技术特征:
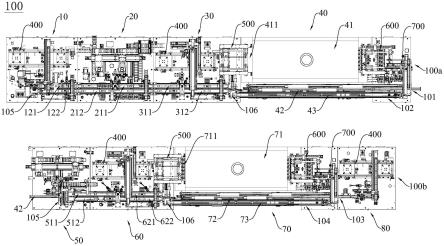
1.一种自动装配产线,用于车载imu的底壳、pcba板及顶盖的组装,所述底壳的相对底内壁与相对顶内壁处分别设有第一点胶区与第二点胶区,其特征在于,所述自动装配产线包括顺次对接以形成前段组装线的上料机、前点胶机、前组接机与前固化机以及于所述前固化机的输出端顺次对接以形成后段组装线的后点胶机、后组接机与后固化机,所述上料机用于底壳的上料、打码、清洗及传送,所述前点胶机用于所述底壳的第一点胶区的点胶及点胶后的所述底壳的传送,所述前组接机用于pcba板的上料、与所述底壳的对位粘接及粘接有所述pcba板的底壳的传送,所述前固化机用于所述底壳与所述pcba板间胶水的固化以形成一半成品并对所述半成品进行传送,所述后点胶机用于所述半成品中底壳的第二点胶区的点胶及点胶后的所述半成品的传送,所述后组接机用于顶盖的上料、与所述半成品的底壳间的对位粘接及粘接有所述顶盖的半成品的传送,所述后固化机用于所述顶盖与所述半成品间胶水的固化以形成一成品并对所述成品进行传送,于所述前段组装线中循环使用有用于固定所述底壳及对初步粘接的所述pcba板与所述底壳进行保压定位的前载具,于所述后段组装线中循环使用有用于固定所述半成品及对初步粘接的所述顶盖与所述半成品进行保压定位的后载具,所述后固化机的输出端还设有下料机,用于对所述成品进行装配检测及分类下料。2.如权利要求1所述的自动装配产线,其特征在于,所述自动装配产线具有前输送线、布置于所述前输送线旁侧的前回流线、后输送线与布置于所述后输送线旁侧的后回流线,所述前输送线与所述前回流线传送方向相反地穿置于所述前段组装线中,所述前载具于所述前输送线与所述前回流线中循环传送,所述后输送线与所述后回流线传送方向相反地穿置于所述后段组装线中,所述后载具于所述后输送线与所述后回流线中循环传送。3.如权利要求2所述的自动装配产线,其特征在于,所述上料机与所述后点胶机二者的输入端处分别设有前对接台,所述前组接机与所述后组接机二者的输出端处分别设有后对接台,所述前对接台用于将所述前回流线的输出端处空的所述前载具推送到所述上料机中或将所述后回流线的输出端处空的所述后载具推送到所述后点胶机中,所述后对接台用于将所述前回流线的输入端处空的所述前载具推入到所述前组接机中或将所述后回流线的输入端处空的所述后载具推入到所述后组接机中。4.如权利要求1所述的自动装配产线,其特征在于,所述前载具与所述后载具中均设有第一仿形槽及布置于所述第一仿形槽旁侧的压臂,所述第一仿形槽用于所述底壳的安置,且所述第一仿形槽中具有沿其槽深方向布置的面积大小不等的至少两个安置卡位,所述前载具上还设有位于所述压臂另一侧的第二仿形槽与安置于所述第二仿形槽中的压盖,所述压盖用于盖合于所述底壳的顶侧端,以与初步粘贴于所述底壳内的所述pcba板相抵接,所述压臂呈可升降且可转动地布置,用于从上方与盖合于所述底壳上的压盖或顶盖相抵接。5.如权利要求1所述的自动装配产线,其特征在于,所述上料机、所述第一组接机及所述第二组接机中均设有上料装置,所述上料装置包括上料传送带、一一对应地布置于所述上料传送带的前后两相对端的底侧的两顶升机构及对应布置于所述上料传送带的前后两相对端的顶侧的前夹持机构与后夹持机构,位于相对前端的所述顶升机构与所述前夹持机构相配合,用于将叠置于所述上料传送带的上侧方且载满所述底壳、所述pcba板或所述顶盖的一摞料盘逐一放落至所述上料传送带上,所述上料传送带用于将所承接的所述料盘按照从前至后的方向进行传送,位于相对后端的所述顶升机构与所述后夹持机构相配合,用
