1.本技术涉及触摸屏加工的技术领域,尤其是涉及一种用于触摸屏加工用的激光蚀刻机。
背景技术:
2.电容式触摸屏是一块四层复合玻璃屏,玻璃屏的内表面和夹层各涂有一层ito,最外层是一薄层矽土玻璃保护层,ito涂层作为工作面,四个角上引出四个电极,当手指触摸在金属层上时,用户和触摸屏表面形成以一个耦合电容,对于高频电流来说,电容是直接导体,于是手指从接触点吸走一个很小的电流,这个电流分从触摸屏的四角上的电极中流出,并且流经这四个电极的电流与手指到四角的距离成正比,控制器通过对这四个电流比例的精确计算,得出触摸点的位置,相关技术中,ito涂层作为导电层,需要利用激光蚀刻机在ito涂层上加工出线路。
3.相关技术如授权公告号为cn202398942u的中国专利所公开的一种脉冲激光刻蚀油墨上银浆导电膜层的装置,高频率脉冲激光器的输出端依次布置光闸、扩束镜和半透半反镜片,半透半反镜片的输出端布置有第一1/2波片和第二高反射率镜片,第一1/2波片的输出端依次布置第一格兰棱镜和第一高反射率镜片,第一高反射率镜片的输出端布置有第一振镜场镜系统,第一振镜场镜系统的输出端正对于四轴高精度平台;第二高反射率镜片的输出端布置有第二1/2波片和第二格兰棱镜,第二格兰棱镜的输出端布置有第三高反射率镜片,第三高反射率镜片的输出端布置有第二振镜场镜系统,第二振镜场镜系统的输出端正对于四轴高精度平台。
4.针对上述中的相关技术,本发明人认为,触摸屏在加工时,一般需要人工将待加工的半成品触摸屏一片片的放置在四轴高精度工作台,在加工完成后,又需要人工将加工完成后的成品触摸屏一片片的取出,较为耗费人力,因此需要改进。
技术实现要素:
5.为了改善相关技术中激光蚀刻机需要人工频繁取放触摸屏的问题,本技术提供一种触摸屏加工用的激光蚀刻机。
6.本技术提供的一种触摸屏加工用的激光蚀刻机,采用如下的技术方案。
7.一种触摸屏加工用的激光蚀刻机,包括:机架,所述机架内沿机架长度方向依次划分为中转区和蚀刻区,所述中转区沿高度方向依次分为进料区和出料区;高频率脉冲激光器,所述高频率脉冲激光器设置于蚀刻区的上端内,所述高频率脉冲激光器用于对触摸屏的ito涂层进行蚀刻加工;四轴高精度工作台,所述四轴高精度工作台设置于蚀刻区内,所述四轴高精度工作台位于高频率脉冲激光器的下方;第一升降机,所述第一升降机安装于蚀刻区的下端内,所述第一升降机用于带动
四轴高精度工作台上下升降;第一取料装置,所述第一取料装置滑移连接于机架内,所述第一取料装置的两端滑移极限位置分别位于进料区和蚀刻区内;第二取料装置,所述第二取料装置滑移连接于机架内,所述第二取料装置的两端滑移极限位置分为位于出料区和蚀刻区内;其中,所述进料区用于供若干片层叠设置的半成品触摸屏放置使用;所述出料区用于供若干层叠设置的成品触摸屏放置使用。
8.通过采用上述技术方案,机架可以起到支撑承载的作用,利用高频率脉冲激光器和四轴高精度工作台之间的配合能够实现对触摸屏的线路蚀刻处理,在该激光蚀刻机工作前,由工作人员将层叠在一起的多片半成品触摸屏放置在进料区内,然后利用第一取料装置将位于进料区内且处于最上方的半成品触摸屏取放在四轴高精度工作台上,以实现对各片半成品触摸屏的蚀刻处理,当四轴高精度工作台上的触摸屏蚀刻结束后,利用第一升降机带动四轴高精度工作台移动至靠近出料区的位置处,然后利用第二取料装置将位于出料区内的成品触摸屏转移至出料区内,重复上述工作即可有效的提高效率,且降低人工成本。
