1.本发明涉及一种口腔器械包装设备,特别是公开一种包装袋膜夹送机构及控制方法。
背景技术:
2.在一次性口腔器械包装过程中,需要将装好的器械放入包装袋膜中,在取包装袋膜时,通常需要人工取袋,工作效率较低。为了提高工作效率,现有的包装取袋机构,通常为半自动取袋装置,主要在结构为在物料框下端由升降机构将物料框内的包装袋膜物料往上推送,填装包装袋膜物料时需要关闭整个包装线,手动按升降机构下降按钮,当升降机构完全下降至底部才能装物料,因此限制了设备生产的产能,也限制了完成自动化的流水线包装过程。
技术实现要素:
3.本发明的目的在于克服现有技术中存在的缺陷,提供一种能够实现自动化抓取包装袋膜、不停机放置包装袋物料的包装袋膜夹送机构及控制方法。
4.本发明是这样实现的:一种包装袋膜夹送机构,包括机架、储料器、袋膜分离机构和袋膜拉出机构;所述储料器固定在所述机架上;所述储料器的底部设有袋膜承托底板,所述袋膜承托底板的前端设有袋膜出料口,所述袋膜出料口的下方两侧分别设有用于承接包装袋膜前端的袋膜挡片;所述袋膜分离机构包括袋膜吸附机构和能带动所述袋膜吸附机构上下移动的升降机构,所述升降机构固定在机架上且位于所述储料器的下方,所述袋膜吸附机构位于所述储料器的袋膜出料口下方以吸取位于储料器内部的包装袋膜;所述袋膜拉出机构包括夹取机构和横向移动机构,所述横向移动机构带动所述夹取机构在所述储料器的前侧前后移动,所述夹取机构通过夹板夹取位于所述储料器内部的包装袋膜。
5.所述袋膜吸附机构包括吸盘、固定架和与吸盘相连的真空发生器,所述吸盘固定在所述固定架上,所述固定架与所述升降机构相连;所述吸盘的数量为2-6个 ,所述真空发生器的输入正压为0.6mpa。
6.所述升降机构包括第三气缸,所述第三气缸的气缸输出端与所述袋膜吸附机构相连。
7.所述横向移动机构包括第一气缸,所述第一气缸的输出端与所述夹取机构相连,所述第一气缸位于所述储料器的一侧,所述夹取机构位于所述袋膜出料口的前方。
8.所述夹板包括上夹片和下夹片;所述夹取机构包括用于控制所述夹板开合的第二气缸,所述第二气缸通过角件安装在所述横向移动机构上;所述下夹片固定在所述第二气缸的固定端面上,所述上夹片与所述第二气缸的输出端相连。
9.所述上夹片和下夹片分别通过上调节轴、下调节轴与所述第二气缸相连,所述上
调节轴、下调节轴的中部分别固定在所述第二气缸上;所述上夹片包括上左片和上右片,所述上左片、上右片的尾端分别通过抱箍结构连接在所述上调节轴的两端;所述下夹片包括下左片和下右片,所述下左片和下右片的尾端分别通过抱箍结构连接在所述下调节轴的两端。
10.通过调节所述上左片和上右片在上调节轴上的位置,可以调节上夹片夹持面的宽度;同样,通过调节下左片和下右片在下调节轴上的位置,可以调节下夹片夹持面的宽度。
11.所述储料器包括位于所述袋膜承托底板四周的围板,所述储料器的上方设有压袋机构,所述压袋机构包括2根固定柱、压袋板、连接杆和滑动板,所述固定柱竖向固定在所述储料器的两侧,所述滑动板的两端与所述固定柱滑动相连,所述压袋板的顶部通过所述连接杆固定在所述滑动板的下方。
12.所述围板为厚度为1.3~1.6mm的不锈钢板,所述围板上设有开口。所述围板优选1.5mm厚的304不锈钢板,所述围板的前后左右居中开口,便于观察包装袋膜在储料器内的状态,围板安装在底板上,袋膜承托底板前端的袋膜出料口长度优选1/3包装袋膜长度。
13.一种如上所述的包装袋膜夹送机构的控制方法,包括如下步骤:s1:将包装袋膜放入所述储料器中;s2:启动所述升降机构,升降机构带动所述袋膜吸附机构向上移动,所述袋膜吸附机构在袋膜出料口下方吸附储料器底部的包装袋膜后,升降机构带动所述袋膜吸附机构向下移动至初始位置,被吸附的包装袋膜前端被拉动至袋膜出料口下方的袋膜挡片上;s3:所述袋膜拉出机构的横向移动机构带动所述夹取机构在所述储料器一侧向袋膜出料口方向移动,同时,所述夹取机构控制夹板张开;当所述夹取机构移动至被吸附的包装袋膜的前端位于张开的夹板之间时,所述夹取机构控制夹板闭合、并夹持包装袋膜;所述袋膜吸附机构停止吸附包装袋膜;s4:所述横向移动机构带动所述夹取机构向后移动,拉出夹取的包装袋膜,所述夹取机构向后移动到达预设位置后,所述夹取机构控制夹板张开,同时,横向移动机构继续带动所述夹取机构向后移动至初始位置。
