1.本实用新型涉及石墨模具浇筑液导流技术领域,尤其涉及一种应用于石墨模具浇筑的导流装置。
背景技术:
2.模具是工业生产中使用极为广泛的基础工艺装备,在现代工业生产中,产品零件广泛采用冲压、锻压成形、压铸成形、挤压成形、塑料注射或其它成形加工方法,与成形模具相配套,使坯料成形加工成符合产品要求的零件。近年模具行业飞速发展,石墨材料、新工艺和不断增加,石墨以其良好的物理和化学性能逐渐成为模具制作的首选材料。其具有优良的导热及导电性能、线膨胀系数低等很好的热稳定性能及抗加热冲击性、耐化学腐蚀与多数金属不易发生反应、易于加工,机械加工性能好等优点。
3.通常在通过石墨模具对工件浇筑成型时,需要将熔融后的金属浇筑液通过多个管道构成的导流路径导流至石墨模具中,并在石墨模具的内部结构设计下成型所需产品。目前该种导流方式存在浇筑长度过程,使得浇筑液导流时间增加,降低浇筑液进入到石墨模具中的浇筑温度,造成产品成型缺陷,影响产品的浇筑成型质量,并且过长的导流管道中极易粘附过多的浇筑液,增加了浇筑液的大量损耗,并且后期难于有效清理,以及封闭的导流管道中容易聚集气泡,造成产品的浇筑缺陷等弊端,增加了企业的生产成本。
技术实现要素:
4.针对上述存在的问题,本实用新型旨在提供一种应用于石墨模具浇筑的导流装置,其极大的缩短了浇筑液的导流长度,能有效的保证浇筑液进入到石墨模具中的浇筑温度,以提高浇筑产品的成型质量,并降低浇筑液的损耗。而石墨模具上开设的浇筑槽与外部贯通,则有效的避免气泡的产生,保证产品成型质量。
5.为了实现上述目的,本实用新型所采用的技术方案如下:一种应用于石墨模具浇筑的导流装置,包括由上模具和下模具合并构成的石墨模具,并且在所述上模具中心开设有浇筑穿孔,其特征在于:所述导流装置紧贴设置在所述石墨模具一侧,并在所述上模具上开设有与所述浇筑穿孔和导流装置贯通的浇筑槽,并且所述导流装置可同时连接多个所述石墨模具。
6.优选的,所述导流装置为具有浇筑中孔的方形浇筑筒,其具有紧贴所述上模具和下模具的竖侧壁,在所述上模具和下模具侧壁开设有垂直于所述浇筑槽且紧贴所述竖侧壁的相接侧壁,并在所述方形浇筑筒每个所述竖侧壁与所述浇筑槽对应高度开设有导流孔。
7.优选的,在位于所述浇筑槽两侧的所述相接侧壁上对称设置有与所述竖侧壁可拆卸连接的紧固装置。
8.优选的,所述紧固装置为在所述相接侧壁上对称设置的由多瓣结构构成的弹性爪筒,并在所述方形浇筑筒侧壁相应位置开设有配合所述弹性爪筒紧贴穿设的锥型孔。
9.本实用新型的有益效果是:该导流装置能将石墨模具紧贴连接在其侧壁上,极大
的缩短了浇筑液的导流长度,能有效的保证浇筑液进入到石墨模具中的浇筑温度,以提高浇筑产品的成型质量,并降低浇筑液的损耗。而石墨模具上开设的浇筑槽与外部贯通,则有效的避免气泡的产生,保证产品成型质量。
10.弹性爪筒则使得石墨模具与方形浇筑筒对接连接紧固,避免因外力因素导致石墨模具与方形浇筑筒偏斜及造成浇筑液外漏的问题,同时该结构能实现两者的快速对接与拆卸,以及还能进一步提高上模具和下模具的对准性,提高产品成型精度。
附图说明
11.图1为本实用新型现有石墨模具导流方式侧视图。
12.图2为本实用新型图1俯视图。
13.图3为本实用新型方形浇筑筒与石墨模具对接示意图。
14.图4为本实用新型图3俯视图。
15.图5为本实用新型石墨模具与方形浇筑筒侧壁对接过程示意图。
16.图6为本实用新型图5中a处放大图。
具体实施方式
17.为了使本领域的普通技术人员能更好的理解本实用新型的技术方案,下面结合附图和实施例对本实用新型的技术方案做进一步的描述。
18.参照附图1~6所示的一种应用于石墨模具浇筑的导流装置,包括由上模具11和下模具12合并构成的石墨模具1,并且在所述上模具11中心开设有浇筑穿孔11a。如图1-2所示,通常在将浇筑液(包括如高温熔化的钛液、铁液等)浇筑到上模具11和下模具12合并构成的石墨模具1中时,在浇筑穿孔11a上依次连接浇筑筒4、连接筒5及导流筒6,将浇筑液从导流筒6顶部灌入,依次通过连接筒5和浇筑筒4使得浇筑液从浇筑穿孔11a中流至石墨模具1中,通过上模具11和下模具12内部成型结构的设计,成型浇筑产品。