9.可选的,还包括:第一水平纵向传输装置,所述第一水平纵向传输装置设置于进料区内,所述第一水平纵向传输装置用于若干件将层叠放置的半成品触摸屏在机架内和机架外之间进行转移;第二水平纵向传输装置,所述第二水平纵向传输装置设置于出料区内,所述第二水平纵向传输装置用于将若干件将层叠放置的成品触摸屏在机架内和机架外之间进行转移。
10.通过采用上述技术方案,利用第一水平纵向传输装置将层叠的半成品触摸屏自动的转移至机架内,并利用第二料架水平纵向传输装置将层叠的成品触摸屏自动的转移出机架外,使得工作人员无需将手深入机架狭小的空间内,确保半成品触摸屏和成品触摸屏的转移安全。
11.可选的,还包括:半成品料架,所述半成品料架的上端开口设置,所述半成品料架放置在第一水平纵向传输装置以用于承载层叠放置的半成品触摸屏;成品料架,所述成品料架的上端开口设置,所述成品料架放置在第二水平纵向传输装置以用于承载层叠放置的成品触摸屏;其中,当半成品触摸屏和成品触摸屏层叠放置时,相邻设置的两片半成品触摸屏之间以及相邻设置的两片成品触摸屏之间均放置有海绵垫。
12.通过采用上述技术方案,利用半成品料架便于多片半成品触摸屏叠放,利用成品料架便于多片成品触摸屏叠放,利用海绵垫能够防止叠放在一起的多片半成品触摸屏以及叠放在一起的多片成品触摸屏发生磨损。
13.可选的,所述机架内还设置有:第二升降机,所述第二升降机设置于进料区内,所述第二升降机用于带动第一水平纵向传输装置上下升降;第三升降机,所述第三升降机设置于出料区内,所述第三升降机用于带动第二水
平纵向传输装置上下升降。
14.通过采用上述技术方案,利用第二升降机和第三升降机分别带动第一水平纵向传输装置和第二水平纵向传输装置升降,能够调节位于成品料架最上方的成品触摸屏以及位于半成品料架最上方的半成品触摸屏的实际高度,便于成品触摸屏和半成品触摸屏的取放。
15.可选的,所述机架内还设置有:第一水平横向传输装置,所述第一水平横向传输装置设置于第二升降机上,所述第一水平横向传输装置用于带动第一水平纵向传输装置沿着机架的长度方向来回平移;第二水平横向传输装置,所述第二水平横向传输装置设置于第三升降机上,所述第二水平横向传输装置用于带动第二水平纵向传输装置沿着机架的长度方向来回平移。
16.通过采用上述技术方案,利用第一水平横向传输装置和第二水平横向传输装置能够分别带动成品料架和半成品料架能够沿着机架的长度方向移动,当第一真空吸盘(或第二真空吸盘)朝向中转区所在方向移动时,成品料架(或半成品料架)能够朝向蚀刻区所在方向移动,从而更快的视线成品触摸屏(或半成品触摸屏)的转移工作。
17.可选的,还包括:第三取料装置,所述第三取料装置滑移连接于机架内,所述第三取料装置的两端滑移极限位置分别位于进料区和出料区内;其中,所述第三取料装置用于将进料区内的海绵垫转移至出料区内。
18.通过采用上述技术方案,利用第三取料装置能够将成品料架内的海绵垫转移至半成品料架内,从而使得成品触摸屏在成品料架内叠放时能够隔开,确保成品触摸屏的叠放安全。
19.可选的,所述机架内设置有:隔离板,所述隔离板竖直的设置于中转区和蚀刻区之间,所述隔离板上设置有用于供第一取料装置和第二取料装置穿设的穿设槽。
20.通过采用上述技术方案,利用隔离板能够将蚀刻区和中转区隔开,避免半成品触摸屏蚀刻过程中产生的烟尘直接进入中转区内,利用穿设槽避免隔离板对第一取料装置和第二取料装置造成干涉。
21.可选的,所述机架内还设置有:风幕机,所述风幕机位于中转区和蚀刻区之间,所述风幕机的出风口朝向机架其中一长边侧设置,所述风幕机用于形成封闭穿设槽的风幕。
22.通过采用上述技术方案,利用风幕机形成风幕能够封闭穿设槽,进一步确保蚀刻区与中转区之间的隔离效果。
