1.本发明涉及轮胎模具加工制造领域,具体是涉及一种轮胎模具花纹块电火花自动加工方法。
背景技术:
2.近些年,随着科技的发展特别是新能源汽车的普及,汽车厂商对轮胎的噪音和节能减排等性能提出更高的要求。轮胎制造厂商不得不在轮胎生产的各个工艺环节进行深入研究,尽可能的优化提升轮胎的质量和性能参数。其中,轮胎模具的精度直接关系到轮胎在硫化后的外形尺寸,如轮胎的真圆度、轮辋和台面直径的同轴度、花纹块间的飞边大小等。全钢轮胎模具的花纹块的型腔花纹在cnc加工中心钣金雕刻后需经过电火花清根清角才能达到客户的图纸要求;通常,全钢花纹块电火花加工前,首先,需对电极进行人工校准,加工精度很大程度取决于操作者的技能,花纹块精加工后的圆跳动可以达到0.2-0.3mm,电极间的对接台阶可能达到0.2mm,电火花后的人工抛光打磨量比较多,型腔表面的表面一致性和平面度会较差。
3.传统cnc电火花加工的环境相对数控铣床会比较脏,加工的自动化程度较低,加工效率也没有数控铣床高,随着用工成本的不断上涨,电火花工种招工越来越难,cnc电火花加工的加工成本越来越高。
4.组建自动化线,采用标准的来料检验、加工工艺流程,可以有效控制产品的一致性,提升产品的质量和生产效率。因而,设计组建花纹块电火花加工自动化生产线及自动加工方法非常重要。
技术实现要素:
5.本发明的目的是提供一种轮胎模具花纹块电火花自动加工方法,通过组建花纹块电火花加工自动化生产线,从而实现花纹块和电极的自动化上、下料,提升全钢花纹块电火花加工的质量和效率,同时降低人工成本。
6.本发明的目的是这样实现的,轮胎模具花纹块电火花自动加工线包括cnc电火花机、花纹块料架、装载台、电极料架、电极抓取机械手、坐标机器人和中控电柜;cnc电火花机设置第一零点定位夹具和主轴头,主轴头通过沿x轴左右移动、y轴前后移动、z轴上下移动和主轴头自身c回转轴动作,构成cnc电火花机对花纹块电火花加工的加工区域;装载台设置第二零点定位夹具,若干台cnc电火花机构成加工区域,花纹块料架、装载台、电极料架、中控电柜构成存取料区域;中控电柜设置数据库服务器、编程站和控制系统;坐标机器人的机械臂上设置有快换夹持机构,坐标机器人沿坐标y1轴左右移动并沿机器人自身c1回转轴动作,机械臂沿机器人z1轴上下移动动作,快换夹持机构沿机械臂x1轴伸缩动作,通过快换夹持机构抓取花纹块,通过快换夹持机构切换安装电极抓取机械手抓取电极,由坐标机器人在加工区域和存取料区域对花纹块和电极进行装载及搬运。
7.本发明,采用上述轮胎模具花纹块电火花自动加工线的加工方法,包括以下流程:
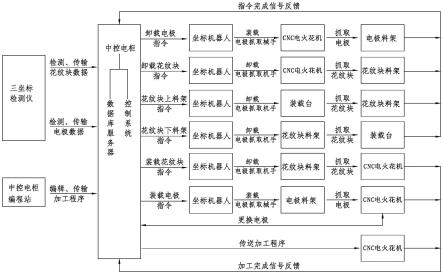
1)、三坐标检测仪检测花纹块和电极的坐标参数和精度,并将检测的花纹块数据和电极数据传输并储存在中控电柜的数据库服务器;2)、将检测合格的花纹块放置在装载台的第二零点定位夹具上锁紧,将检测合格的电极手工放置在电极料架的空置工位;3)、操作中控电柜的控制系统,对坐标机器人发出花纹块上料架指令,控制坐标机器人抓取装载台的花纹块转运至花纹块料架的指定空置工位;4)、在中控电柜的编程站编辑花纹块的cnc电火花加工程序,传输并储存在中控电柜的数据库服务器;5)、操作中空电柜的控制系统,绑定花纹块、电极、cnc电火花机和加工程序数据,生成一条花纹块cnc电火花加工工序,点击执行命令,加工线自动运行如下:第一步,由控制系统对坐标机器人发出装载花纹块指令、装载电极指令:首先,坐标机器人来到花纹块料架指定工位抓取花纹块,搬运至绑定的cnc电火花机前,将花纹块放置在工作台上的第一零点定位夹具上锁紧;然后,