14.步骤s2中,所述升降机构通过第三气缸的输出端带动固定架上的吸盘上升至袋膜出料口,真空发生器启动、吸盘吸附储料器内底部的包装袋膜,第三气缸的输出端带动固定架下降至初始位置;步骤s3中,待包装袋膜被夹取机构夹持后,真空发生器关闭、吸盘停止吸气。
15.本发明的有益效果是:通过所述储料器的底部的袋膜承托底板的前端设置袋膜出料口,使得包装袋膜物料的填装方式以从上往下、通过物料本身的自重作为物料下降驱动,节省了设备成本,通过袋膜分离机构和袋膜拉出机构实现包装袋膜物料从储料器下方取出,实现不停机放置包装袋膜物料,提高了整机的生产效率;夹持机构通过第二气缸带动上夹片上下移动、而下夹片固定的结构,形成下固定式夹持结构,可以实现大口径夹持,并且比传统的夹持气缸体积小的特点,为整机节约了空间的同时,夹持力大于同等开口的夹持气缸,使用下固定式的夹持结构可以保证夹持物料不变形,平整美观。
附图说明
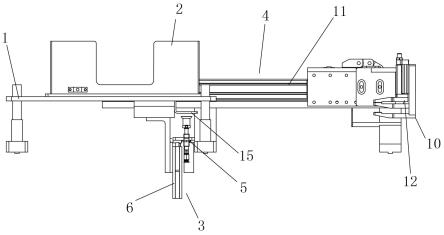
16.图1是本发明侧面结构示意图。
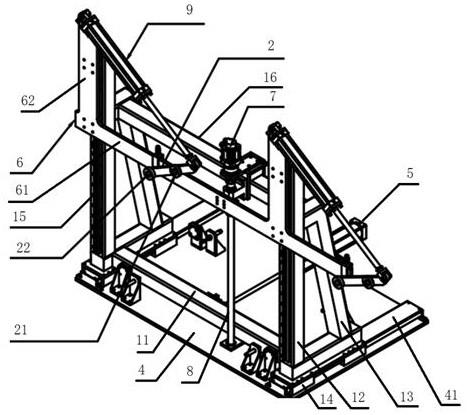
17.图2是本发明结构示意图。
18.图3是本发明袋膜吸附机构的构示意图。
19.图4是本发明袋膜吸附机构的另一方向的立体结构示意图。
20.图5是图4的a部局部放大图。其中:1、机架;2、储料器;3、袋膜分离机构;4、袋膜拉出机构;5、袋膜吸附机构;6、升降机构;7、吸盘;8、固定架;9、真空发生器;10、夹取机构;11、横向移动机构;12、板夹;13、袋膜承托底板;14、袋膜出料口;15、袋膜挡片;16、围板;17、开口;18、压袋机构;19、固定柱;20、压袋板;21、连接杆;22、滑动板;23、第三气缸;24、第一气缸;25、安装块;26、第二气缸;27、角件;28、上调节轴;29、下调节轴;30、上左片;31、上右片;32、抱箍结构;33、下左片;34、下右片。
具体实施方式
21.根据附图1-图5,本发明包装袋膜夹送机构,包括机架1、储料器2、袋膜分离机构3和袋膜拉出机构4;所述储料器2固定在所述机架1上。
22.所述储料器2:所述储料器2的底部设有袋膜承托底板13,所述袋膜承托底板13的前端设有袋膜出料口14,所述袋膜出料口14的下方两侧分别设有用于承接包装袋膜前端的袋膜挡片15。所述袋膜承托底板13的四周分别设有围板16,所述围板16的厚度为1.3~1.6mm,所述围板16优选1.5mm厚的304的不锈钢板。所述围板16在四个方位限制包装袋膜自由度;所述围板16上设有开口17,所述开口17在围板16上居中设置,便于观察包装袋膜在储料器2内的状态,袋膜承托底板13前端的袋膜出料口14长度优选1/3的包装袋膜长度。
23.所述储料器2的上方设有压袋机构18,所述压袋机构18包括2根固定柱19、压袋板20、连接杆21和滑动板22,所述固定柱19竖向垂直固定在所述储料器2的两侧,所述滑动板22的两端与所述固定柱19滑动相连,或通过滑动轴承与所述固定柱19滑动相连,所述压袋板20的顶部通过所述连接杆21固定在所述滑动板22的下方。所述压袋板20用于从上往下给包装袋膜加压。
24.所述袋膜分离机构3:包括袋膜吸附机构5和能带动所述袋膜吸附机构5上下移动的升降机构6,所述升降机构6固定在机架1上且位于所述储料器2的下方,所述袋膜吸附机构5位于所述储料器2的袋膜出料口14下方以吸取位于储料器2内部的包装袋膜。