23.可选的,还包括:抽风装置,所述抽风装置设置在升降机上,所述抽风装置的进风口自对准四轴高精度工作台的上方。
24.通过采用上述技术方案,利用抽风装置将半成品触摸屏蚀刻过程中产生的烟尘能够被及时抽走,确保蚀刻区的工作环境安全。
25.综上所述,本技术包括以下至少一种有益技术效果:能够实现半成品触摸屏和成品触摸屏的自动运输转移工作,从而使得无需人工频
繁取放触摸屏,有效提高加工效率,并节省人工;能够确保成品触摸屏的转移安全,避免成品显示屏在层叠存放时发生磨损;半成品触摸屏和成品触摸屏的取放工作可以在机架外进行,操作空间较大,便于使用。
附图说明
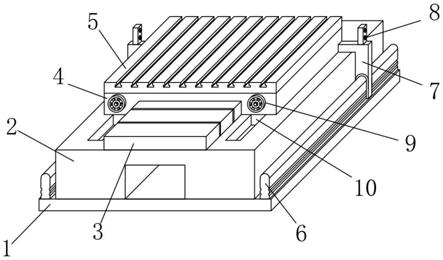
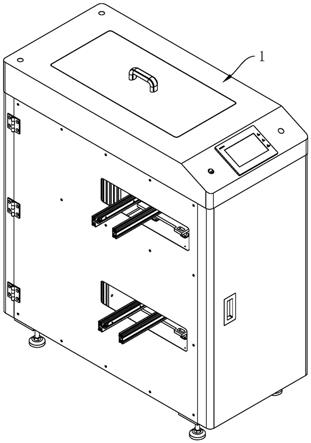
26.图1是本技术实施例的激光蚀刻机的主视图;图2是本技术实施例的激光蚀刻机的内部布置示意图;图3是本技术实施例的激光蚀刻机的结构示意图;图4是本技术实施例的第一升降机的主视图;图5是本技术实施例的抽风装置的主视图;图6是本技术实施例的第二升降机(或第三升降机)的主视图;图7是本技术实施例的第一平移组件(或第二平移组件)的主视图;图8是本技术实施例的第一平移组件(或第二平移组件)的结构图;图9是本技术实施例的第一取料装置、第二取料装置和第三取料装置的主视图。
27.附图标记:1、机架;2、高频率脉冲激光器;3、四轴高精度工作台;4、第一升降机;41、第一精密气动导轨;42、角撑;43、托板;5、抽风装置;51、排风箱;511、抽风孔;52、集气管;53、抽气泵;6、第一取料装置;61、第三驱动机;611、第三精密气动导轨;612、延伸件;62、真空吸盘;7、第二取料装置;8、第三取料装置;9、第一平移组件;91、第一水平纵向传输装置;911、支撑梁;912、传送带;913、皮带轮;914、第二驱动机;915、第二电机;916、驱动轴;917、主动轮;918、支撑部;92、第一水平横向传输装置;921、第二精密气动导轨;93、半成品料架;10、第二平移组件;101、第二水平纵向传输装置;102、第二水平横向传输装置;103、成品料架;11、第二升降机;111、固定台;112、升降台;113、升降导向杆;114、第一驱动机构;115、第一电机;116、第一丝杆;117、连接台;12、第三升降机;13、隔离板;131、穿设槽;14、风幕机。
具体实施方式
28.以下结合附图1
‑
9对本技术作进一步详细说明。
29.本技术实施例公开一种用于触摸屏加工用的激光蚀刻机。参照图1和图2,该激光蚀刻机包括机架1、高频率脉冲激光器2、四轴高精度工作台3、第一升降机4、抽风装置5、第一取料装置6、第二取料装置7、第三取料装置8、第一平移组件9、第二平移组件10和升降组件;其中,机架1的内部通过一片竖直设置的隔离板13(图3中显示)分隔为沿机架1长度方向排布的蚀刻区和中转区,中转区内又沿着机架1的高度方向分隔为进料区和出料区。
30.参照图2和图3,高频率脉冲激光器2、四轴高精度工作台3、第一升降机4和抽风装置5均设置于蚀刻区内以用于对半成品触摸屏进行蚀刻处理,第一平移组件9和第二平移组件10分别设置于进料区和出料区内,第一取料装置6用于将第一平移组件9上的半成品触摸屏转移至四轴高精度工作台3上,第二取料装置7用于将四轴高精度工作台3上的成品触摸屏转移至第二平移组件10上,升降组件用于驱动第一平移组件9和第二平移组件10做上下升降运动。
