1.本发明属于物料输送技术领域,具体涉及一种粉状废料添加装置及方法。
背景技术:
2.粉状废料添加广泛应用于水泥、化工、冶炼、实验室、搅拌站等,解决人工上料、人工清堵、手动计量等问题,目前,粉状废料添加方式通常为人工直接加入或利用装载机通过漏斗加入。
3.现有技术粉状废料添加装置上料通过人工通知,堵料通过人工清堵,添加比例靠人工计量,这种作业方式,存在劳动强度高、工人作业环境差、清堵作业存在安全隐患、添加比例精度低等问题,作业效率低下。
技术实现要素:
4.本发明的目的是提供一种粉状废料添加装置,解决了现有粉状废料添加技术人工通知上料和清堵、添加比例靠人工计量的问题。
5.本发明所采用的技术方案是,粉状废料添加装置,包括通过信号连接的粉状废料添加装置单元和控制柜模块,粉状废料添加装置单元包括料仓,料仓的顶部设置有收尘罩,料仓的底部连接有链板给料机,链板给料机下方设置有主料皮带,收尘罩远离料仓的一端连接有管道,管道远离收尘罩的一端连通有收尘风机,料仓侧面安装有料位计、电动振打装置和气动振打装置,料仓底部出料口通过螺栓安装有电动闸板,料仓出料侧通过螺栓安装有断料监测装置,主料皮带上设置有通过式计量装置。
6.本发明的特点还在于:
7.控制柜模块包括控制柜,控制柜内部设置有转换开关、链板给料机启动按钮、链板给料机停止按钮、电动振打装置启动按钮、电动振打装置停止按钮、电动闸板启动按钮、电动闸板停止按钮和多个电源开关,多个电源开关通过排线分别独立连接有plc控制器、链板给料机控制器、主料皮带控制器、收尘控制器、电动闸板控制器和电动振打控制器,plc控制器通过通讯线路连接至外部的中央控制室,中央控制室还连通有推送程序。
8.plc控制器的信号输入端分别与料位计、断料监测装置、通过式计量装置、主料皮带控制器、链板给料机启动按钮、电动振打装置启动按钮、电动振打装置停止按钮信号连接,plc控制器的信号输出端分别与电动闸板控制器、收尘控制器、链板给料机控制器、电动振打控制器电连接。
9.收尘罩呈喇叭状,且收尘罩的开口端朝向料仓。
10.本发明的另一目的是提供一种粉状废料添加方法,具有便捷高效、降低人工成本的特点
11.本发明所采用的另一技术方案是,粉状废料添加方法,使用上述粉状废料添加装置,具体按以下步骤实施:
12.步骤1,将转换开关转为自动,在plc控制器上设定废料添加比例,开启主料皮带控
制器,主料皮带运转,且通过式计量装置监测主料皮带上有主料,将粉状废料倒入料仓;
13.步骤2,利用料位计监测料仓料位高度,反馈信号给plc控制器,控制上下料,使废料汇至链板给料机;
14.步骤3,利用断料监测装置监测链板给料机上物料情况,反馈信号给plc控制器,控制清堵和预警,废料汇入主料皮带;
15.步骤4,利用通过式计量装置监测主料皮带上物料情况反馈给plc控制器,plc控制器按照步骤1设定的废料添加比例运算时向链板给料机控制器发出信号,控制链板给料机转速保证废料添加的比例。
16.本发明另一技术方案的特点还在于:
17.步骤2,具体操作为:料位计监测料仓料位高度,当料位高度低于预设高度时,料位计反馈信号给plc控制器,plc控制器向中央控制室发出警报提示工作人员向料仓内补料;当料位高度高于预设高度时料位计反馈信号给plc控制器,plc控制器向链板给料机控制器发出信号,控制链板给料机运转,同时plc控制器向电动闸板控制器和收尘控制器发出信号,电动闸板控制器控制电动闸板打开进行下料,收尘控制器控制收尘风机开启,系统开始废料添加。
18.步骤3,具体为:断料监测装置监测到链板给料机上持续无物料时,向plc控制器发出信号,plc控制器触发电动振打控制器控制电动振打装置运行,通过电动振打装置的震动,使得料仓底部不产生堵料;当断料监测装置监测到链板给料机上持续有物料时,断料监测装置向plc控制器反馈发出信号,触发电动振打控制器控制电动振打装置停止运行。
