1.本发明属于轧钢技术领域,具体涉及一种消除卷取机甩尾受损的方法。
背景技术:
2.电镀锡机组可以对厚度为0.12-0.55mm厚度的带钢进行镀锡操作,电镀锡机组的出口需要对镀锡带钢剪断,以形成符合卷重要求的镀锡卷。
3.电镀锡机组包括按照工艺依次设置的飞剪、转向辊、导板台和卷取机,其中,导板台的高度低于转向辊且高于卷取机,甩尾时,飞剪将带钢剪断,带尾通过转向辊后在重力作用下直接沿着导板台下落,从而使得带尾落入卷取机靠近转向辊的一侧,然后转动卷取机超过一圈,完成带尾的卷取。在卷取机转动卷取带尾时,带尾不受理随着惯性自然甩出,跌落在卸卷小车上,导致带尾的表面出现损伤、凹坑等缺陷,这种缺陷需要手动剪掉,增加了操作人员的负担,降低工作效率。
技术实现要素:
4.为解决上述技术问题,本发明提供一种消除卷取机甩尾受损的方法,使得带尾不与卸卷小车等其他设备发生剐蹭,保证了带尾镀锡层的完整性,提高了带钢的表面质量;同时解放了操作人员,不需要人工减去带有缺陷的带尾,提高了生产效率。
5.本发明的技术方案为:
6.本发明提供了一种消除卷取机甩尾受损的方法,在包括沿着工艺依次设置的飞剪、转向辊、导板台和卷取机的产线进行,所述导板台的高度高于所述卷取机且低于所述转向辊,所述方法包括:
7.带钢依次通过所述飞剪、所述转向辊和所述导板台后卷取至卷取机上;
8.所述飞剪剪断所述带钢并获得所述卷取机的目标转动角度;
9.从所述剪断时刻开始,所述卷取机转过所述目标转动角度后停止转动,以使所述剪断的带钢的带尾停留在所述导板台上;
10.停留有所述带尾的导板台动作,以使所述带尾从所述导板台下落并贴合至钢卷靠近所述转向辊的一侧,以避免甩尾受损。
11.进一步地,所述获得所述卷取机的目标转动角度包括:
12.获得所述剪断时刻的钢卷的甩尾长度l;
13.根据所述甩尾长度计算所述卷取机的目标转动角度θ。
14.进一步地,所述θ和所述l符合下述关系式:l=r
×
θ,所述r为所述剪断时刻的钢卷的半径。
15.进一步地,所述甩尾长度l的计算公式为:l=l1-l2,其中,l1表示所述带钢在所述剪断时刻的钢卷的切点与所述飞剪之间的带钢轨迹长度,l2表示所述带钢在所述剪断时刻的钢卷的目标落点与所述带钢在所述剪断时刻的钢卷的切点之间的带钢轨迹长度。
16.进一步地,所述导板台的上端可转动设置,以使所述带尾从所述导板台下落并贴
合至钢卷的目标落点。
17.进一步地,所述目标落点为以所述卷取机的卷轴为圆心与水平方向的夹角为0-45
°
的周向范围内,且所述目标落点设于所述卷取机靠近所述转向辊的一侧。
18.进一步地,所述目标落点与所述卷取机的卷轴位于同一高度。
19.进一步地,所述带尾从所述飞剪运行至所述导向板的过程中,所述卷取机先匀速后减速转动。
20.进一步地,所述卷取机匀速转动的线速度为50-70m/min,所述卷取机减速的加速度为0.4-0.6m/s2。
21.进一步地,所述导板台设有用于吸引带钢的磁石。
22.本发明的有益效果至少包括:
23.本发明所提供的一种消除卷取机甩尾受损的方法,在包括沿着工艺依次设置的飞剪、转向辊、导板台和卷取机的产线进行,所述导板台的高度高于所述卷取机且低于所述转向辊,所述方法包括:带钢依次通过所述飞剪、所述转向辊和所述导板台后卷取至卷取机上;所述飞剪剪断所述带钢并获得所述卷取机的目标转动角度;从所述剪断时刻开始,所述卷取机转过所述目标转动角度后停止转动,以使所述剪断的带钢的带尾停留在所述导板台上;停留有所述带尾的导板台动作,以使所述带尾从所述导板台下落并贴合至钢卷靠近所述转向辊的一侧,以避免甩尾受损。采用本发明提供的方法,带尾直接落钢卷的外周,不会与卸卷小车等其他设备发生剐蹭,保证了带尾镀锡层的完整性,提高了带钢的表面质量;同时解放了操作人员,不需要人工减去带有缺陷的带尾,提高了生产效率。
附图说明
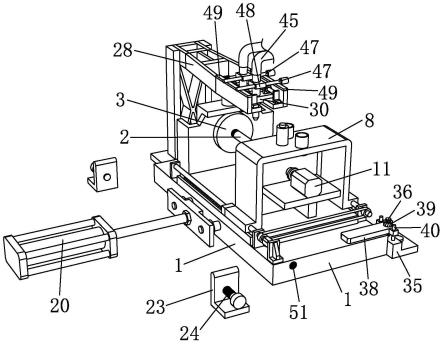
24.图1为电镀锡产线的结构示意图。
25.图2为本发明实施例提供的一种消除卷取机甩尾受损的方法的工艺步骤图。
26.图3为甩尾长度的计算原理图。
27.附图说明:
28.1-飞剪,2-转向辊,3-导板台,31-磁石,4-卷取机,5-压辊,6-钢卷,7-带钢,8-卸卷小车。
具体实施方式
29.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。
30.图1示出了电镀锡产线的结构,结合图1,电镀锡产线包括按照工艺依次设置的飞剪1、转向辊2、导板台3和卷取机4,其中,导板台3倾斜设置,且导板台3的高度低于转向辊2的高度且高于卷取机4的高度,在卷取时,带钢7依次通过飞剪1、转向辊2和卷取机4,然后从卷取机4远离转向辊2的一侧上部卷取至卷取机4上,也就是上卷取,卷取中的钢卷6的外周设于与钢卷6接触的压辊5,压辊5设于钢卷6远离转向辊2的一侧。甩尾时,导板台3的下端的抬起高度都是固定值,而钢卷的卷径却随着卷取重量而变化,这就使得飞剪1将带钢7剪断后,带尾通过转向辊2后在重力作用下直接沿着导板台3下落,起不到任何缓冲作用,从而使得带尾落入卷取机4靠近转向辊2的一侧,从而与卸卷小车碰撞;然后转动卷取机4一圈多,
完成带尾的卷取。压辊5抵压在钢卷6的外周,在卷取机4转动卷取带尾时,由于转向辊2与卷取机4具有2.5m的高度差,因此有长度约3.5m的卷尾不受控制,会在卷取过程中随着惯性自然甩出至钢卷6远离转向辊2的一侧,从而跌落在卸卷小车8上,也会导致带尾的表面出现划痕和砸伤等缺陷,这种缺陷需要手动剪掉,增加了操作人员的负担,降低工作效率。也就是说,在带尾从导板台跌落以及卷取机转动卷取带尾的过程中,均会出现带尾与卸卷小车碰撞,从而出现划痕和砸伤缺陷。当然,电镀锡或者其他的产线也可能存在上述的问题,下面以镀锡产线为例对本发明实施例提供的消除卷取机4甩尾受损的方法进行说明。
31.图2为本发明实施例提供的一种消除卷取机4甩尾受损的方法的工艺步骤图,结合图2,本发明实施例提供了一种消除卷取机4甩尾受损的方法,在上述的产线进行,该方法包括:
32.s1,带钢7依次通过所述飞剪1、所述转向辊2和所述导板台3后卷取至卷取机4上;
33.在电镀锡生产中,镀锡前的钢卷6可能是冷硬卷或者退火卷,冷硬卷或者退火卷采用前一卷的卷尾与后一卷的卷头焊接然后进行电镀锡,因此电镀锡结束后是一条带钢7,而钢卷6的尺寸和重量不能无限大,因此需要卷取至目标重量后采用飞剪1剪断镀锡后的带钢7,然后在转向辊2的作用下向下转向,顺着导板台3的导引卷取至高度较低的卷取机4上,形成一件镀锡钢卷6。然后以剪断处的带钢7为带头重新卷取新的一件镀锡钢卷6,以此类推。
34.s2,所述飞剪1剪断所述带钢7并获得所述卷取机4的目标转动角度;