31.参照图3和图4,第一升降机4包括第一精密气动导轨41、角撑42和托板43,第一精密气动导轨41至少两件且沿着机架1的宽度方向并排设置,各件第一精密气动导轨41均竖直设置,角撑42设置有两件,两件角撑42分别安装于两件第一精密气动导轨41的活动部上,托板43安装于两根角撑42的上表面,四轴高精度工作台3安装于托板43上;其中,各件第一精密气动导轨41均设置于蚀刻区远离中转区的一侧上。
32.参照图3和图5,抽风装置5包括排风箱51、集气管52和抽气泵53,排风箱51设置有两件且分别设置于升降台112的两侧上,在两件排风箱51相向设置的一侧上均设置有若干道对准四轴高精度工作台3上方的抽风孔511,集气管52设置在升降台112沿机架1长度方向设置的一侧上,且集气管52的两端分别与两件排风箱51相通,泵机设置于机架1外且进气口与集气管52之间通过波纹软管相通。
33.参照图2,升降组件包括第二升降机11和第三升降机12,第二升降机11和第三升降机12分别设置在进料区和出料区上,第一平移组件9安装于第二升降机11上,第二平移组件10安装于第三升降机12上。
34.参照图2和图6,第二升降机11和第三升降机12均包括固定台111、升降台112、升降导向杆113和第一驱动机构114,固定台111固定在中转区内,升降台112设置于固定台111的正上方,升降导向杆113竖直设置有若干根,各根升降导向杆113的上端均与升降台112的下表面固定,且各根升降导向杆113的下端均穿设过固定台111,第一驱动机构114安装于固定台111上以用于带动升降台112上下升降,第一驱动机构114设置为电机丝杆传动装置;其中,第一平移组件9(或第二平移组件10)安装于升降台112上。
35.具体的,第一驱动机构114包括第一电机115、第一丝杆116和连接台117,第一电机115的机身固定在固定台111上,第一丝杆116的上下两端分别与固定台111和机架1转动连接,第一丝杆116的中部与水平设置的连接台117螺纹连接,连接台117与各根升降导向杆113的下端固定连接,第一电机115的输出轴与第一丝杆116之间通过皮带轮913结构传动连接。
36.参照图2和图7,当需要将多件层叠在一起的半成品触摸屏转移至机架1内时,需要将各件半成品触摸屏层叠的放置在半成品料架93内,当需要将多件层叠在一起的成品触摸屏转移出机架1外时,需要将各件成品触摸屏层叠的放置在成品料架103内;其中,第一平移组件9包括第一水平纵向传输装置91和第一水平横向传输装置92,第一水平横向传输装置92安装于升降组件上以用于带动半成品料架93沿着机架1的长度方向来回平移,第一水平纵向传输装置91安装于第一水平横向传输装置92上以用于带动半成品料架93沿着机架1的宽度方向来回平移;第二平移组件10包括第二水平纵向传输装置101和第二水平横向传输装置102,第二水平横向传输装置102安装于升降组件上以用于带动成品料架103沿着机架1的长度方向来回平移,第二水平纵向传输装置101安装于第二水平横向传输装置102上以用于带动成品料架103沿着机架1的宽度方向来回平移。
37.参照图8,第一水平横向传输装置92(或第二水平纵向传输装置101)包括若干根机架1宽度方向排布的第二精密气动导轨921,第一水平纵向传输装置91(或第二水平纵向传输装置101)安装在各件第二精密气动导轨921的活动部上。
38.第一水平纵向传输装置91(或第二水平纵向传输装置101)包括支撑梁911、传送带912和第二驱动机914;其中,支撑梁911沿着机架1的长度方向并排设置有两根,两根支撑梁
