1.本发明涉及自动化焊接领域,特别涉及一种铁路货车心盘座及其自动化焊接方法。
背景技术:
2.今年来,铁路货车生产方式正向智能化转变,铁路货车车体钢结构枕梁的心盘座在传统的焊接过程中,一方面,由于枕梁钢结构组焊接工艺上的焊接应力,工艺方面环节处理不当,都会造成心盘座的焊接应力变形,安装平面度不够,心盘在铆接安装后,在运用过程中由于载重及运行冲击,造成铆钉断、心盘裂的问题;另一方面,自动化程度低,生产效率低下,所需人工成本高,严重拖累了企业的发展。因此,有必要得到一种自动化程度高,效率高,所得产品品质优异的心盘座自动化焊接方法。
技术实现要素:
3.本发明提供了一种铁路货车心盘座及其自动化焊接方法,其目的是为了提高心盘座的焊接效率和品质。
4.为了达到上述目的,本发明提供了一种铁路货车心盘座,包括第一连接板、第二连接板、第一隔板、第二隔板、第一补强板和第二补强板;所述第一补强板和第二补强板竖直设于所述工件两侧,所述第一补强板和第二补强板之间通过所述第一连接板和第二连接板连接,所述第一连接板和第二连接板位于所述第一补强板和第二补强板底部且平行设置,所述第一隔板和第二隔板分别垂直连接于所述第一连接板和第二连接板上,所述第一隔板和第二隔板两端与所述第一补强板和第二补强板相连接。
5.进一步的,所述步骤一中第一补强板和第二补强板的板厚为10mm,所述第一连接板和第二连接板的板厚为14mm,所述第一隔板和第二隔板的板厚为14mm。
6.本发明还提供了一种铁路货车心盘座的自动化焊接方法,包括:
7.步骤一、准备好心盘座工件,所述工件包括;
8.步骤二、采用点激光系统寻位,依次在所述第二隔板、第一隔板、第一连接板和第二连接板上进行寻位;
9.步骤三、对工件进行焊接,焊接顺序为:所述第一补强板与所述第一连接板和第二连接板的连接处、所述第二补强板与所述第一连接板和第二连接板的连接处、所述第一连接板和第二连接板与所述第一隔板和第二隔板的连接处、变位机顺时针翻转90
°
、所述第一补强板与所述第一隔板和第二隔板的连接处、变位机逆时针翻转180
°
、所述第二补强板与所述第一隔板和第二隔板的连接处、变位机顺时针翻转90
°
;
10.步骤四、完成焊接,清理飞溅。
11.进一步的,所述步骤二中第二隔板的寻位方式为在所述第二隔板背向所述第一隔板的一面垂直进行四组1d寻位;所述第一隔板的寻位方式为在所述第一隔板背向所述第二隔板的一面垂直进行四组1d寻位;所述第一连接板和第二连接板的寻位方式为在所述第一
连接板和第二连接板的上表面分别垂直进行一组1d寻位。
12.进一步的,所述步骤三中所述第一补强板与所述第一连接板和第二连接板的连接处由所述工件内部进行单面焊接,焊缝方向为由所述第一连接板的两侧向所述第一隔板焊接,由所述第二连接板的两侧向所述第二隔板焊接;焊接的焊角为6mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.9hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min。
13.进一步的,所述步骤三中所述第二补强板与所述第一连接板和第二连接板的连接处由所述工件内部进行单面焊接,焊缝方向为由所述第一连接板的两侧向所述第一隔板焊接,由所述第二连接板的两侧向所述第二隔板焊接;焊接的焊角为6mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.9hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min。
14.进一步的,所述步骤三中所述第一连接板和第二连接板与所述第一隔板和第二隔板的连接处进行双面焊接,焊缝方向为由所述第一补强板向所述第二补强板进行焊接;焊接的焊角为8mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.8hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min。
15.进一步的,所述步骤三中所述第一补强板与所述第一隔板和第二隔板的连接处进行双面焊接,焊缝方向为由所述第一补强板上端向下端进行焊接;焊接的焊角为8mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.8hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min。
16.进一步的,所述步骤三中所述第二补强板与所述第一隔板和第二隔板的连接处进行双面焊接,焊缝方向为由所述第二补强板上端向下端进行焊接;焊接的焊角为8mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.8hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min。
17.进一步的,所述步骤三中焊接时保持焊枪的倾角75-90
°
,焊枪夹角40-45
°
,焊丝干伸长15mm。
18.本发明的上述方案有如下的有益效果:
19.1、本发明所述的心盘座工件焊缝焊接100%由焊接机器人自动化完成,生产效率提升约40%,减员30%;
20.2、本发明方法焊接的焊缝质量优异;
21.3、通过本方法焊接的单件心盘座工件时间约为15分钟,相比手工焊接提效1倍;
22.4、改善操作了劳动条件,操作工远离了焊接弧光、烟雾、飞溅和高温等,工作安全得到了保障。
