用于焊接type-c接口的激光焊接机
技术领域
1.本实用新型涉及type-c焊接设备领域,具体涉及用于焊接type-c接口的激光焊接机。
背景技术:
2.usb,简称,是一种通用串行总线(usb)的硬件接口规范。连接器的亮点在于设计更加纤薄、传输速度最高可达10gbps以及最高可达100w的强悍电力传输,最大的特点是支持usb接口双面插入,随着type-c连接器应用的越来越广泛,type-c与其他接口的转接头也应运而生,type-c转接头在组装过程中,卡钩与外壳之间一般要通过焊接工艺连接在一起。
3.现有的type-c转接头在进行焊接时自动化程度不高,需要大量人工的参与,不仅人工成本较大,而且生产效率不高,影响产品的产能,针对现有技术的不足,本实用新型公开了一种用于焊接type-c接口的激光焊接机,以解决上述问题。
技术实现要素:
4.本实用新型的目的是解决以上缺陷,提供用于焊接type-c接口的激光焊接机,以解决上述背景技术中提到的问题。
5.本实用新型的目的是通过以下方式实现的:
6.用于焊接type-c接口的激光焊接机,包括固定柜体、送料组件、激光焊接器、移料组件和控制器,控制器安装在固定柜体上,送料组件安装在固定柜体的一侧,移料组件包括分料丝杆、工作丝杆、分料排板、分料器、推料器和焊接夹具,分料排板安装在固定柜体上,分料排板与送料组件进行连接,分料器安装在分料排板远离送料组件的一端,推料器可移动地安装在分料排板的上方,分料丝杆安装在分料排板靠近分料器的一侧,分料丝杆上通过分料导块可移动地安装有传送移料器,工作丝杆安装在分料丝杆靠近分料排板的一侧,焊接夹具可移动地安装在工作丝杆上,工作丝杆的两侧分别安装有用于与焊接夹具进行连接的限位移料器和下料移料器,激光焊接器安装在工作丝杆的两侧。
7.上述说明中进一步的,送料组件由送料振动盘构成,送料振动盘通过固定支撑架安装在固定柜体的一侧,送料振动盘与分料排板进行连接,通过送料振动盘将外部未焊接的type-c转接头送至移料组件处。
8.上述说明中进一步的,工作丝杆的一侧设有用于与下料移料器进行配合的下料滑道,通过下料移料器将焊接夹具上的type-c转接头推至下料滑道送出。
9.上述说明中进一步的,分料排板上设有若干条用于与送料组件进行连接的送料通道,分料器包括分料气缸和移动分料块,移动分料块通过固定架可移动地安装在分料排板远离送料组件的一端,分料气缸安装在移动分料块的一侧,分料气缸与移动分料块进行连接,移动分料块上设有用于与送料通道进行连接的容纳槽,在使用时,通过送料组件将外部未焊接的type-c转接头送至送料通道内,当一个type-c转接头到达容纳槽内时,分料气缸推动移动分料块移动,使送料通道与容纳槽断开连接,使之到达稳定分料的目的。
10.上述说明中进一步的,分料排板的一侧设置有推料导轨,推料器包括推料气缸、适配卡板和推动把手,适配卡板通过推料导块可移动地安装在推料导轨上,推料气缸安装在推料导轨的一端,推料气缸与推料导块进行连接,适配卡板上设有若干个卡槽,推动把手可拆卸地安装在其中一个卡槽上,推动把手的一端设有用于与容纳槽进行配合的推动凸起,在使用时,需通过传送移料器与容纳槽配合,由推料气缸带动推动把手向传送移料器移动,使之将容纳槽内的type-c转接头推入传送移料器内,以由传送移料器进行运送,推动把手的数量可根据实际使用情况在卡槽上增加或者减少,以便于适配不同产能的工作。
11.上述说明中进一步的,卡槽、容纳槽和送料通道的数量相同。
