1.本发明涉及陶瓷汽缸阀门片技术领域,具体为一种自动回收角料用陶瓷汽缸阀门片生产装置。
背景技术:
2.将陶瓷材料应用于工业阀门是一项大胆和有益的创新;陶瓷材料变形量很小,比金属具有高得多的结合强度,一般情况下组成陶瓷材料的晶体离子半径小,而且离子电价高,配位数大,这些性质决定了陶瓷材料的抗拉强度、抗压强度、弹性模量、硬度等都非常高;然而陶瓷本身的“脆”及难加工限制了它的应用范围,近十几年来,由于马氏体相变增韧技术、复合材料技术及纳米陶瓷概念的发展及进步,已使陶瓷的“脆性”得到了大大改进,其韧性和强度得到了极大地提高,应用范围不断扩展。
3.市场上的自动回收角料用陶瓷汽缸阀门片生产装置无法避免陶瓷汽缸阀门片发生托轨跌落损坏,无法利用瞬间的碰撞效果使陶瓷汽缸阀门片快速输出,为此,我们提出一种自动回收角料用陶瓷汽缸阀门片生产装置。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种自动回收角料用陶瓷汽缸阀门片生产装置,解决了无法避免陶瓷汽缸阀门片发生托轨跌落损坏,无法利用瞬间的碰撞效果使陶瓷汽缸阀门片快速输出的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:
8.一种自动回收角料用陶瓷汽缸阀门片生产装置,包括制造设备,所述制造设备的左端安装有用于自动控制设备运作的控制箱,所述制造设备的上端安装有一号电机,所述制造设备的前端安装有吊架,所述吊架的上端安装有二号电机,所述吊架的上端安装有加工电机,所述吊架的上端中部开设有用于加工电机活动调节的工作窗,所述吊架的前端安装有收集箱,所述制造设备的前端且位于吊架的下端安装有角料机构,所述角料机构包括外壳组件,所述外壳组件的上端两侧对称安装有控流机构;
9.所述外壳组件包括外围板,所述外围板的内侧壁表面中部安装有液压缸,所述液压缸的前端安装有液压杆,所述液压杆的前端安装有推板;
10.所述控流机构包括月牙板,所述月牙板的中部安装有扣环,所述扣环的内部为中空,所述月牙板的底端安装有弱磁环。
11.优选的,所述外围板的底端表面两侧对称安装有三号电机,所述三号电机的底端与外围板相连接,所述外围板的内侧安装有横铰杆,所述横铰杆的两端与外围板的侧壁活动铰安装,所述外围板的底端中部安装有中控架。
12.优选的,所述中控架包括圆环筒,所述圆环筒的后表面开设有卡槽,所述圆环筒的
后端且与卡槽相对应安装有引导架,所述引导架通过卡槽与圆环筒组合安装,所述引导架的后端开设有半筒槽。
13.优选的,所述外围板与制造设备之间安装有限位组件,所述限位组件的后端与制造设备活动安装,所述限位组件包括传送带,所述传送带的两侧对称安装有软磁条,所述软磁条与传送带的两侧相连接,所述传送带和软磁条均通过横铰杆与外围板活动安装,通过安装在传送带两侧的软磁条,利用金属与磁体之间的相互吸引作用,有效将陶瓷汽缸阀门片水平限位运输在传送带的正中位置。
14.优选的,所述圆环筒的上端安装有阀片主体,所述阀片主体与圆环筒相适应配合,所述阀片主体通过弱磁环与月牙板吸附安装,所述圆环筒的前端表面开设有弧槽,所述引导架通过半筒槽和横铰杆配合与传送带组合安装,可经由传送带将陶瓷汽缸阀门片输送至圆环筒的上端。
15.优选的,所述月牙板的纵截面为t字状,所述圆环筒的前端安装有导引板,所述导引板通过弧槽与圆环筒组合安装,且导引板通过圆环筒和引导架配合与传送带位于同一平面,所述外围板的前端安装有用于引导出角料的导料斗,所述外围板的前端开设有方框口,所述导料斗通过方框口与推板相对应配合,方便对角料进行快捷引导。
16.优选的,所述弱磁环的上端与月牙板相连接,所述月牙板的上端中部安装有螺栓筒,所述螺栓筒的内部为中空,所述三号电机的上端安装有筒杆二,所述筒杆二的上端安装有筒杆一,所述筒杆二的上端中部安装有轴杆。
17.优选的,所述轴杆和筒杆一的侧壁表面均安装有棱条,所述筒杆二的上端边侧呈圆形阵列安装有若干阻杆,所述筒杆二通过轴杆边侧的棱条配合阻杆与筒杆一啮合安装,所述筒杆二通过轴杆与三号电机旋转安装,所述筒杆一通过扣环和螺栓筒配合与月牙板螺纹安装,方便拆卸组合。