附图说明
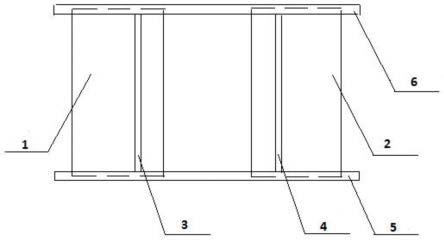
23.图1为本发明的工件结构图;
24.图2为本发明的第一补强板与第一连接板和第二连接板的连接处焊接图;
25.图3为本发明的第二补强板与第一连接板和第二连接板的连接处焊接图;
26.图4为本发明的第一连接板和第二连接板与第一隔板和第二隔板的连接处焊接图;
27.图5为本发明的第一补强板与第一隔板和第二隔板的连接处焊接图;
28.图6为本发明的第二补强板与第一隔板和第二隔板的连接处焊接图。
29.附图标记说明
30.1-第一连接板;2-第二连接板;3-第一隔板;4-第二隔板;5-第一补强板;6-第二补强板。
具体实施方式
31.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
32.本发明针对现有的问题,提供了一种铁路货车心盘座,如图1所示,包括第一连接板1、第二连接板2、第一隔板3、第二隔板4、第一补强板5和第二补强板6;所述第一补强板5和第二补强板6竖直设于所述工件两侧,所述第一补强板5和第二补强板6之间通过所述第一连接板1和第二连接板5连接,所述第一连接板1和第二连接板5位于所述第一补强板5和第二补强板6底部且平行设置,所述第一隔板3和第二隔板4分别垂直连接于所述第一连接板1和第二连接板2上,所述第一隔板3和第二隔板4两端与所述第一补强板5和第二补强板6相连接;
33.其中,所述第一补强板5和第二补强板6的板厚为10mm,所述第一连接板和第二连接板的板厚为14mm,所述第一隔板和第二隔板的板厚为14mm。
34.本发明还提供了一种铁路货车心盘座的自动化焊接方法,本方法采用的焊接机器人本体及控制系统,均为fanuc品牌,机器人型号:fanuc m-10ia/8l。机器人软件:fanuc弧焊软件;起始点寻位软件;焊缝跟踪软件。点激光寻位系统:激光传感器,寻位软件。所用焊接设备为麦格米特artsen-pm500nr焊机。所述方法的具体步骤包括:
35.步骤一、准备好心盘座工件,所述工件母材为q450nqr1;焊材为chw-55cnh,φ1.2mm;
36.步骤二、采用点激光系统寻位,依次在所述第二隔板4、第一隔板3、第一连接板1和第二连接板2上进行寻位;其中,所述第二隔板4的寻位方式为在所述第二隔板4背向所述第一隔板3的一面垂直进行四组1d寻位;所述第一隔板3的寻位方式为在所述第一隔板3背向所述第二隔板4的一面垂直进行四组1d寻位;所述第一连接板1和第二连接板2的寻位方式为在所述第一连接板1和第二连接板2的上表面分别垂直进行一组1d寻位。
37.步骤三、如图2所示,对所述第一补强板5与所述第一连接板1和第二连接板2的连接处由所述工件内部进行单面焊接,焊缝方向为由所述第一连接板的两侧向所述第一隔板焊接,由所述第二连接板2的两侧向所述第二隔板4焊接;焊接的焊角为6mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.9hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min;
38.如图3所示,对所述第二补强板6与所述第一连接板1和第二连接板2的连接处由所述工件内部进行单面焊接,焊缝方向为由所述第一连接板1的两侧向所述第一隔板3焊接,由所述第二连接板2的两侧向所述第二隔板4焊接;焊接的焊角为6mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.9hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min;
39.如图4所示,对所述第一连接板1和第二连接板2与所述第一隔板3和第二隔板4的连接处进行双面焊接,焊缝方向为由所述第一补强板5向所述第二补强板6进行焊接;焊接的焊角为8mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.8hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min;
40.如图5所示,将变位机顺时针翻转90
°
,对所述第一补强板5与所述第一隔板3和第二隔板4的连接处进行双面焊接,焊缝方向为由所述第一补强板5上端向下端进行焊接;焊接的焊角为8mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.8hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min;
41.如图6所示,将变位机逆时针翻转180
°
,对所述第二补强板6与所述第一隔板3和第二隔板4的连接处进行双面焊接,焊缝方向为由所述第二补强板6上端向下端进行焊接;焊接的焊角为8mm,焊接电流为260a,焊接电压为28-30v,焊接速度为500mm/min,摆动频率为2.8hz,振幅为1.3mm,摆动停留时间为0.1s,收弧电流为180a,气体流量为19-25l/min;
42.步骤四、将变位机顺时针翻转90
°
,完成焊接,清理飞溅。
43.其中,所述步骤三中焊接时保持焊枪的倾角75-90
°
,焊枪夹角40-45
°
,焊丝干伸长15mm。
44.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。