911均与各件第二精密气动导轨921的活动部连接,传送带912设置有两件,且两件传送带912分别安装在两根支撑梁911相向设置的一侧上,第二驱动机914安装于其中一根支撑梁911上以用于驱动两件传送带912同步工作。
39.在支撑梁911的两端上均设置有皮带轮913,第二驱动机914包括第二电机915、驱动轴916和主动轮917,第二电机915的机身与支撑梁911固定,驱动轴916与第二电机915的输出轴固定,且驱动轴916的两端分别与两根支撑梁911转动连接,主动轮917设置有两件且分别与驱动轴916的两端固定,传送带912依次绕设过位置相应的各件皮带轮913和主动轮917;其中,在两根支撑梁911相向设置的一侧上均设置有支撑部918,传送带912的上侧与支撑部918的上表面贴合以起到防止凹陷的效果。
40.参照图2和图9,第一取料装置6、第二取料装置7和第三取料装置8均包括真空吸盘62和第三驱动机61;其中,真空吸盘62的吸盘部位竖直向下设置,第三驱动机61用于带动真空吸盘62沿指定路径做直线往复运动。
41.参照图9,第三驱动机61包括第三精密气动导轨611和延伸件612,第三精密气动导轨611安装于机架1的内壁上,延伸件612安装于第三精密气动导轨611的活动部上,延伸件612远离第三精密气动导轨611的位置朝向机架1的中心延伸,且延伸件612的延伸方向与第三精密气动导轨611的长度方向互相垂直,真空吸盘62安装于延伸件612远离第三精密气动导轨611的一端上。
42.其中,在隔离板13的其中一侧上设置有用于供第一取料装置6和第二取料装置7穿设的穿设槽131,在隔离板13的另外一侧上设置有风幕机14,风幕机14的出风口朝向隔离板13设置有穿设槽131的一侧设置,利用风幕机14能够起到用于封闭穿设槽131的风幕。
43.本技术实施例一种用于触摸屏加工用的激光蚀刻机的实施原理为:第一步:将若干半成品触摸屏层叠的放置在半成品料架93内,且相邻设置的两片半成品触摸屏之间放置有一片海绵垫,然后将半成品料架93放置在第一水平纵向传输装置91上,利用第一水平纵向传输装置91能够将半成品料架93输送进机架1内。
44.第二步:通过第一水平横向传输装置92带动半成品料架93移动至进料区靠近蚀刻区的一侧上,此时,第一取料装置6的真空吸盘62位于半成品料架93的正上方,再通过第二升降机11带动半成品料架93上升,使得第一取料装置6的真空吸盘62能够吸附固定住半成品触摸屏并转移至蚀刻区内进行蚀刻加工。
45.第三步:利用第二升降机11带动半成品料架93下降,同时利用第一水平横向传输装置92带动半成品料架93移动至进料区远离蚀刻区的一侧上,此时,第三取料装置8的真空吸盘62位于半成品料架93的正上方,然后通过第二升降机11带动半成品料架93上升,使得第三取料装置8的真空吸盘62能够吸附住海绵垫;第四步:利用第二升降机11带动半成品料架93下降,并利用第一水平横向传输装置92带动半成品料架93移动至进料区靠近蚀刻区的一侧上,然后利用第三取料装置8将海绵垫转移至成品料架103内;第五步:利用第二水平横向传输装置102带动成品料架103移动至出料区靠近蚀刻区的一侧上,此时,第二取料装置7的真空吸盘62位于成品料架103的正上方,且第二取料装置7上吸附固定有成品触摸屏,再通过第三升降机12带动成品料架103上升,使得第二取料装置7的真空吸盘62能够将成品触摸屏放置在成品料架103内;
第六步:重复步骤二至步骤五即可。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。