35.作为本发明实施例的一种实施例方式,所述获得所述卷取机4的目标转动角度包括:
36.获得所述剪断时刻的钢卷6的甩尾长度l;
37.根据所述甩尾长度计算所述卷取机4的目标转动角度θ。
38.作为本发明实施例的一种实施例方式,所述θ和所述l符合下述关系式:l=r
×
θ,所述r为所述剪断时刻的钢卷6的半径。
39.此处的转动角度θ表示弧度制的角度,由甩尾长度计算卷取机4的转动角度,以保证卷取机4转过目标转动角度后使得带尾刚好落在目标落点上,从而避免带钢7与其他设备碰伤。转动角度还可以采用角度制的角度来进行计算,在此不作限定。作为本发明实施例的一种实施例方式,所述甩尾长度l的计算公式为:l=l1-l2。
40.其中,l1表示所述带钢7在所述剪断时刻的钢卷6的切点与所述飞剪1之间的带钢7轨迹长度,也就是图3中的a点到d点之间的带钢7的轨迹长度,带钢7在转向辊2和卷取机4上的钢卷6之间的部分也就是cd的长度l11为平直设置,且带钢7与转向辊2以及剪断时刻卷取机4上的钢卷6均是相切设置,因此带钢7与剪断时刻的钢卷6具有切点,带钢7与转向辊2具有相切的弧长bc即l12,带钢7与转向辊2靠近卷取机的切点b到带钢7与钢卷的切点a之间的长度也就是l13;l11、l12以及l13的计算如下:
41.cd长度l11:由于飞剪1与转向辊2的位置是固定,飞剪1与转向辊2的距离l11可以通过刻度尺测量获得;
42.bc弧长l12,结合图3,弧长l12对应的中心角为α,α=β-γ,β=arctany/x,x是转向辊2的中心轴与卷取机4的芯轴之间的水平距离,y是转向辊2的中心轴与卷取机4的芯轴之间的竖向距离;γ=arcsin[(r-r)/√(x2 y2)],r表示计算时刻的钢卷的半径,r表示转向辊2的半径,计算时刻的钢卷r可以通过线速度和角速度的比值获得,也可以采用编码器计数
卷取机的转数n,然后用卷取机的转数n与带钢的厚度d做乘法,然后用n
×
d与卷取机的卷筒的半径求和获得;还可以通过在压辊5上设置激光测距仪,测量压辊5与卷取机4芯轴之间的距离来获得。
[0043]
ab长度l13:l13=cosγ
×
√(x2 y2)。
[0044]
l2表示所述带钢7在所述剪断时刻的钢卷6的目标落点与所述带钢7在所述剪断时刻的钢卷6的切点之间的带钢7轨迹长度,也就是图3中a点到e点(目标落点)之间的弧长l2,这样可以保证带尾从导板台3刚好落在目标落点e点;
[0045]
l2的弧长可以采用下述方法计算:l2=r
×
(δ α),δ的取值为45-135
°
,优选90
°
。
[0046]
作为本发明实施例的一种实施例方式,所述导板台3的上端可转动设置,以使所述带尾从所述导板台3下落并贴合至钢卷6的目标落点。导板台3导向带钢7而送至卷取机4时,导板台3倾斜设置,使转向辊2与卷取机4上的钢卷6之间的带钢7与导板台3上方的导向面贴合设置;当卷取机4转动目标转动角度时,带尾停留在导板台3上,在导板台3的支撑和摩擦作用下,带尾无法离开导板台3;转动导板台3的上端,使得导板台3的下端朝向远离钢卷的方向转动,优选地导板台3的下端转动至导板台3竖向设置,此时带钢7无法贴合导板台3的导向面贴合而失去支撑在重力作用下跌落至钢卷6的目标落点,完成卷取。
[0047]
作为本发明实施例的一种实施例方式,所述目标落点为以所述卷取机4的卷轴为圆心与水平方向的夹角为0-45
°
