1.本发明涉及在加工液中对在线电极和被加工物之间形成的间隙施加电压,通过使放电发生而对被加工物进行加工的线放电加工机。
背景技术:
2.线放电加工机使线电极相对于被加工物相对地移动,在间隙发生放电,由此进行放电加工。在放电加工中的加工间隙,由放电生成的热能和加工屑始终产生。由放电生成的热能及加工屑均成为使放电加工不稳定的原因。因此,以加工屑的排出和极间冷却为目的,需要从加工液供给装置经由加工液喷嘴将加工液向极间供给,将加工不稳定化要素排除。为了使加工液适当地向极间供给,加工液喷嘴需要配置为尽可能接近被加工物,将加工液适当地向极间供给。
3.在专利文献1公开了一种对作为被加工物的柱状的铸锭进行收容的收容夹具。在专利文献1中公开的收容夹具具有:1对侧端面,它们沿与一对支撑体撑开的线正交的方向延伸;以及狭缝,其构成与柱状的铸锭的轴向正交的面。驱动部沿1对侧端面对1对支撑体及铸锭的相对位置进行变更,线伴随1对支撑体及铸锭的相对位置的变更而在狭缝内移动。
4.专利文献1:日本特开2013-166218号公报
技术实现要素:
5.专利文献1所涉及的发明的收容夹具是将铸锭侧面部的整周包围的构造,铸锭直径及狭缝宽度是固定的。因此,在专利文献1中公开的收容夹具由于铸锭尺寸的差异或加工品的尺寸的差异,需要准备多个不同的收容夹具。
6.本发明就是鉴于上述情况而提出的,其目的在于,得到与被加工物的尺寸及形状无关地能够向极间稳定地供给加工液的线放电加工机。
7.为了解决上述的课题,达到目的,本发明具有:线电极,其在与被加工物之间发生放电而对被加工物进行放电加工;加工液喷嘴,其从与线电极同轴方向将加工液供给至线电极和被加工物之间的间隙;以及加工液引导部,其具有一对板部件,在一对板部件彼此之间的空间配置被加工物,以使得加工液不从一对板部件彼此之间的空间排出的方式对加工液进行引导。板部件的与被加工物相对的面,大于被加工物的与板部件相对的面。
8.发明的效果
9.本发明所涉及的线放电加工机具有下述效果,即,与被加工物的尺寸及形状无关地能够向极间稳定地供给加工液。
附图说明
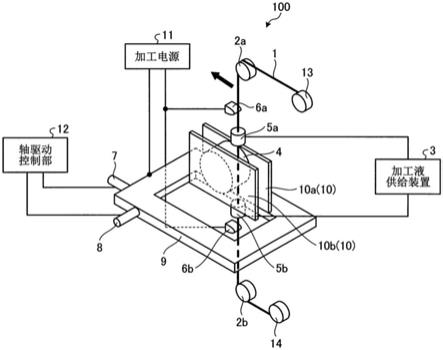
10.图1是表示本发明的实施方式1所涉及的线放电加工机的结构的图。
11.图2是实施方式1所涉及的线放电加工机的加工液引导部的斜视图。
12.图3是实施方式1所涉及的线放电加工机的加工液引导部的正视图。
13.图4是实施方式1所涉及的线放电加工机的加工液引导部的侧视图。
14.图5是表示实施方式1所涉及的线放电加工机的加工中的加工液的流速分布的图。
15.图6是表示本发明的实施方式2所涉及的线放电加工机的结构的图。
16.图7是表示实施方式2所涉及的线放电加工机的并列切断线部的斜视图。
17.图8是实施方式2所涉及的线放电加工机的加工液引导部的基座板的斜视图。
18.图9是表示实施方式2所涉及的线放电加工机的加工液引导部和将被加工物进行切断的情形的图。
19.图10是实施方式2所涉及的线放电加工机的加工液引导部的正视图。
20.图11是实施方式2所涉及的线放电加工机的加工液引导部的侧视图。
具体实施方式
21.下面,基于附图对本发明的实施方式所涉及的线放电加工机详细地进行说明。此外,本发明不受本实施方式限定。
22.实施方式1.
