1.本发明涉及切割技术领域,具体涉及一种水导激光系统和双层材料切割方法。
背景技术:
2.切割是工业器械加工的一种方式,并且应用广泛,对于一些具有间隙的双层材料中的其中一层切割时,需要保护另一层不被损坏,例如飞机叶片气膜孔加工,飞机叶片为双层材料且双层材料之间具有间隙,而且飞机叶片表面还有涂层,对飞机叶片切割的时候,工艺要求为高效率完成其中一层切割,但是不能损伤另一层材料。
3.现有技术中,常见的精密切割方法包括电火花加工、飞秒激光或皮秒激光以及水导激光。其中电火花加工有比较明显的热效应,且无法切割带有涂层的材料,需要将材料切割后再做涂层,但是气膜孔的直径非常小,切割后再涂层容易把切割好的小孔堵塞或者改变小孔的尺寸。
4.飞秒/皮秒激光可以直接加工带涂层的材料,但是有明显锥角和重铸层,激光穿透切割层后会直接照射到另一层材料,从而灼伤另一层材料。
5.水导激光是以水为介质对激光进行传导的新型激光加工技术,相较于传统的激光切割,水导激光具有无锥度角、热效应小、有效切深大、无重铸层等优点,相较于传统的水刀切割,水导激光具有切缝小、能耗低、可控性好的优势,由于水导激光的这些特性,使其在金属材料、半导体、玻璃、陶瓷、碳纤维复合材料等加工领域有重要的推广应用前景,但是水导激光穿透双层材料中的其中一层材料后也同样会灼伤另一层的涂层。
技术实现要素:
6.本发明的目的是提供一种水导激光系统和双层材料切割方法,以解决上述现有技术中存在的问题。
7.为了解决上述问题,根据本发明的一个方面,提供了一种水导激光系统,所述水导激光系统可用于切割双层材料中的一层材料,所述双层材料之间具有间隙,其特征在于,所述水导激光系统包括:
8.水导激光设备,所述水导激光设备用于切割所述两层材料中的一层;
9.气泡产生器,所述气泡产生器被设置成可产生微纳气泡并填充至所述两层材料之间的所述间隙内。
10.在一个实施例中,所述气泡产生器产生的所述微纳气泡的直径小于300um。
11.在一个实施例中,所述气泡产生器产生的所述微纳气泡的流速为0.1m3/h至50m3/h。
12.在一个实施例中,所述气泡产生器的功率范围0.1kw至30kw。
13.在一个实施例中,所述气泡产生器还包括多个不同规格的喷头,所述多个不同规格的喷头用于适应不同尺寸的所述间隙。
14.在一个实施例中,所述水导激光系统还包括控制模块,所述控制模块信号连接所
述水导激光设备和所述气泡产生器,并被设置成可控制所述水导激光设备和所述气泡产生器的运行。
15.在一个实施例中,所述水导激光设备包括:
16.激光发生器,所述激光发生器用于发射多束聚集的激光;
17.耦合装置,所述耦合装置包括耦合腔、进水通道和喷嘴,所述耦合腔设置于所述激光发生器发射的所述多束聚集的激光的光路方向,所述进水通道连通所述耦合腔,所述喷嘴连接所述耦合腔,其中,所述耦合腔被设置成可将所述多束聚集的激光耦合并通过所述喷嘴喷出。
18.本发明还涉及一种双层材料切割方法,所述双层材料之间具有间隙,包括步骤:
19.s1、将权利要求1所述的微纳米气泡产生器打开,使所述微纳米起泡器对双层材料之间的间隙填充微纳气泡;
20.s2、启动权利要求1中的所述水导激光设备,并对所述双层材料中的一层切割。
21.在一个实施例中,在所述s1步骤中,所述气泡产生器产生的所述微纳气泡的流速为0.1m3/h至50m3/h。
22.在一个实施例中,在所述s1步骤中,所述气泡产生器的功率范围0.1kw至30kw。