的周向范围内,且所述目标落点设于所述卷取机4靠近所述转向辊2的一侧;也就是说目标落点在钢卷6靠近转向辊2的一侧的外周,带尾贴合落在钢卷6靠近转向辊2的一侧的外周就直接完成了卷取,而不需要卷取机4再转动收卷,避免了带尾与其他的设备接触剐蹭。
[0048]
优选地,在本实施例中,所述目标落点与所述卷取机4的卷轴位于同一高度,也就是说带尾刚刚好落在卷取机4上的钢卷6的外周与竖线的切点上。
[0049]
s3,从所述剪断时刻开始,所述卷取机4转过所述目标转动角度后停止转动,以使所述剪断的带钢7的带尾停留在所述导板台3上;
[0050]
作为本发明实施例的一种实施例方式,所述带尾从所述飞剪1运行至所述导向板的过程中,所述卷取机4先匀速后减速转动。
[0051]
作为本发明实施例的一种实施例方式,所述卷取机匀速转动的线速度为50-70m/min,所述卷取机减速的加速度为0.4-0.6m/s2。卷取机4的减速点还可以设置在从带尾开始算至v
02
/2a长度的位置点处。其中a表示加速度。
[0052]
作为本发明实施例的一种实施例方式,所述导板台3设有用于吸引带钢7的磁石31。导板台3上设置磁石31,可以使得带尾能够稳定的停留在导板台3上,然后转动导板台3,使得导板台3竖向设置,带尾挣脱磁石31的吸引,下落至卷取机4和转向管之间的目标落点,完成卷取。
[0053]
另外,还可以控制导板台3的下端摆动高度,以适应不同卷径的钢卷的带尾都可以贴合导板台3卷取。导板台3的下侧的高度与剪断时的钢卷的卷径之间符合下述关系式:
[0054]
y=ar b,y导板台3下侧设定高度,a和b可以通过下述方法获得,建立x-y坐标系,其中x为水平方向且垂直于卷取机的轴向,y为竖向,其中导板台3上侧可转动设置,因此导板台3上侧的坐标可以确定,且计算时刻带钢与钢卷的切点a的坐标可以确定,由此可以确定a点与导板台3上侧点所在的直线方程,由此可以获得a和b的值,将实时的r值代入y=ar
b就可以获知导板台3下侧的位置坐标。
[0055]
s4,停留有所述带尾的导板台3动作,以使所述带尾从所述导板台3下落并贴合至钢卷6靠近所述转向辊2的一侧,以避免甩尾受损。
[0056]
此处的导板台3动作可以是上述的导板台3由倾斜转动至竖向设置,当然也可以是其他的方向,只要使带尾离开导板台3即可。
[0057]
本发明提供的一种消除卷取机4甩尾受损的方法具体如下:
[0058]
带钢7依次通飞剪1、转向辊2和导板台3,采用上卷取的方式卷至卷取机4的芯轴上,当芯轴上的钢卷6到达目标重量后,飞剪1动作将带钢7剪断,此时计算出甩尾长度l,并根据甩尾长度l计算出卷取机4即将转动的目标转动角度,然后转动卷取机4目标转动角度并停止转动,使得带尾定位在导板台3上,导板台3转动,使得带尾下落至钢卷6外周的目标落点,完成卷取,打包后将钢卷6卸载至卸卷小车8上。采用该方法,保证卷取机甩尾时的定位精度及稳定性,带尾不会与卸卷小车8等其他设备发生剐蹭,保证了带尾镀锡层的完整性,提高了带钢7的表面质量;同时解放了操作人员,不需要人工减去带有缺陷的带尾,提高了生产效率,设备运行稳定性大幅度提高。
[0059]
尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
[0060]
显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。