19.电动振打装置运行时,若断料监测装置监测到链板给料机上仍无物料,断料监测装置会向plc控制器发出信号,plc控制器触发控制电动振打控制器带动电动振打装置和气动振打装置同时启动,此时若断料监测装置监测链板给料机上持续无物料,断料监测装置向plc控制器发出信号,plc控制器向链板给料机控制器、电动闸板控制器、收尘控制器和电动振打控制器发出停止信号,同时向中央控制室发出告警信号,中央控制室接收plc传输信号后推送至工作人员,通过各停止按钮进行紧急停运操作,若断料监测装置监测到链板给料机上有物料时,将信号传递给plc控制器,plc控制器触发电动振打控制器控制气动振打装置和电动振打装置停止,废料汇入主料皮带。
20.步骤4具体操作为:主料皮带运行且通过式计量装置监测到主料皮带有主料时,反馈信号给plc控制器,plc控制器按照步骤1设定的废料添加比例向链板给料机控制器发出信号,控制链板给料机提速运行,当通过式计量装置监测到实际添加废料量等于废料添加比例时,反馈信号给plc控制器,plc控制器触发链板给料机控制器控制链板给料机匀速运行,当实际废料量高于废料添加比例时,通过式计量装置再将信号传递给plc控制器,plc控制器触发链板给料机控制器控制链板给料机进行降速,直至实际废料添加量等于废料添加比例。
21.本发明的有益效果是:本发明通过设置plc控制器,接收通过式计量装置反馈的主料皮带上物料情况,按废料添加比例向链板给料机控制器发出信号控制链板给料机转速,保证废料添加的比例或台时;利用链板式给料机与主料皮带通过式计量装置之间的运算达到精准配比废料添加,并且利用料位开关、plc、推送程序实现便捷上下料,利用断料监测装置控制电动振打装置和气动清堵装置实现及时清堵和及时启停,减少了工作人员的劳动强
度,降低人工成本,节约电能并保证废料的添加比例。
附图说明
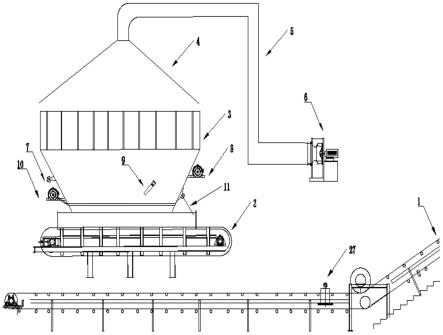
22.图1为本发明粉状废料添加装置的结构示意图;
23.图2为本发明粉状废料添加装置中控制柜模块的结构示意图;
24.图中:1.主料皮带,2.链板给料机,3.料仓,4.收尘罩,5.管道,6.收尘风机,7.料位计,8.电动振打装置,9.气动振打装置,10.电动闸板,11.断料监测装置,12.电源开关,13.plc控制器,14.链板给料机控制器,15.主料皮带控制器,16.收尘控制器,17.电动闸板控制器,18.电动振打控制器,19.转换开关,20.链板给料机启动按钮,21.链板给料机停止按钮,22.电动振打装置启动按钮,23.电动振打装置停止按钮,24.电动闸板启动按钮,25.电动闸板停止按钮,26.控制柜,27.通过式计量装置。
具体实施方式
25.下面结合附图和具体实施方式对本发明进行详细说明。
26.本发明的粉状废料添加装置,结构如图1和图2所示,包括粉状废料添加装置单元和控制柜模块,粉状废料添加装置单元和控制柜模块组成一套完整的粉状废料添料控制和预警系统。
27.粉状废料添加装置单元结构如图1所示,包括料仓3,料仓3的上方设置有收尘罩4,收尘罩4呈喇叭状,且收尘罩4的开口端朝向料仓3,料仓3的下方设置有链板给料机2,链板给料机2下方设置有主料皮带1,链板给料机2向主料皮带1上传送物料,收尘罩4通过管道5与收尘风机6连通,料仓3侧面安装有料位计7、电动振打装置8和气动振打装置9,料位计7位于料仓3距底部3/1处,料仓3底部出料口通过螺栓安装有电动闸板10,料仓3出料侧通过螺栓安装有断料监测装置11,断料监测装置11形成对链板给料机2上有无物料进行监测的结构,主料皮带1上设置有通过式计量装置27,通过式计量装置27形成对主料皮带1上有无物料进行监测的结构。
28.控制柜模块结构如图2所示,包括控制柜26,控制柜26内部设置有转换开关19、链板给料机启动按钮20、链板给料机停止按钮21、电动振打装置启动按钮22、电动振打装置停止按钮23、电动闸板启动按钮24、电动闸板停止按钮25和多个电源开关12,且控制柜26内设置有plc控制器13,多个电源开关12通过排线分别与plc控制器13、链板给料机控制器14、主料皮带控制器15、收尘控制器16、电动闸板控制器17和电动振打控制器18独立连接,plc控制器13通过通讯线路连接至外部的中央控制室,中央控制室还连通有推送程序或手机app,plc控制器13与外部的中央控制室连通并向中央控制室发出反馈报警信号,中央控制室与推送程序或手机app形成互相反馈和控制的模块。
