1.本实用新型涉及钼丝加工装置技术领域,特别涉及一种上钼丝机构。
背景技术:
2.钼丝主要是指线切割加工时带有高压电场连续移动以切割工件的一种由钼等贵重金属制造而成的耗材,在当前灯泡加工工序中,钼丝是用于包裹灯泡中的钨丝。
3.但现有的上钼丝机构无法对钼丝进行平整和校直,钼丝在输送时不够稳定,会导致钼丝变形,降低了产品合格率,大多的钼丝机主要还是采用人工剪切的方式,人工操作方式无法控制剪切的长度变化,导致生产效率低的问题。
技术实现要素:
4.为了克服现有技术存在的缺陷,本实用新型提供一种上钼丝机构。
5.本实用新型解决其技术问题所采用的技术方案是:一种上钼丝机构,包括底板和校直部件,所述的底板的上表面中心处设置有第一底座,所述的第一底座上设置有校直部件,所述的校直部件一侧设置有钼丝盘架,所述的底板的上表面一侧设置有第二底座,所述的第二底座上的设置有剪切部件。
6.进一步,所述的校直部件包括第一支撑架与校直器,所述的第一支撑架一侧设置有横向支板,所述的横向支板的顶部一侧设置有校直器,横向支板的顶部另一侧设置压紧模块,所述的横向支板一侧设置有长度控制模块。
7.进一步,所述的压紧模块包括滑块安装板与紧压座,所述的滑块安装板安装在横向支板一侧,所述的滑块安装板一侧设置有第一滑块座,所述的第一滑块座上设置有第一滑轨,所述的第一滑轨从上至下分别设置有压板、顶块和第一压块,第一压块底部安装有第一气缸,第一气缸中心处设置有气缸支撑板,气缸支撑板与第一支撑架相连,所述的压板下方紧压座,紧压座与横向支板上表面相连接。
8.进一步,所述的长度控制模块包括了第二滑块座和长度控制头,所述的第二滑块座设置在横向支板一侧,所述的第二滑块座上设置有第二滑轨,所述的第二滑轨的左右两端分别连接长度控制头和第二压块,所述的第二压块一侧连接有第二气缸,所述的第二气缸一侧设置有连接板与横向支板相连接。
9.进一步,所述的剪切部件包括第二支撑架和剪切头,所述的第二支撑架设置在第二底座上,所述的第二支撑架上表面一侧设置有夹紧器,第二支撑架上表面中心处设置有剪切头,所述的剪切头上方设有下压模块。
10.进一步,所述的下压模块包括了下压座,所述的下压座设置在剪切头上方,下压座上方连接有下压气缸,下压气缸一端设置有导向杆与第二支撑架连接。
11.进一步,所述的紧压座、长度控制头和剪切头内均设置有导线槽。
12.本实用新型的有益效果是:
13.1、本实用新型先通过钼丝盘架把钼丝送到校直部件处,通过设置在校直部件上的
校直器对钼丝进行平整和校直,解决了现有上钼丝机构无法对钼丝进行平整和校直的问题,并且校直器具有输送导向功能,提升了钼丝运输过程的稳定性,有效的避免了钼丝在输送过程中变形或折弯的情况。
14.2、本实用新型在校直部件设置有压紧模块和长度控制模块相配和,当钼丝通过校直器后进入到压紧模块的压紧座上,后续送到长度控制头处,通过第二气缸推动第二压块沿着第二滑块座进行移动,从而带动长度控制头上的钼丝移动,能更好的控制钼丝剪切的长度,但钼丝到达了需要剪切的长度后,通过第一气缸和压紧座相互配合对钼丝进行压紧,避免了钼丝在剪切出现位移,能保证了后续生产工序的需求。
15.3、本实用新型能通过剪切部件上的下压模块对钼丝进行剪切,先通过下压气缸运动使下压座往下移动,通过下压座往下移动能压紧剪切头来剪取钼丝,剪取完成后通过夹紧器进行夹取,能避免用人工剪取,提升了生产的效率。
附图说明
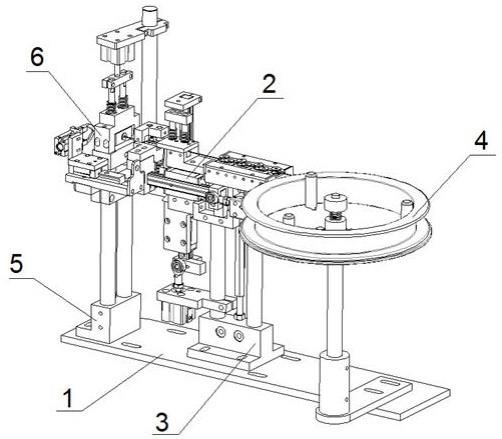
16.图1为本实用新型的结构示意图;
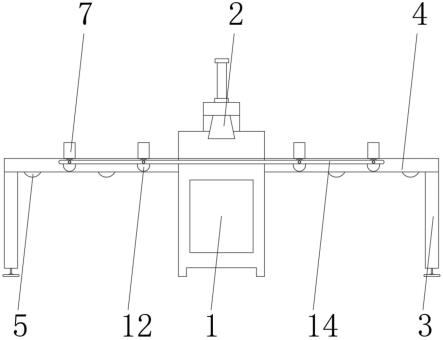
17.图2为本实用新型的主视示意图;
18.图3为本实用新型的后视示意图;
19.图4为本实用新型的校直部件结构示意图
20.图5为本实用新型的压紧模块结构示意图;
21.图6为本实用新型的长度控制模块结构示意图;
22.图7为本实用新型的剪切部件结构示意图;