23.本发明的水导激光系统包括气泡产生器,气泡产生器可以产生微纳气泡。在水导激光设备对双层材料的其中一层进行切割或打孔的时候,利用气泡产生器将产生的微纳气泡填充至双层材料之间的间隙内,多束聚集的激光穿透其中一层至间隙后会经过大量的微纳气泡散射或折射,形成发散的能量弱化的激光,从而保护另一层材料不被灼伤。
附图说明
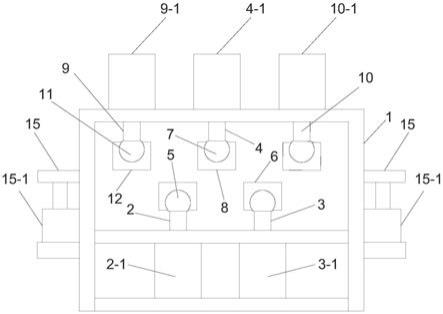
24.图1是本发明的一个实施例的水导激光系统示意图。
25.图2是图1中a区的局部放大图。
26.附图标记:100、水导激光系统;1、水导激光设备;11、激光发生器;12、耦合装置;121、耦合腔;122、进水通道;123、喷嘴;13、多束聚集的激光;131、发散的激光;2、气泡产生器;21、喷头;22、微纳气泡;200、双层材料。
具体实施方式
27.以下将结合附图对本发明的较佳实施例进行详细说明,以便更清楚理解本发明的目的、特点和优点。应理解的是,附图所示的实施例并不是对本发明范围的限制,而只是为了说明本发明技术方案的实质精神。
28.在下文的描述中,出于说明各种公开的实施例的目的阐述了某些具体细节以提供对各种公开实施例的透彻理解。但是,相关领域技术人员将认识到可在无这些具体细节中的一个或多个细节的情况下来实践实施例。在其它情形下,与本技术相关联的熟知的装置、结构和技术可能并未详细地示出或描述从而避免不必要地混淆实施例的描述。
29.在整个说明书中对“一个实施例”或“一实施例”的提及表示结合实施例所描述的特定特点、结构或特征包括于至少一个实施例中。因此,在整个说明书的各个位置“在一个实施例中”或“在一实施例”中的出现无需全都指相同实施例。另外,特定特点、结构或特征可在一个或多个实施例中以任何方式组合。
30.在以下描述中,为了清楚展示本发明的结构及工作方式,将借助诸多方向性词语进行描述,但是应当将“前”、“后”、“左”、“右”、“外”、“内”、“向外”、“向内”、“上”、“下”等词语理解为方便用语,而不应当理解为限定性词语。
31.本发明涉及一种水导激光系统100,该水导激光系统100可用于切割双层材料200中的一层材料,且不会损坏另一层材料。双层材料200之间具有间隙,本发明的水导激光系统100切割任意一层材料的时不会灼伤另一层材料。
32.水导激光系统100包括水导激光设备1和气泡产生器2。
33.水导激光设备1可用于切割双层材料200中任意一层材料,当然也可以切割多层材料中的一层或多层材料。气泡产生器2可产生微纳米气泡,还可以将产生的微纳气泡22填充至需要切割的双层材料200之间的间隙内。使用时,可以先将气泡产生器2产生的微纳气泡22填充至双层材料200之间的间隙内。在使用水导激光对其中的一层材料切割时,水导激光内的多束聚集的激光可穿透双层材料200中的其中一层材料,再投射至双层材料200之间的间隙内的微纳气泡22上,经过微纳气泡22散射后,多束聚集的激光13被不同的微纳气泡22折射或散射,形成发散的激光131,能量降低,从而不会对另外一层材料造成损坏。具体来说,激光只有在光束非常集中的时候才能产生巨大的能量,即多束聚集的激光13才能产生能量,从而对材料进行切割。本发明使用的微纳气泡22直径较小,因而双层材料200之间的间隙内可以容纳大量的微纳气泡22,而水导激光设备1产生的多束聚集的激光13经过微纳气泡22散射后,激光光斑被扩散,造成多束聚集的激光13的能量分散,能量强度显著降低,被经过多次散射后的激光再投射至第二层材料时,就不会对第二层材料造成损伤。