29.plc控制器13的信号输入端分别与料位计7、断料监测装置11、通过式计量装置27、主料皮带控制器15、链板给料机启动按钮20、电动振打装置启动按钮22、电动振打装置停止按钮23信号连接,plc控制器13的信号输出端分别与电动闸板控制器17、收尘控制器16、链板给料机控制器14、电动振打控制器18电连接。
30.本发明的粉状废料添加方法,具体按以下步骤实施:
31.步骤1,将转换开关19转为自动,在plc控制器13上设定废料添加比例,开启主料皮
带控制器15,主料皮带1运转,且通过式计量装置27监测主料皮带1上有主料时,将粉状废料倒入料仓3;
32.步骤2,料位计7监测料仓3料位高度,反馈信号给plc控制器13,控制上下料,使废料汇至链板给料机2;
33.具体为:料位计7监测料仓3料位高度,当料位高度低于预设高度时,料位计7反馈信号给plc控制器13,plc控制器13向中央控制室发出警报提示工作人员向料仓3内补料;
34.当料位高度高于预设高度时,料位计7反馈信号给plc控制器13,plc控制器13向链板给料机控制器14发出信号,控制链板给料机2运转,同时plc控制器13向电动闸板控制器17和收尘控制器16发出信号,电动闸板控制器17控制电动闸板10打开进行下料,收尘控制器16控制收尘风机6开启,系统开始废料添加运行。
35.步骤3,利用断料监测装置11监测链板给料机2上物料情况,反馈信号给plc控制器13,控制清堵和预警,废料汇入主料皮带1;
36.具体为:当断料监测装置11监测到链板给料机2上持续有物料时,断料监测装置11向plc控制器13反馈发出信号,触发电动振打控制器18控制电动振打装置8停止运行;
37.断料监测装置11监测到链板给料机2上持续无物料时,向plc控制器13发出信号,plc控制器13触发电动振打控制器18控制电动振打装置8运行,通过电动振打装置8的震动,使得料仓3底部不产生堵料;电动振打装置8运行时,若断料监测装置11监测到链板给料机2上仍无物料,断料监测装置11会向plc控制器13发出信号,plc控制器13触发控制电动振打控制器18带动电动振打装置8和气动振打装置9同时启动,此时若断料监测装置11监测链板给料机2上持续无物料,断料监测装置11向plc控制器13发出信号,plc控制器13向链板给料机控制器14、电动闸板控制器17、收尘控制器16和电动振打控制器18发出停止信号,同时向中央控制室发出告警信号,中央控制室接收plc传输信号后推送至工作人员,通过各停止按钮进行紧急停运操作,若断料监测装置11监测到链板给料机2上有物料时,将信号传递给plc控制器13,plc控制器13触发电动振打控制器18控制气动振打装置9和电动振打装置8停止,废料汇入主料皮带1。
38.步骤4,利用通过式计量装置27监测主料皮带1上物料情况反馈给plc控制器13,plc控制器13按照输入废料添加台时或添加比例运算向链板给料机控制器14发出信号,控制链板给料机2转速保证废料添加的比例。
39.具体操作为:主料皮带1运行且通过式计量装置27监测到主料皮带1有主料时,反馈信号给plc控制器13,plc控制器13按照步骤1设定的废料添加比例或台时运算向链板给料机控制器14发出信号,控制链板给料机2提速运行,当通过式计量装置27监测到实际添加废料量等于废料添加比例时,反馈信号给plc控制器13,plc控制器13触发链板给料机控制器14控制链板给料机2匀速运行,当实际废料量高于废料添加比例时,通过式计量装置27再将信号传递给plc控制器13,plc控制器13触发链板给料机控制器14控制链板给料机2进行降速,直至实际废料量等于废料添加比例,实现废料精准添加。