于将所述底壳、所述pcba板或所述顶盖取走后空的所述料盘向上顶推至于所述上料传送带的上方堆叠。6.如权利要求1所述的自动装配产线,其特征在于,所述前点胶机与所述后点胶机中均设有两点胶装置,各自的所述两点胶装置所点涂的胶水可不相同,所述后点胶机用于驱使所述半成品翻转一定角度,使得所述半成品处于便于所述点胶装置点胶的位置,且在点胶过程中还驱使翻转后的所述半成品绕着所述点胶装置转动。7.如权利要求1所述的自动装配产线,其特征在于,所述前固化机与所述后固化机均具有隧道炉、呈间隔开地布置于所述隧道炉的旁侧的冷却传送带与回流传送带,所述冷却传送带与所述回流传送带二者的输入端于所述隧道炉的出料口处呈平齐地布置,所述冷却传送带的输出端伸入到所述后点胶机或所述下料机中,所述冷却传送带呈弯钩状排布,用于固化后的所述半成品或所述成品的承接及传送,且在传送过程中通过风机对所述半成品或所述成品进行降温,所述回流传送带的输出端与所述前组接机或所述后组接机的输出端相对接,用于半成品或成品取走后空的所述前载具或所述后载具的回流传送。8.如权利要求7所述的自动装配产线,其特征在于,所述隧道炉的进料口与出料口处分别设有推入装置与推出装置,所述推出装置与所述冷却传送带之间还设有拆分装置,所述推入装置用于将载有初步粘接的pcba板与底壳的所述前载具或载有初步粘接的顶盖与半成品的所述后载具成排地推送到对应的所述隧道炉中,所述隧道炉按照进入的先后顺序将所述前载具或所述后载具逐排地传送到所述推出装置处,所述推送装置用于将成排的所述前载具或后载具向着所述拆分装置的方向逐一传送,所述拆分装置用于将所述半成品或所述成品从对应地所述前载具或所述后载具中取出并移送到对应的所述冷却传送带的输入端,还将空的所述前载具或后载具移送到对应的所述回流传送带的输入端。9.如权利要求1所述的自动装配产线,其特征在于,所述前组接机包括沿左右方向呈间隔开地布置的上料装置与传送装置、架设于所述上料装置与所述传送装置的上侧方的组接装置、设于所述上料装置与所述传送装置之间的组接装置以及设于所述组接装置处的检测装置,所述上料装置用于pcba板的上料传送,所述传送装置通过所述前载具传送点涂有胶水的底壳及粘接有pcba板的所述底壳,且所述前载具上设有用于对初步粘接的所述pcba板与所述底壳进行保压定位的压盖及压臂,所述组接装置往返于所述上料装置、所述定位装置与所述传送装置三者之间,用于将所述上料装置上的所述pcba板取放至所述定位装置上进行对位调整后,再将对位后的所述pcba板粘接所述底壳上,所述组接装置还将所述载具的压盖盖合于组接有所述pcba板的所述底壳的顶侧端,并驱使所述压臂转动或移动至与所述压盖的顶侧端相抵接,所述检测装置用于组接前的所述pcba板与所述底壳的三维坐标的识别以及组接后的所述pcba板与所述底壳间的组接间隙的识别。10.如权利要求1所述的自动装配产线,其特征在于,所述后点胶机包括点胶台、沿前后方向呈间隔开地布置于所述点胶台的相对右侧的两点胶装置、沿前后方向布置于所述点胶台的相对左侧的出料传送装置以及架设于所述点胶台与所述出料传送装置的上侧方的移送装置,所述移送装置通过上料夹爪将所述半成品移送到所述点胶台上,所述点胶台用于固定所承接的所述半成品并驱使所述半成品翻转一定角度,还驱使翻转后的所述半成品水平旋转,以便与移动至所述点胶台处的两所述点胶装置之至少一者相配合,完成对所述半成品的底壳的所述第二点胶区的点胶,所述移送装置还通过下料夹爪将点胶后的所述半成
品从所述点胶台上取下并移送到所述出料传送装置上,由所述出料传送装置对点胶后的所述底壳进行传送以出料。
技术总结
本发明公开了一种自动装配产线,包括顺次对接以形成前段组装线的上料机、前点胶机、前组接机与前固化机,于前固化机的输出端顺次对接以形成后段组装线的后点胶机、后组接机与后固化机,于前段组装线中循环使用以固定底壳的前载具以及于后段组装线中循环使用以固定半成品的后载具,上料机用于底壳的上料,前点胶机对底壳的第一点胶区点胶,前组接机用于PCBA板与底壳的粘接,前固化机用于底壳与PCBA板间胶水的固化以形成半成品,后点胶机对半成品中底壳的第二点胶区点胶,后组接机用于顶盖与半成品的底壳间的粘接,后固化机用于半成品的底壳与顶盖间的胶水的固化以形成成品,后固化机的输出端还设有对成品进行检测及分类下料的下料机。下料机。下料机。
技术研发人员:陈灿华 孙金锁 聂忠方 罗小红 杨泽彬 曹才文 杨梦涛 李海森
受保护的技术使用者:东莞市沃德精密机械有限公司
技术研发日:2022.06.17
技术公布日:2022/9/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。