34.双层材料可以为飞机叶片,飞机叶片具有双层结构且表面设有涂层,且飞机叶片的双层结构之间具有间隙。对飞机叶片切割打孔的时候,工艺要求高效率对其中一层切割出具有精确尺寸的气膜孔,一般气膜孔直径要求0.2mm-0.8mm之间,还要保证切割的时候不能损伤另一层材料。现有技术中,可以电火花加工可以切割高精度的气膜孔,但是电火花加工无法切割带有涂层的材料,需要将飞机叶片材料切割后再做涂层,但是气膜孔的直径非常小,切割后再涂层容易把切割好的气膜孔堵塞或者改变气膜孔的尺寸,不能保证气膜孔的尺寸精度。水导激光可以加工带有涂层的材料,且可以加工高精度的气膜孔,但是水导激光具有热效应,切割飞机叶片的其中一层材料时会灼伤另一层材料。
35.本发明的水导激光系统100可以对飞机叶片的其中一层切割形成气膜孔,且能保证不会灼伤飞机叶片的另一层材料不被灼伤。具体来说,先使用气泡产生器2对飞机叶片的间隙内填充微纳气泡22,再使用水导激光设备1对飞机叶片的其中一侧加工气膜孔,多束聚集的激光13经过大量的微纳气泡22折射或散射后到达另一层时能量大幅度降低,可以保护另一层材料不被灼伤,而且水导激光设备加工飞机叶片的气膜孔还可以保证气膜孔无锥度角和无重铸层,从而保证气膜孔的直径和尺寸符合要求。
36.微纳气泡22是微米及纳米级的水气泡,是利用物理原理使水中发生气泡时所产生的,也可以根据其直径范围叫作微纳气泡22、微米气泡或纳米气泡。普通水分子团直径为200-400um(微米),微纳米气泡的直径可以做到50μm以下,是普通水分子团的2.5%~10%。由于气泡的体积达到纳米级别,因为具备常规宏观大气泡所没有的物理和化学特性,气泡的比表面积增加了数万倍,进而可迅速提高水中溶氧度。而且,微纳气泡22的体积小,浮力几乎可以忽略不计,可以长时间停留在水中不易上浮至水面破裂。微纳气泡22上升速度缓
慢,可以横向、向上、或向下运动,受压后可爆裂释放爆裂能量,形成更小的微纳气泡22,并会持续存在于水中。
37.气泡产生器2通过将气体与液体分别从溶气罐的底部注入到溶气罐中,再对气体与液体进行混合搅拌,达到了增加气体与液体接触面积的目的,并且通过搅拌对气体的体积进行切割和粉碎,使气体的体积变小至微纳米级别。微纳气泡22被填充至双层材料200中的间隙后,可以长时间停留在双层材料200的间隙内,水导激光设备1切割双层材料200中的任意一层时,多束聚集的激光13穿透至间隙内部时,会接触到大量的微纳气泡22,并经过大量的微纳气泡22散射后能量逐渐递减,经过散射或折射后形成多个发散的激光131,到达另一层材料时,发散的激光131能量几乎不会对另一层材料造成任何损坏。而且由于微纳气泡22能在水中停留较长的时间,微纳气泡22被填充至双层材料200的间隙后,可以允许水导激光长时间切割操作。当然,也可以一边切割一边填充气泡。
38.可以理解地,多束聚集的激光13穿过双层材料200的一层到达双层材料200的间隙内部,经过越多的微纳气泡22散射或折射后,能量降低的越多,越能保护不被切割的一层材料不受灼伤。因此,在双层材料200之间的间隙尺寸一定的情况下,微纳气泡22的直径越小,双层材料200之间的间隙越能容纳越多的微纳气泡22,优选地,微纳气泡22的直径小于300um。
39.不同的气泡产生器2的功率和流速不同,气泡产生器2的功率影响气泡产生的速度以及微纳气泡22的大小,为了保证微纳气泡22的大小符合要求,气泡产生器2的功率控制在0.1kw至30kw。