40.本发明的工作原理及使用流程:实际使用时,向plc控制器13输入废料添加比例或台时。自动运行必须保证主料皮带1运行且通过式计量装置27监测到主料皮带1上有物料,将转换开关19转为自动。
41.当料位计7监测到料仓3内料位低时,料位计7向plc控制器13发出反馈信号,plc控
制器13通过中央控制室的警报提示工作人员向料仓3内补料,同时运行使用时,料位计7监测到料仓3有料并向plc控制器13发出信号,需要主料皮带1和链板给料机2运行时,plc控制器13同时向链板给料机控制器14发出信号,此时链板给料机控制器14控制链板给料机2运转,同时plc控制器13向电动闸板控制器17和收尘控制器16发出信号,电动闸板控制器17控制电动闸板10打开进行下料,收尘控制器16控制收尘风机6开启,粉状废料添加模块通过控制柜模块的控制开始废料添加运行,当断料监测装置11监测链板给料机2上无物料时,会向plc控制器13发出信号,五秒钟后,如果断料监测装置11还监测不到链板给料机2上有物料,此时plc控制器13会向电动振打控制器18发出信号,电动振打控制器18控制电动振打装置8运行,通过电动振打装置8的震动,使得料仓3底部不产生堵料时,断料监测装置11会监测到链板给料机2上有物料,此时会向plc控制器13反馈发出信号,plc控制器13会及时同步向电动振打控制器18发出信号,电动振打控制器18会控制电动振打装置8停止运行,当电动振打装置8运行时,料仓3底部堵料情况未解决,即二十秒后,断料监测装置11监测不到链板给料机2上有物料,断料监测装置11会向plc控制器13发出信号,plc控制器13随即控制电动振打控制器18带动气动振打装置9也启动,通过电动振打装置8和气动振打装置9的共同作用,来解决料仓3底部的堵料情况,此时断料监测装置11监测到链板给料机2上有物料时,向plc控制器13发出信号,plc控制器13向电动振打控制器18发出信号,此时气动振打装置9和电动振打装置8停止,当电动振打装置8和气动振打装置9同时启动并运行二十秒后,断料监测装置11仍监测不到链板给料机2上有物料时,断料监测装置11向plc控制器13发出信号,plc控制器13向链板给料机控制器14、电动闸板控制器17、收尘控制器16和电动振打控制器18发出停止信号,并向中央控制室发出告警信号及通过手机app或推送程序推送到工作人员,进行紧急停运操作,通过链板给料机停止按钮21的使用,实现链板给料机2意外状况下的紧急停运,通过电动振打装置停止按钮23的使用,实现电动振打装置8和气动振打装置9意外状况下的紧急停运,通过电动闸板停止按钮25的使用,实现电动闸板10意外状况下的紧急停运。
42.设备检修试车和特殊情况转换开关19转为手动。
43.当链板给料机启动按钮20按下,链板给料机启动按钮20向plc控制器13发出信号,plc控制器13向链板给料机控制器14发出信号,链板给料机控制器14控制链板给料机2启动。当链板给料机停止按钮21按下,链板给料机启动按钮20向plc控制器13发出信号,plc控制器13向链板给料机控制器14发出信号,链板给料机控制器14控制链板给料机2停止。
44.当电动振打装置启动按钮22按下,电动振打装置启动按钮22向plc控制器13发出信号,plc控制器13向电动振打控制器18发出信号,电动振打控制器18控制电动振打装置8启动。当电动振打装置停止按钮23按下,电动振打装置停止按钮23向plc控制器13发出信号,plc控制器13向电动振打控制器18发出信号,电动振打控制器18控制电动振打装置8停止。
45.当电动闸板启动按钮24按下,电动闸板启动按钮24向plc控制器13发出信号,plc控制器13向电动闸板控制器17发出信号,电动闸板控制器17电动闸板10启动。当电动闸板停止按钮25按下,电动闸板停止按钮25向plc控制器13发出信号,plc控制器13向电动闸板控制器17发出信号,电动闸板控制器17控制电动闸板10关闭。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