23.图1是表示本发明的实施方式1所涉及的线放电加工机的结构的图。实施方式1所涉及的线放电加工机100具有:送线轴13,其供给线电极1;卷线轴14,其卷绕线电极1;以及引导辊2a、2b,它们用于使线电极1适当地行进。另外,线放电加工机100具有:一对加工液喷嘴5a、5b,它们将从加工液供给装置3供给的加工液朝向被加工物4喷射;供电件6a、6b,它们与线电极1接触;平台9,其能够在水平方向移动;x轴驱动部7,其使平台9在x轴方向移动;y轴驱动部8,其使平台9在y轴方向移动;轴驱动控制部12,其对x轴驱动部7及y轴驱动部8进行控制;以及作为一对板部件的夹具板10a、10b,为了不使加工液从夹具板10a、10b之间的空间排出而具有对加工液进行引导的加工液引导部10。此外,线放电加工机100具有将铅垂方向设为z轴方向、将在水平面内彼此正交的2个方向设为x轴方向及y轴方向的正交坐标系。
24.加工电源11对供电件6a、6b和平台9施加电压。因此,经由供电件6a、6b还对线电极1从加工电源11施加电压。
25.图2是实施方式1所涉及的线放电加工机的加工液引导部的斜视图。图3是实施方式1所涉及的线放电加工机的加工液引导部的正视图。图4是实施方式1所涉及的线放电加工机的加工液引导部的侧视图。加工液引导部10是设想到将圆柱状的被加工物4切断的夹具。加工液引导部10的一对夹具板10a、10b与作为切断对象的圆柱状的被加工物4的圆柱剖面平行地配置于两肋。加工液喷嘴5a、5b和夹具板10a、10b在线电极1的轴向隔开间隔d而配置。在实施方式1中,夹具板10a、10b是线电极1的轴向侧的周缘部为直线状。因此,在通过线放电加工机100进行的加工中,线电极1的轴向上的加工液喷嘴5a、5b和夹具板10a、10b的间隔d保持为恒定。为了使加工性能提高,在加工液喷嘴5a、5b和加工液引导部10不接触的范围以间隔d尽可能变小的方式进行加工。此外,在这里夹具板10a、10b的线电极1的轴向侧的周缘部设为直线状,但也可以不必须为直线状。
26.夹具板10a、10b大于被加工物4的与夹具板10a、10b相对的面且与切剖面相同形状的圆柱端面,将被加工物4的圆柱端面整体覆盖,周缘部从被加工物4的圆柱端面伸出。
27.加工液引导部10的一对夹具板10a、10b中的至少一者具有导电性。被加工物4固定
于一对夹具板10a、10b之中的具有导电性的夹具板。在将被加工物4固定于夹具板10a、10b的方法中,除了使用熔点小于或等于300℃的低熔点金属进行的焊接以外,还能够应用使用导电性粘接剂的粘接。在使用低熔点金属将夹具板10a、10b中的一者和被加工物4进行焊接的情况下,需要将夹具板10a、10b和被加工物4加热而进行焊接作业,但仅对加工后的被加工物4及夹具板10a、10b进行加热,就能够从夹具板10a、10b将被加工物4容易地拆下。另外,在使用导电性粘接剂进行粘接的情况下,在将加工后的被加工物4从夹具板10a、10b拆下时,需要通过适当的方法使导电性粘接剂溶解,但能够在夹具板10a、10b容易地将被加工物4进行固定。此外,被加工物4不需要一定通过夹具板10a、10b进行固定,也可以另外设置对在夹具板10a、10b之间的空间配置的被加工物4进行保持的部件。
28.在一对夹具板10a、10b之中的具有导电性的夹具板固定有被加工物4的加工液引导部10固定于平台9。另外,夹具板10a、10b之中的具有导电性的夹具板与平台9电连接。因此,经由平台9及夹具板10a、10b对被加工物4也从加工电源11施加电压。
29.图5是表示实施方式1所涉及的线放电加工机的加工中的加工液的流速分布的图。在图5还一并示出了没有加工液引导部10的情况下的加工液的流速分布。流速值示出了配置有线电极1的加工间隙部中的值。在没有加工液引导部10的情况下,从加工液喷嘴5a、5b喷出的加工液在与被加工物4碰撞前流速慢,在与被加工物4碰撞后流速稍微上升,然后,朝向被加工物4的中央部而流速不断急剧地降低。另一方面,在有加工液引导部10的情况下,从加工液喷嘴5a、5b喷出的加工液在与被加工物4碰撞前流速慢,在与被加工物4碰撞后流速大幅地上升。其原因在于,向被加工物4供给的加工液被加工液引导部10阻碍而失去排出空间。然后,虽然朝向被加工物4的中央部而流速不断逐渐地降低,但与被加工物4刚碰撞后的流速大,因此被加工物4的中央部的流速与没有加工液引导部10的情况相比而增大。因此,实施方式1所涉及的线放电加工机100与被加工物4的形状无关地能够向极间稳定地供给加工液。