坐标机器人来到存放电极抓取机械手的电极料架前,坐标机器人装载电极抓取机械手;接着,坐标机器人来到存放第一道电火花工序使用的电极料架前,抓取电极,将电极运送到cnc电火花机前,把电极装载在主轴头的定位夹具上;坐标机器人退回至存取料区,将装料指令完成信号反馈回传给控制系统;第二步,控制系统传送加工程序至cnc电火花机,控制cnc电火花机运行加工程序;第三步,更换电极:当cnc电火花机加工程序运行完后,给控制系统发送加工完成信号反馈,控制系统收到加工完成信号后运行下一加工工序,给坐标机器人发送更换电极信号;坐标机器人收到信号后,先来到cnc电火花机前取下电极,搬运至存放该电极的电极料架工位上;然后,坐标机器人抓取下一加工工序的电极,搬运至cnc电火花机前,装载在主轴头的定位夹具上,坐标机器人退回至存取料区,将装料指令完成信号反馈回传给控制系统;此过程,cnc电火花机会检测所更换电极的装好信号给控制系统,控制系统接收好信号后再发出加工指令给cnc电火花机;第四步,控制系统传送下一加工程序至cnc电火花机,控制cnc电火花机运行下一加工程序;第五步,当重复完成第三和第四步所有电极的加工后,工件全部加工工序完成,控制系统向坐标机器人发出卸载花纹块指令、卸载电极指令:首先,坐标机器人将电极从主轴头的定位夹具上卸下,运送至电极料架上;然后,坐标机器人将电极抓取机械手卸下,存放在电极料架的固定工位上;接着,坐标机器人来到cnc电火花机抓取换花纹块,运送至花纹块料架上;至此,花纹块电火花自动加工流程全部完成;在控制系统上点击取出命令,控制系统向坐标机器人发出花纹块下料架指令,将电火花加工后的花纹块搬运至装载台,由工人检查花纹块的加工完成情况,将花纹块吊离装载台。
8.本发明,所述数据库服务器用于存储花纹块和电极的工件坐标系数据、存储编程站输出的cnc电火花加工程序,所述编程站用于编制cnc电火花机的加工程序,所述控制系统用于编制加工任务,控制坐标机器人搬运花纹块上下料、搬运电极上下料、传输cnc电火花加工程序数据给cnc电火花机。
9.本发明,通过组建花纹块电火花加工自动化生产线的加工方法,采用坐标机器人,
从而实现花纹块和电极的自动化上、下料,提升全钢花纹块电火花加工的质量和效率,同时降低人工成本。
10.下面实施例结合附图对本发明作进一步的说明。
附图说明
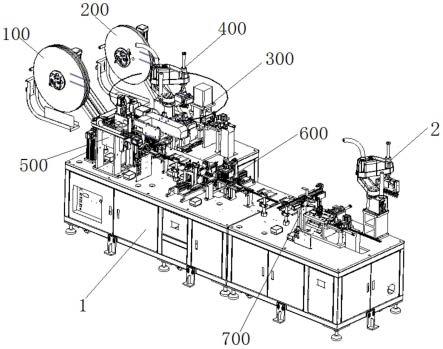
11.图1是本发明的一个实施例的加工流程示意图;图2是本发明的自动化生产线的立体结构示意图;图3是图2存取料区域的立体结构示意图;图4是机器人抓取电极的立体结构示意图;图5是机器人抓取花纹块的立体结构示意图;图6是cnc电火花机的立体结构示意图;图7是坐标机器人的立体结构示意图;图8是装载台的立体结构示意图。
12.图中,1、cnc电火花机;2、花纹块料架;3、装载台;4、电极料架;5、电极抓取机械手;6、坐标机器人;7、中控电柜;8、第一零点定位夹具;9、主轴头;10、第二零点定位夹具;11、快换夹持机构;12、花纹块;13、电极。
具体实施方式