40.气泡产生器2的流速也会影响微纳气泡22的爆裂和气泡持续的时间,太大的流速会使得较多的微纳气泡22爆裂,不能存在于液体中,较小的流速又会影响生产速度。优选地,流速控制在0.1m3/h至50m3/h时,可以保证微纳气泡22持续存在液体中,减少微纳气泡22的爆裂率。
41.此外,不同的双层材料200的间隙的尺寸可能不同,为了增加水导激光系统100的实用性,可以将气泡产生器2配置多个不同规格的喷头21,用于适应不同尺寸的所述间隙。喷头21的形状可以设置成圆柱状或扁平状,不限制喷头21的形状。
42.而且,为了全自动控制水导激光设备1和气泡产生器2,可以增加控制模块控制水导激光设备1和气泡产生器2的运行。具体地,控制模块信号连接或电连接水导激光设备1和气泡产生器2,并控制气泡产生器2的运行速率、功率以及运行时间,还可以控制水导激光的功率以及切割轨迹。
43.可以理解地,还可以设置多种传感器感应微纳气泡22的填充位置以及微纳气泡22的流速,多种传感器可以连接控制模块,并将采集的信息传输至控制模块,控制模块可以根据传感器的信息控制水导激光设备1的运行。
44.水导激光设备1一般包括激光发生器11和耦合装置12。其中,激光发生器11可以用于发射多束聚集的激光13,而耦合装置12可接收激光发射器发射的激光并将其通过水束传导。具体地,耦合装置12包括耦合腔121、进水通道122和喷嘴123,耦合腔121设置于激光发生器11发射的多束聚集的激光的光路方向,多束聚集的激光13可经过耦合腔121耦合。进水通道122连通耦合腔121,可以将外部的水流经过进水通道122流入耦合腔121。喷嘴123连接耦合腔121,水流经过耦合腔121后可再经过喷嘴123喷出。多束聚集的激光13从激光发生器
11传输至耦合腔121内耦合后,可经过喷嘴123喷出。
45.本发明还涉及一种双层材料200切割方法,双层材料200之间具有间隙,包括步骤:
46.s1、将上述的微纳米气泡产生器2打开,使微纳起泡器对双层材料200之间的间隙填充微纳气泡22;
47.s2、启动上述的水导激光设备1,并对双层材料200中的一层切割。
48.双层材料200可以为多种材质,例如金属材料、半导体、玻璃、陶瓷、碳纤维复合材料,水导激光可以切割的任意材质均可使用本发明的切割方法,不限制双层材料200的材质。应理解,本发明的切割方法也可以适应多层材料,不单指两层材料,比如需要切割多层材料中的一层或几层,使用时可以根据需要,将微纳气泡22填充至需要切割的一层和需要保护不被灼伤的一层之间。
49.其中,在s1步骤中,气泡产生器2产生的微纳气泡22的流速材料间隙的大小不同,可选择控制在0.1m3/h至50m3/h。
50.另外,s1步骤中,气泡产生器2的功率控制在0.3kw至10kw。
51.本发明的水导激光系统100包括气泡产生器2,气泡产生器2可以产生微纳气泡22。在水导激光设备1对双层材料200的其中一层进行切割或打孔的时候,利用气泡产生器2将产生的微纳气泡22填充至双层材料200之间的间隙内,多束聚集的激光13穿透其中一层至间隙后会经过大量的微纳气泡22散射或折射,形成发散的能量弱化的激光,从而保护另一层材料不被灼伤。
52.以上已详细描述了本发明的较佳实施例,但应理解到,在阅读了本发明的上述讲授内容之后,本领域技术人员可以对本发明作各种改动或修改。这些等价形式同样落于本技术所附权利要求书所限定的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。