12.上述说明中进一步的,传送移料器、限位移料器和下料移料器均包括有移料排板、移料气缸、移料卡针、卡针固定块和移料导轨,卡针固定块可移动地安装在移料导轨上,移料卡针通过限位卡块固定安装于卡针固定块上,移料气缸安装在移料导轨的一端,移料气缸与卡针固定块进行连接,移料排板固定安装在移料导轨远离移料气缸的一端,移料排板上设有若干条卡针定位槽,移料卡针穿过卡针定位槽凸出于移料排板的外侧,在使用时,通过移料气缸带动卡针固定块及其移料卡针沿移料导轨进行线性移动,使移料卡针可在卡针定位槽上进行伸缩运动,在移料卡针收回后卡针定位槽上会留有空缺,使type-c转接头转运至此,后可通过移料气缸推出移料卡针使type-c转接头可被推送出。
13.上述说明中进一步的,卡针定位槽的数量为送料通道的两倍。
14.上述说明中进一步的,焊接夹具内设有用于与卡针定位槽进行配合的焊接定位槽,配合的焊接定位槽用于固定限制type-c转接头的移动,避免在焊接时发生抖动。
15.本实用新型的有益效果:在使用时,通过送料组件将外部未进行焊接的type-c转接头送至分料排板处,通过分料器对type-c转接头逐一分开,通过推料器将其推送至传送移料器上,通过分料丝杆带动传送移料器及其type-c转接头送至焊接夹具处,通过传送移料器将type-c转接头推送至焊接夹具内,限位移料器用于避免type-c转接头过于凸出焊接夹具,后通过工作丝杆带动焊接夹具途经激光焊接器进行焊接,当焊接完成后,焊接夹具移动至下料移料器处,通过下料移料器将焊接夹具内部的type-c转接头推出,后焊接夹具回到与限位移料器配合的位置,而传送移料器回到与分料器进行配合的位置,往复上述操作以进行批量自动生产。
附图说明
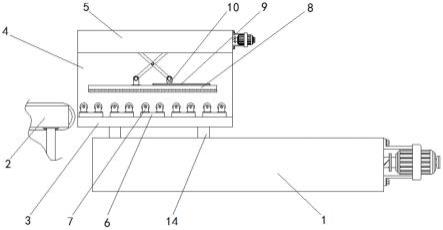
16.图1为本实用新型用于焊接type-c接口的激光焊接机的第一视角立体图;
17.图2为图1中a的放大示意图;
18.图3为图1中b的放大示意图;
19.图4为本实用新型用于焊接type-c接口的激光焊接机的第二视角立体图;
20.图5为图4中c的放大示意图;
21.图6为图4中d的放大示意图;
22.图中附图标记分别为:1-固定柜体,2-激光焊接器,3-控制器,4-分料丝杆,5-工作丝杆,6-分料排板,601-送料通道,7-焊接夹具,701-焊接定位槽,8-分料导块,9-送料振动盘,10-固定支撑架,11-下料滑道,12-分料气缸,13-移动分料块,1301-容纳槽,14-固定架,15-推料导轨,16-推料气缸,17-适配卡板,1701-卡槽,18-推动把手,1801-推动凸起,19-推
料导块,20-移料排板,2001-卡针定位槽,21-移料气缸,22-移料卡针,23-卡针固定块,24-移料导轨,25-限位卡块。
具体实施方式
23.下面结合附图与具体实施方式对本实用新型作进一步详细描述。
24.本实施例,参照图1-图6,其具体实施的用于焊接type-c接口的激光焊接机,包括固定柜体1、送料组件、激光焊接器2、移料组件和控制器3,控制器3安装在固定柜体1上,送料组件安装在固定柜体1的一侧,移料组件包括分料丝杆4、工作丝杆5、分料排板6、分料器、推料器和焊接夹具7,分料排板6安装在固定柜体1上,分料排板6与送料组件进行连接,分料器安装在分料排板6远离送料组件的一端,推料器可移动地安装在分料排板6的上方,分料丝杆4安装在分料排板6靠近分料器的一侧,分料丝杆4上通过分料导块8可移动地安装有传送移料器,工作丝杆5安装在分料丝杆4靠近分料排板6的一侧,焊接夹具7可移动地安装在工作丝杆5上,工作丝杆5的两侧分别安装有用于与焊接夹具7进行连接的限位移料器和下料移料器,激光焊接器2安装在工作丝杆5的两侧,在使用时,通过送料组件将外部未进行焊接的type-c转接头送至分料排板6处,通过分料器对type-c转接头逐一分开,通过推料器将其推送至传送移料器上,通过分料丝杆4带动传送移料器及其type-c转接头送至焊接夹具7处,通过传送移料器将type-c转接头推送至焊接夹具7内,限位移料器用于避免type-c转接头过于凸出焊接夹具7,后通过工作丝杆5带动焊接夹具7途经激光焊接器2进行焊接,当焊接完成后,焊接夹具7移动至下料移料器处,通过下料移料器将焊接夹具7内部的type-c转接头推出,后焊接夹具7回到与限位移料器配合的位置,而传送移料器回到与分料器进行配合的位置,往复上述操作以进行批量自动生产。