30.为了使配置有线电极1的加工间隙部的加工液的流速增大,优选夹具板10a、10b的间隔窄。此外,图4所示的加工液喷嘴5a、5b的喷嘴宽度w1与夹具板10a、10b的间隔w2相匹配地变更。尽管增大夹具板10a、10b的间隔w2,但在加工液喷嘴5a、5b的喷嘴宽度w1没有变化的情况下,夹具板10a、10b和加工液喷嘴5a、5b的间隙也增大,从加工液喷嘴5a、5b供给的加工液经由夹具板10a、10b和加工液喷嘴5a、5b的间隙而向夹具板10a、10b之间的空间的外部流出。因此,与夹具板10a、10b的间隔w2相匹配地对加工液喷嘴5a、5b的喷嘴宽度w1进行调整,使得加工液喷嘴5a、5b覆盖由夹具板10a、10b和被加工物4包围的槽部41的开口部的宽度方向整体。即,加工液喷嘴5a、5b的喷嘴宽度w1设为大于或等于夹具板10a、10b的间隔w2。
31.实施方式1所涉及的线放电加工机100无需由夹具板10a、10b将被加工物4整体覆盖,因此无需与被加工物4的尺寸相匹配地单独制作夹具板10a、10b。另外,在夹具板10a、10b之间的空间配置被加工物4,因此即使被加工物4的宽度尺寸存在波动,通过对夹具板10a、10b的间隔w2进行调整,从而也能够稳定地保持被加工物4。即,夹具板10a、10b能够将尺寸不同的被加工物4稳定地保持。另外,即使进行放电加工,夹具板10a、10b也没有损伤,因此能够将夹具板10a、10b重复使用。
32.实施方式2.
33.图6是表示本发明的实施方式2所涉及的线放电加工机的结构的图。图7是表示实
施方式2所涉及的线放电加工机的并列切断线部的斜视图。对与实施方式1所涉及的线放电加工机100相同的部分标注相同标号而省略说明。4根引导辊2a、2b、2c、2d彼此与轴线方向平行地分离配置。从送线轴13抽出的线电极1在引导辊2a、2b、2c、2d间彼此隔开间隔而多次卷绕后,卷绕于卷线轴14。线电极1之中的在引导辊2b和引导辊2c之间平行张设的部分形成并列切断线部15。并列切断线部15将被加工物4的多个部位同时地进行放电加工。并列切断线部15通过定位引导辊2e、2f将各线电极1约束在适当的位置。在加工槽26的内部设置有能够进行z轴方向的位置调整的z轴工作台27。在z轴工作台27设置有加工液引导部10。因此,通过对z轴工作台27进行驱动,从而加工液引导部10所保持的被加工物4在z轴方向移动。
34.对线电极1经由供电件6a、6b而施加有电压。在加工时将从被加工物4排出的加工屑适当地去除,另外,为了极间部的冷却,经由加工液喷嘴5a、5b向极间供给加工液25。在加工中通过定位引导辊2e、2f对线位置进行了约束,以使得不会发生线电极1振动而加工精度恶化。
35.并列切断线部15配置于加工槽26内的加工液25中,放电加工在加工液25中进行。
36.加工液喷嘴5a、5b设置于加工液引导部10的左右,向通过并列切断线部15进行放电加工的加工部供给加工液25。加工电压经由供电件6a、6b而施加于线电极1,在以微小距离分离的被加工物4之间使放电发生。加工液引导部10所保持的被加工物4通过未图示的位置控制装置而始终以隔开微小间隙的方式对位置进行控制,因此随着通过放电而形成加工槽,被加工物4向并列切断线部15的方向逐渐地送入而加工槽变深,最终被加工物4被切断加工为薄板状。
37.在这里,被加工物4需要向多个薄板的切割加工。在被加工物4存在成为溅射靶材的钨或钼等金属、作为各种构造部件使用的多晶碳化硅等陶瓷、成为半导体器件晶片的单晶硅、单晶碳化硅、单晶氮化镓、单晶氧化镓等半导体材料、成为太阳电池晶片的单晶及多晶硅等。上述之中的金属是相对电阻低,对于应用于放电加工没有障碍。作为半导体材料及太阳电池材料能够进行放电加工的是相对电阻为大致小于或等于100ωcm的材料,优选相对电阻为小于或等于10ωcm的材料。