18.(三)有益效果
19.本发明提供了一种自动回收角料用陶瓷汽缸阀门片生产装置。具备以下有益效果:
20.(一)、该自动回收角料用陶瓷汽缸阀门片生产装置,通过控制箱控制制造设备生产出陶瓷汽缸阀门片,而后经由传送带将其输送至圆环筒的上端,通过启动一号电机和二号电机,调节改变加工电机底部位于陶瓷汽缸阀门片上端的不同位置,对陶瓷汽缸阀门片进行冲孔加工,使得角料掉落在圆环筒的内侧,启动液压缸在推板的推动下,将角料经由导料斗自动送出,方便对角料进行回收再利用。
21.(二)、该自动回收角料用陶瓷汽缸阀门片生产装置,通过安装在传送带两侧的软磁条,利用金属与磁体之间的相互吸引作用,有效将陶瓷汽缸阀门片水平限位运输在传送带的正中位置,避免陶瓷汽缸阀门片发生脱轨跌落损坏。
22.(三)、该自动回收角料用陶瓷汽缸阀门片生产装置,通过外围板两侧对称安装的控流机构,利用月牙板底部安装的弱磁环对金属材质的陶瓷汽缸阀门片的引导,经由月牙板对陶瓷汽缸阀门片的水平吸附拦截下,使得陶瓷汽缸阀门片被稳固定位安装在圆环筒的上端,保障角料顺应圆环筒的上端开口,统一掉落收集圆环筒的内部,实现装置对角料的统一收集。
23.(四)、该自动回收角料用陶瓷汽缸阀门片生产装置,通过启动三号电机,使得被安
装在外围板两侧的筒杆一共同反向朝外侧旋转,带动其上端安装的月牙板与陶瓷汽缸阀门片之间发生相对转动,通过筒杆一旋转四分之一圆周,有效将陶瓷汽缸阀门片输送至导引板上,而后统一被收集至收集箱内侧,实现装置对陶瓷汽缸阀门片的自动收集。
24.(五)、该自动回收角料用陶瓷汽缸阀门片生产装置,通过启动三号电机,带动筒杆一和轴杆侧壁上安装的棱条一同碰撞阻杆,带动阻杆底端安装的筒杆二与月牙板一同扭动旋转,使得月牙板带动陶瓷汽缸阀门片被输送出的过程中,利用瞬间的碰撞效果,使陶瓷汽缸阀门片脱离被弱磁环吸附的作用,实现陶瓷汽缸阀门片的快速输出。
附图说明
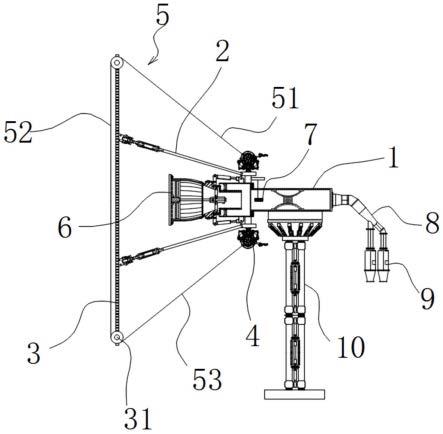
25.图1为本发明整体的结构示意图;
26.图2为本发明角料机构的结构示意图;
27.图3为本发明外壳组件的局部结构示意图;
28.图4为本发明中控架和限位组件的局部组装结构示意图;
29.图5为本发明控流机构的局部结构示意图;
30.图6为本发明筒杆二和筒杆一的局部组装结构示意图。
31.图中:1、制造设备;2、控制箱;3、一号电机;4、吊架;5、二号电机;6、加工电机;7、收集箱;8、角料机构;81、外壳组件;811、外围板;812、液压缸;813、液压杆;814、推板;815、三号电机;816、横铰杆;82、中控架;821、圆环筒;822、卡槽;83、引导架;84、限位组件;841、传送带;842、软磁条;85、阀片主体;86、控流机构;861、月牙板;862、扣环;863、弱磁环;864、螺栓筒;865、筒杆一;866、筒杆二;867、阻杆;868、轴杆;869、棱条;87、导引板;88、导料斗。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.参阅图1-6,本发明提供一种技术方案:一种自动回收角料用陶瓷汽缸阀门片生产装置,包括制造设备1,制造设备1的左端安装有用于自动控制设备运作的控制箱2,制造设备1的上端安装有一号电机3,制造设备1的前端安装有吊架4,吊架4的上端安装有二号电机5,吊架4的上端安装有加工电机6,吊架4的上端中部开设有用于加工电机6活动调节的工作窗,吊架4的前端安装有收集箱7,制造设备1的前端且位于吊架4的下端安装有角料机构8,角料机构8包括外壳组件81,外壳组件81的上端两侧对称安装有控流机构86;外壳组件81包括外围板811,外围板811的内侧壁表面中部安装有液压缸812,液压缸812的前端安装有液压杆813,液压杆813的前端安装有推板814;外围板811的底端表面两侧对称安装有三号电机815,三号电机815的底端与外围板811相连接,外围板811的内侧安装有横铰杆816,横铰杆816的两端与外围板811的侧壁活动铰安装,外围板811的底端中部安装有中控架82;中控架82包括圆环筒821,圆环筒821的后表面开设有卡槽822,圆环筒821的后端且与卡槽822相对应安装有引导架83,引导架83通过卡槽822与圆环筒821组合安装,引导架83的后端开设有半筒槽;外围板811与制造设备1之间安装有限位组件84,限位组件84的后端与制造设备1