25.所述升降机构6:包括第三气缸23,所述第三气缸23通过角件连接在所述储料器2的下方。所述第三气缸23的气缸输出端与所述袋膜吸附机构5相连,所述第三气缸23的输出端即第三气缸23的活动端。
26.所述袋膜吸附机构5:包括吸盘7、固定架8和与吸盘7相连的真空发生器9,所述吸盘7固定在所述固定架8上,所述固定架8与所述升降机构的第三气缸23的输出端相连;所述吸盘的数量为2-6个 ,优选4个,所述真空发生器9的输入正压为0.6mpa。
27.所述袋膜拉出机构4:包括夹取机构10和横向移动机构11,所述横向移动机构11带动所述夹取机构10在所述储料器2的前侧前后移动,所述夹取机构10通过夹板12取位于所述储料器2内部的包装袋膜。
28.所述横向移动机构11:包括第一气缸24,所述第一气缸24通过安装块25与整机相连,所述第一气缸24位于所述储料器2的一侧。所述第一气缸24的输出端与所述夹取机构10
相连,所述夹取机构10位于所述袋膜出料口14的前方。
29.所述夹取机构10:所述夹板12包括上夹片和下夹片;所述夹取机构10包括用于控制所述夹板12开合的第二气缸26,所述第二气缸26通过角件27安装在所述横向移动机构的第一气缸24的输出端上;所述下夹片固定在所述第二气缸26的固定端面上,所述上夹片与所述第二气缸26的输出端相连。
30.在优选例中,所述上夹片和下夹片分别通过上调节轴28、下调节轴29与所述第二气缸26相连,所述上调节轴28、下调节轴29的中部分别固定在所述第二气缸26上;所述上夹片包括上左片30和上右片31,所述上左片30、上右片31的尾端分别通过抱箍结构32连接在所述上调节轴28的两端;所述下夹片包括下左片33和下右片34,所述下左片33和下右片34的尾端分别通过抱箍结构32连接在所述下调节轴29的两端。
31.通过调节所述上左片30和上右片31在上调节轴28上的位置,可以调节上夹片夹持面的宽度;同样,通过调节下左片33和下右片34在下调节轴29上的位置,可以调节下夹片夹持面的宽度。
32.一种如上所述的包装袋膜夹送机构及控制方法,包括如下步骤:s1:将包装袋膜放入所述储料器2中,通过所述压袋板20从上往下压住包装袋膜。
33.s2:启动所述升降机构6,升降机构6的第三气缸23带动所述袋膜吸附机构5的固定架8向上移动,使所述袋膜吸附机构5的吸盘7到达袋膜出料口14,真空发生器9启动,吸盘7在袋膜出料口14下方吸附储料器2底部的包装袋膜后,升降机构6的第三气缸23带动所述袋膜吸附机构5的固定架8向下移动至初始位置,被吸盘7吸附的包装袋膜前端被拉动至袋膜出料口14下方的袋膜挡片15上。
34.s3:所述袋膜拉出机构4的横向移动机构11的第一气缸24带动所述夹取机构10在所述储料器2的一侧向袋膜出料口14方向移动,至包装袋膜前;同时,所述夹取机构10的第二气缸26控制夹板12张开,即第二气缸26带动上夹板上升以使夹板12呈张开状态;当所述夹取机构10移动至:被吸附的包装袋膜的前端位于张开的夹板12之间时,所述夹取机构10的第二气缸26带动上夹板下降,使得夹板12闭合、并夹持包装袋膜;然后所述袋膜吸附机构5的真空发生器9关闭、吸盘7停止吸气,使袋膜吸附机构5停止吸附包装袋膜。
35.s4:所述横向移动机构11的第一气缸24带动所述夹取机构10向后移动,拉出夹取的包装袋膜,到达预设位置后,所述夹取机构10的第二气缸26带动上夹板上升使夹板12处于张开状态,同时,横向移动机构11的第一气缸24继续带动所述夹取机构10向后移动至初始位置。
36.本发明通过所述储料器的底部的袋膜承托底板的前端设置袋膜出料口,使得包装袋膜物料的填装方式以从上往下、通过物料本身的自重作为物料下降驱动,节省了设备成本,通过袋膜分离机构和袋膜拉出机构实现包装袋膜物料从储料器下方取出,实现不停机放置包装袋膜物料,提高了整机的生产效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。