13.参照图2至图8,轮胎模具花纹块电火花自动加工线包括cnc电火花机1、花纹块料架2、装载台3、电极料架4、电极抓取机械手5、坐标机器人6和中控电柜7;cnc电火花机设置第一零点定位夹具8和主轴头9,主轴头通过沿x轴左右移动、y轴前后移动、z轴上下移动和主轴头自身c回转轴动作,构成cnc电火花机对花纹块电火花加工的加工区域;装载台设置第二零点定位夹具10,若干台cnc电火花机构成加工区域,花纹块料架、装载台、电极料架、中控电柜构成存取料区域;中控电柜设置数据库服务器、编程站和控制系统,所述数据库服务器用于存储花纹块和电极的工件坐标系数据、存储编程站输出的cnc电火花加工程序,所述编程站用于编制cnc电火花机的加工程序,所述控制系统用于编制加工任务,控制坐标机器人搬运花纹块上下料、搬运电极上下料、传输cnc电火花加工程序数据给cnc电火花机;坐标机器人的机械臂上设置有快换夹持机构11,坐标机器人沿坐标y1轴左右移动并沿机器人自身c1回转轴动作,机械臂沿机器人z1轴上下移动动作,快换夹持机构沿机械臂x1轴伸缩动作,通过快换夹持机构抓取花纹块12,通过快换夹持机构切换安装电极抓取机械手抓取电极13,由坐标机器人在加工区域和存取料区域对花纹块和电极进行装载及搬运。
14.参照图1至图8,采用上述轮胎模具花纹块电火花自动加工线的加工方法,包括以下流程:1)、三坐标检测仪检测花纹块和电极的坐标参数和精度,并将检测的花纹块数据和电极数据传输并储存在中控电柜的数据库服务器;2)、将检测合格的花纹块放置在装载台的第二零点定位夹具上锁紧,将检测合格的电极手工放置在电极料架的空置工位;3)、操作中控电柜的控制系统,对坐标机器人发出花纹块上料架指令,控制坐标机器人抓取装载台的花纹块转运至花纹块料架的指定空置工位;
4)、在中控电柜的编程站编辑花纹块的cnc电火花加工程序,传输并储存在中控电柜的数据库服务器;5)、操作中空电柜的控制系统,绑定花纹块、电极、cnc电火花机和加工程序数据,生成一条花纹块cnc电火花加工工序,点击执行命令,加工线自动运行如下:第一步,由控制系统对坐标机器人发出装载花纹块指令、装载电极指令:首先,坐标机器人来到花纹块料架指定工位抓取花纹块,搬运至绑定的cnc电火花机前,将花纹块放置在工作台上的第一零点定位夹具上锁紧;然后,坐标机器人来到存放电极抓取机械手的电极料架前,坐标机器人装载电极抓取机械手;接着,坐标机器人来到存放第一道电火花工序使用的电极料架前,抓取电极,将电极运送到cnc电火花机前,把电极装载在主轴头的定位夹具上;坐标机器人退回至存取料区,将装料指令完成信号反馈回传给控制系统;第二步,控制系统传送加工程序至cnc电火花机,控制cnc电火花机运行加工程序;第三步,更换电极:当cnc电火花机加工程序运行完后,给控制系统发送加工完成信号反馈,控制系统收到加工完成信号后运行下一加工工序,给坐标机器人发送更换电极信号;坐标机器人收到信号后,先来到cnc电火花机前取下电极,搬运至存放该电极的电极料架工位上;然后,坐标机器人抓取下一加工工序的电极,搬运至cnc电火花机前,装载在主轴头的定位夹具上,坐标机器人退回至存取料区,将装料指令完成信号反馈回传给控制系统;此过程,cnc电火花机会检测所更换电极的装好信号给控制系统,控制系统接收好信号后再发出加工指令给cnc电火花机;第四步,控制系统传送下一加工程序至cnc电火花机,控制cnc电火花机运行下一加工程序;第五步,当重复完成第三和第四步所有电极的加工后,工件全部加工工序完成,控制系统向坐标机器人发出卸载花纹块指令、卸载电极指令:首先,坐标机器人将电极从主轴头的定位夹具上卸下,运送至电极料架上;然后,坐标机器人将电极抓取机械手卸下,存放在电极料架的固定工位上;接着,坐标机器人来到cnc电火花机抓取换花纹块,运送至花纹块料架上;至此,花纹块电火花自动加工流程全部完成;在控制系统上点击取出命令,控制系统向坐标机器人发出花纹块下料架指令,将电火花加工后的花纹块搬运至装载台,由工人检查花纹块的加工完成情况,将花纹块吊离装载台。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。