活动安装,限位组件84包括传送带841,传送带841的两侧对称安装有软磁条842,软磁条842与传送带841的两侧相连接,传送带841和软磁条842均通过横铰杆816与外围板811活动安装;圆环筒821的上端安装有阀片主体85,阀片主体85与圆环筒821相适应配合,阀片主体85通过弱磁环863与月牙板861吸附安装,圆环筒821的前端表面开设有弧槽,引导架83通过半筒槽和横铰杆816配合与传送带841组合安装。
34.工作时,通过控制箱2控制制造设备1生产出陶瓷汽缸阀门片,而后经由传送带841将其输送至圆环筒821的上端,通过启动一号电机3和二号电机5,调节改变加工电机6底部位于陶瓷汽缸阀门片上端的不同位置,对陶瓷汽缸阀门片进行冲孔加工,使得角料掉落在圆环筒821的内侧,启动液压缸812在推板814的推动下,将角料经由导料斗88自动送出,方便对角料进行回收再利用;
35.通过安装在传送带841两侧的软磁条842,利用金属与磁体之间的相互吸引作用,有效将陶瓷汽缸阀门片水平限位运输在传送带841的正中位置,避免陶瓷汽缸阀门片发生脱轨跌落损坏;
36.通过外围板811两侧对称安装的控流机构86,利用月牙板861底部安装的弱磁环863对金属材质的陶瓷汽缸阀门片的引导,经由月牙板861对陶瓷汽缸阀门片的水平吸附拦截下,使得陶瓷汽缸阀门片被稳固定位安装在圆环筒821的上端,保障角料顺应圆环筒821的上端开口,统一掉落收集圆环筒821的内部,实现装置对角料的统一收集。
37.如图5-6所示,控流机构86包括月牙板861,月牙板861的中部安装有扣环862,扣环862的内部为中空,月牙板861的底端安装有弱磁环863;月牙板861的纵截面为t字状,圆环筒821的前端安装有导引板87,导引板87通过弧槽与圆环筒821组合安装,且导引板87通过圆环筒821和引导架83配合与传送带841位于同一平面,外围板811的前端安装有用于引导出角料的导料斗88,外围板811的前端开设有方框口,导料斗88通过方框口与推板814相对应配合;弱磁环863的上端与月牙板861相连接,月牙板861的上端中部安装有螺栓筒864,螺栓筒864的内部为中空,三号电机815的上端安装有筒杆二866,筒杆二866的上端安装有筒杆一865,筒杆二866的上端中部安装有轴杆868;轴杆868和筒杆一865的侧壁表面均安装有棱条869,筒杆二866的上端边侧呈圆形阵列安装有若干阻杆867,筒杆二866通过轴杆868边侧的棱条869配合阻杆867与筒杆一865啮合安装,筒杆二866通过轴杆868与三号电机815旋转安装,筒杆一865通过扣环862和螺栓筒864配合与月牙板861螺纹安装。
38.工作时,通过启动三号电机815,使得被安装在外围板811两侧的筒杆一865共同反向朝外侧旋转,带动其上端安装的月牙板861与陶瓷汽缸阀门片之间发生相对转动,通过筒杆一865旋转四分之一圆周,有效将陶瓷汽缸阀门片输送至导引板87上,而后统一被收集至收集箱7内侧,实现装置对陶瓷汽缸阀门片的自动收集;
39.通过启动三号电机815,带动筒杆一865和轴杆868侧壁上安装的棱条869一同碰撞阻杆867,带动阻杆867底端安装的筒杆二866与月牙板861一同扭动旋转,使得月牙板861带动陶瓷汽缸阀门片被输送出的过程中,利用瞬间的碰撞效果,使陶瓷汽缸阀门片脱离被弱磁环863吸附的作用,实现陶瓷汽缸阀门片的快速输出。
40.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖
非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
41.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。