不同之处在于因后载具中省略了压盖304,则拆分装置700只需驱使后载具的压臂302转动,即可解除保压定位,从而将成品从对应地后载具中取出并移送到冷却传送带72的输入端,并将空的后载具移送到回流传送带73的输入端。
60.参阅图19,下料机80设置于后固化机70的输出端,用于对成品进行检测及传送下料,其包括沿左右方向依次排布的下料移送装置81、整形台82及上料装置400,下料移送装置81用于对冷却传送带72所传送的成品进行检测识别,并将不合格品移送到不良品安置台上,将合格品移送到整形台82上进行对位调整后,再移送到上料装置400的料盘上。需要说明的是,此机中,上料装置400将叠置的空的料盘依次放置于上料传送带401上,于相对中心位置处承接成品,满盘后将料盘向着上料传送带401输出端的方向移送,并在输出端的上侧方将载满成品的料盘进行堆叠。
61.与现有技术相比,本发明的自动装配产线100包括由上料机10、前点胶机20、前组接机30与前固化机40顺次对接而形成的前段组装线100a,由后点胶机50、后组接机60与后
固化机70于前固化机40的输出端顺次对接而形成后段组装线100b,通过前段组装线100a实现车载imu的底壳201与pcba板202间的点胶、组装及固化以形成一半成品的自动化流水作业,通过与前段组装线100a对接的后段组装线100b实现车载imu的顶盖203与半成品的底壳201间的点胶、组装及固化以形成一成品的自动化流水作业,整个装配效率高,装配精度高且高效;并且,通过于前段组装线100a中循环使用的前载具300对底壳201进行固定,从而进一步提高点胶精度及pcba板202与底壳201间的组装精度,并通过前载具300对初步粘接的pcba板202与底壳201进行保压定位,有效防止二者在胶水固化过程中移位,进而提高固化精度,且在移送过程中进行固化,有效提高固化效率,还通过于后段组装线100b中循环使用的后载具对半成品进行固定,从而进一步提高点胶精度及顶盖203与半成品的底壳201间的组装精度,并通过后载具对初步粘接的顶盖203与半成品进行保压定位,有效防止二者在胶水固化过程中移位,进而提高固化精度,且在移送过程中进行固化,有效提高固化效率,还通过循环使用有效提高前、后载具的使用效率;另外,本发明的自动装配产线100还通过设于后固化机70的输出端的下料机80对成品进行装配检测及分类下料,从而有效保证装配而成的车载imu的品质,且通过自动下料,进一步提高装配效率。
62.以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。