23.图中所示:底板1、校直部件2、第一支撑架21、校直器22、横向支板23、压紧模块24、滑块安装板241、紧压座242、第一滑块座243、第一滑轨244、压板245、顶块246、第一压块247、第一气缸248、气缸支撑板249、长度控制模块25、第二滑块座251、长度控制头252、第二滑轨253、第二压块254、第二气缸255、第一底座3、钼丝盘架4、第二底座5、剪切部件6、第二支撑架61、剪切头62、夹紧器63、下压座64、下压气缸65、导向杆66。
具体实施方式
24.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
25.如附图1和4所示,本实用新型提供的一种上钼丝机构,包括底板1和校直部件2,底板1的上表面中心处设置有第一底座3,第一底座3上设置有校直部件2,校直部件2一侧设置有钼丝盘架4,底板1的上表面一侧设置有第二底座5,第二底座5上的设置有剪切部件6。
26.如附图1、2和3所示,校直部件2包括第一支撑架21与校直器22,第一支撑架21一侧设置有横向支板23,横向支板23的顶部一侧设置有校直器22,横向支板23的顶部另一侧设置压紧模块24,横向支板23一侧设置有长度控制模块25。
27.如附图4和6所示,长度控制模块25包括了第二滑块座251和长度控制头252,第二滑块座251设置在横向支板23一侧,第二滑块座251上设置有第二滑轨253,第二滑轨253的
左右两端分别连接长度控制头252和第二压块254,第二压块254一侧连接有第二气缸255,第二气缸255一侧设置有连接板256与横向支板23相连接,当钼丝通过校直器22送到长度控制头252处,通过第二气缸255推动第二压块254沿着第二滑块座251进行移动,从而带动长度控制头252上的钼丝移动,能更好的控制钼丝剪切的长度。
28.如附图4和5所示,压紧模块24包括滑块安装板241与紧压座242,滑块安装板241安装在横向支板23一侧,滑块安装板241一侧设置有第一滑块座243,第一滑块座243上设置有第一滑轨244,第一滑轨244从上至下分别设置有压板245、顶块246和第一压块247,第一压块247底部安装有第一气缸248,第一气缸248中心处设置有气缸支撑板249,气缸支撑板249与第一支撑架21相连接,压板245下方紧压座242,紧压座242与横向支板23上表面相连接,当钼丝到达了需要剪切的长度后,通过第一气缸248和压紧座242配合对钼丝进行压紧,避免了钼丝在剪切出现位移,能保证了后续生产工序的需求。
29.如附图1和7所示,剪切部件6包括第二支撑架61和剪切头62,第二支撑架61设置在第二底座5上,第二支撑架61上表面一侧设置有夹紧器63,第二支撑架61上表面中心处设置有剪切头62,剪切头62上方设有下压模块,下压模块包括了下压座64,下压座64设置在剪切头62上方,下压座64上方连接有下压气缸65,下压气缸65一端设置有导向杆66与第二支撑架61连接,下压气缸65带动下压座64往下移动能压紧剪切头62来剪取钼丝,剪取完成后通过夹紧器63进行夹取,能避免用人工剪取,提升了生产的效率。
30.本实用新型工作原理:先将钼丝放置到钼丝盘架4中,把钼丝引入到校直部件2处,通过在校直部件2上的校直器22能对钼丝进行校直和平整,完成后把钼丝送到压紧模块24和长度控制模块25中,后续启动第二气缸255推动第二滑轨253沿着第二滑块座251移动,从而带动长度控制头252移动,能更好的控制校直部件2中钼丝长度,当长度合适后把钼丝送到剪切部件6处,在剪切前对钼丝进行压紧,先启动第一气缸248推动第一滑轨244沿着第一滑动座向下移动,从而带动第一滑轨244顶部的压板245向下移动压紧紧压座242,使用压紧模块24压紧钼丝能避免钼丝在剪切出现位移,后续通过下压气缸65运动使下压座64往下移动,通过下压座64往下移动能压紧剪切头62来剪取钼丝,能避免用人工剪取,剪取完成后通过夹紧器63进行夹取,从而提升了生产的效率。
31.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。