25.本实施例,送料组件由送料振动盘9构成,送料振动盘9通过固定支撑架10安装在固定柜体1的一侧,送料振动盘9与分料排板6进行连接,通过送料振动盘9将外部未焊接的type-c转接头送至移料组件处,工作丝杆5的一侧设有用于与下料移料器进行配合的下料滑道11,通过下料移料器将焊接夹具7上的type-c转接头推至下料滑道11送出。
26.本实施例,分料排板6上设有若干条用于与送料组件进行连接的送料通道601,分料器包括分料气缸12和移动分料块13,移动分料块13通过固定架14可移动地安装在分料排板6远离送料组件的一端,分料气缸12安装在移动分料块13的一侧,分料气缸12与移动分料块13进行连接,移动分料块13上设有用于与送料通道601进行连接的容纳槽1301,在使用时,通过送料组件将外部未焊接的type-c转接头送至送料通道601内,当一个type-c转接头到达容纳槽1301内时,分料气缸12推动移动分料块13移动,使送料通道601与容纳槽1301断开连接,使之到达稳定分料的目的,分料排板6的一侧设置有推料导轨15,推料器包括推料气缸16、适配卡板17和推动把手18,适配卡板17通过推料导块19可移动地安装在推料导轨15上,推料气缸16安装在推料导轨15的一端,推料气缸16与推料导块19进行连接,适配卡板17上设有若干个卡槽1701,推动把手18可拆卸地安装在其中一个卡槽1701上,推动把手18的一端设有用于与容纳槽1301进行配合的推动凸起1801,在使用时,需通过传送移料器与容纳槽1301配合,由推料气缸16带动推动把手18向传送移料器移动,使之将容纳槽1301内的type-c转接头推入传送移料器内,以由传送移料器进行运送,推动把手18的数量可根据实际使用情况在卡槽1701上增加或者减少,以便于适配不同产能的工作,卡槽1701、容纳槽
1301和送料通道601的数量相同。
27.本实施例,传送移料器、限位移料器和下料移料器均包括有移料排板20、移料气缸21、移料卡针22、卡针固定块23和移料导轨24,卡针固定块23可移动地安装在移料导轨24上,移料卡针22通过限位卡块25固定安装于卡针固定块23上,移料气缸21安装在移料导轨24的一端,移料气缸21与卡针固定块23进行连接,移料排板20固定安装在移料导轨24远离移料气缸21的一端,移料排板20上设有若干条卡针定位槽2001,移料卡针22穿过卡针定位槽2001凸出于移料排板20的外侧,在使用时,通过移料气缸21带动卡针固定块23及其移料卡针22沿移料导轨24进行线性移动,使移料卡针22可在卡针定位槽2001上进行伸缩运动,在移料卡针22收回后卡针定位槽2001上会留有空缺,使type-c转接头转运至此,后可通过移料气缸21推出移料卡针22使type-c转接头可被推送出,卡针定位槽2001的数量为送料通道601的两倍,焊接夹具7内设有用于与卡针定位槽2001进行配合的焊接定位槽701,配合的焊接定位槽701用于固定限制type-c转接头的移动,避免在焊接时发生抖动。
28.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。