19.该种导流浇筑方式存在浇筑长度过程,使得浇筑液导流时间增加,降低浇筑液进入到石墨模具1中的浇筑温度,造成产品成型缺陷,影响产品的浇筑成型质量,并且过长的导流管道中极易粘附过多的浇筑液,增加了浇筑液的大量损耗,并且后期难于有效清理,以及封闭的导流管道中容易聚集气泡,造成产品的浇筑缺陷。再者,该浇筑结构存在浇筑效率低下的问题,制约企业的生产,进而提高生产成本。
20.因此,为了解决上述问题,本实用新型设计新的导流装置,具体的,如图3-6所示,所述导流装置紧贴设置在所述石墨模具1一侧,并在所述上模具11上开设有与所述浇筑穿孔11a和导流装置贯通的浇筑槽11b。浇筑时将石墨模具1紧贴在导流装置上,通过将浇筑液灌入到导流装置中,并通过浇筑槽11b导流和浇筑穿孔11a直接流进石墨模具1中,极大的缩短了浇筑液的导流长度,能有效的保证浇筑液进入到石墨模具1中的浇筑温度,以提高浇筑产品的成型质量,并降低浇筑液的损耗。而浇筑槽11b与外部贯通,则有效的避免气泡的产生,保证产品成型质量。
21.而为了提高浇筑成型效率,所述导流装置可同时连接多个所述石墨模具1。如图4-5所示,石墨模具1沿水平周向间距连接在导流装置的外部,增加同时浇筑的数量,并如图3所示,石墨模具1可竖向重叠(竖向重叠的石墨模具1之间存在接触间隙,可将浇筑产生的气
泡溢出,避免气泡进入到石墨模具1中对产品成型造成的影响),进一步提高同时浇筑的石墨模具1的浇筑数量,进而可有效提高浇筑效率,降低企业生产成本。
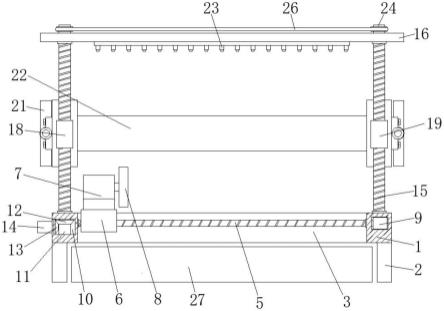
22.具体的,如图4-6所示,所述导流装置为具有浇筑中孔2a(其为盲孔结构)的方形浇筑筒2,其具有紧贴所述上模具11和下模具12的竖侧壁21,在所述上模具11和下模具12侧壁开设有垂直于所述浇筑槽11b且紧贴所述竖侧壁21的相接侧壁1a,并在所述方形浇筑筒2每个所述竖侧壁21与所述浇筑槽11b对应高度开设有导流孔2b。浇筑前,将多个石墨模具1通过其侧壁开设的相接侧壁1a紧贴在方形浇筑筒2的竖侧壁21上,并使得浇筑槽11b与导流孔2b对应相接贯通,而未对应石墨模具1的导流孔2b可进行封堵。接着从方形浇筑筒2顶部将浇筑液灌入到浇筑中孔2a中,并同时通过多个导流孔2b流至不同的石墨模具1中,以实现多个产品的同时浇筑成型,极大的提高了浇筑成型效率。
23.为了提高浇筑槽11b与导流孔2b对接的精确性与紧固性,避免受外力作用而存在偏差,造成浇筑液外漏的弊端,如图5所示,在位于所述浇筑槽11b两侧的所述相接侧壁1a上对称设置有与所述竖侧壁21可拆卸连接的紧固装置。通过该紧固装置提高浇筑槽11b与导流孔2b对接的精确性与紧固性,以及提高多个石墨模具1与方形浇筑筒2连接的一体型,进而提高浇筑成型质量,并避免浇筑液外漏造成的损耗浪费。
24.具体的,如图6所示,所述紧固装置为在所述相接侧壁1a上对称设置的由多瓣结构构成的弹性爪筒3,并在所述方形浇筑筒2侧壁相应位置开设有配合所述弹性爪筒3紧贴穿设的锥型孔2c。石墨模具1与方形浇筑筒2对接连接时,将上模具11和下模具12外壁均具有的弹性爪筒3穿设进方形浇筑筒2侧壁的锥型孔2c中,通过外力使得每个弹性爪筒3均收缩成锥型结构并紧贴在锥型孔2c内壁中,通过两者之间的紧贴摩擦力使得石墨模具1与方形浇筑筒2对接连接紧固,避免因外力因素导致石墨模具1与方形浇筑筒2偏斜及造成的问题,同时该结构能实现两者的快速对接与拆卸,以及还能进一步提高上模具11和下模具12的对准性,提高产品成型精度。
25.本实用新型的原理是:石墨模具1与方形浇筑筒2对接连接时,将上模具11和下模具12外壁均具有的弹性爪筒3穿设进方形浇筑筒2侧壁的锥型孔2c中,通过外力使得每个弹性爪筒3均收缩成锥型结构并紧贴在锥型孔2c内壁中,并通过两者之间的紧贴摩擦力使得石墨模具1与方形浇筑筒2对接连接紧固。沿周向及竖向对接多个石墨模具1后,接着从方形浇筑筒2顶部将浇筑液灌入到浇筑中孔2a中,并同时通过多个导流孔2b流至不同的石墨模具1中,以实现多个产品的同时浇筑成型,极大的提高了浇筑成型效率。
26.本实用新型是以具有四个竖侧壁21的方形浇筑筒2的方形结构进行说明,具体的并不限定于方形结构,也可采用其他不同的多边形结构(如具有一个、两个甚至多个竖侧壁21的浇筑筒结构),实现石墨模具1与浇筑筒的平面对接结构,及导流浇筑作用。
27.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。