38.此外,在图7示出了将1根线电极1卷绕于4根引导辊2a、2b、2c、2d的例子,但并不限于该情况,只要是从1根线电极1形成并列切断线部15,则关于其具体的结构没有特别限定。
39.图8是实施方式2所涉及的线放电加工机的加工液引导部的基座板的斜视图。图9是表示实施方式2所涉及的线放电加工机的加工液引导部和将被加工物进行切断的情形的图。图10是实施方式2所涉及的线放电加工机的加工液引导部的正视图。图11是实施方式2所涉及的线放电加工机的加工液引导部的侧视图。加工液引导部10具有作为一对板部件的基座板10c及相对板10d。基座板10c由下部的基座部101和比基座部101薄的板部102构成。相对板10d通过螺栓19而螺纹紧固于基座部101。
40.基座部101和板部102的边界成为台阶103。在台阶103设置有切断端面固定块16。基座部101的台阶103的部分在左右方向隔开间隔而具有向上方凸出的凸起部104、105。在凸起部105设有螺孔,供螺栓18螺入。在螺栓18的螺钉前端配置有抵接板17。在抵接板17和凸起部104之间配置有切断端面固定块16。通过将螺栓18螺入,从而抵接板17被切断端面固定块16推压,切断端面固定块16被凸起部104和抵接板17夹持而固定。
41.切断端面固定块16将被加工物4的切断终端面在垂直方向进行定位且进行固定。
切断端面固定块16的上表面与凸起部104、105的任意者相比处于上方。因此,即使并列切断线部15将被加工物4完全地切断,并列切断线部15也仅会切入切断端面固定块16,不会对基座板10c造成损伤。切断端面固定块16能够从基座板10c分离,能够在每次对被加工物4进行加工时进行更换。
42.通过将被加工物4的切断终端面在切断端面固定块16进行固定,从而直至将被加工物4切断的瞬间为止能够对被加工物4进行通电,因此能够稳定地进行加工。
43.被加工物4和基座板10c通过由导电性粘接剂进行的粘接或使用熔点小于或等于300℃的低熔点金属进行的焊接而固定。导电性粘接剂及低熔点金属均为导电性材料,因此能够使被加工物4和加工液引导部10之间具有电导通。为了进行放电加工,需要从加工电源11对线电极1和被加工物4之间施加电压。被加工物4和加工液引导部10之间具有电导通,因此如图9所示,在基座板10c设置供电线连接部28而从加工电源11施加电压,由此能够经由加工液引导部10对被加工物4施加电压。
44.此外,切断端面固定块16具有导电性。因此,可以将供电线连接部28设置于切断端面固定块16,从加工电源11对切断端面固定块16施加电压。即使在将供电线连接部28设置于基座板10c的情况下,直至并列切断线部15马上将被加工物4进行切断前,仍经由切断端面固定块16从加工电源11将电压施加于基座板10c。因此,即使在切断端面固定块16设置供电线连接部28,也能够以与在基座板10c设置供电线连接部28的情况同等的品质进行放电加工。
45.在基座部101设置有被加工物4的倾斜度测定用的基准面20。在希望准确地对被加工物4的切剖面的角度进行调整的情况下,需要使用角度调整机构等对被加工物4的位置及姿态进行调整。在以被加工物4的表面为基准对被加工物4的位置及姿态进行调整的情况下,如果被加工物4的表面粗糙,则准确地调整变得困难。但是,仅为了被加工物4的位置及姿态的调整而对被加工物4的表面进行研磨,在从成本方面考虑不优选。实施方式2所涉及的线放电加工机100在基座板10c上设置有被加工物4的倾斜度测定用的基准面20。预先对被加工物4和基准面20的相对位置进行测定,如果已掌握,则能够利用基准面20对被加工物4的位置及姿态进行调整。基准面20在保持有被加工物4的状态下也露出,因此能够在将被加工物4仍保持于加工液引导部10的情况下进行被加工物4的位置及姿态的调整。
46.实施方式2所涉及的线放电加工机100将线电极1平行张设而形成并列切断线部15,因此加工液喷嘴5a、5b的开口部变大,从加工液喷嘴5a、5b供给的加工液25的初速度与实施方式1所涉及的线放电加工机100相比降低。实施方式2所涉及的线放电加工机100在基座板10c和相对板10d之间的空间保持有被加工物4。另外,基座板10c及相对板10d是大于被加工物4的与基座板10c及相对板10d相对的面且与切剖面相同形状的圆柱端面,将被加工物4的圆柱端面整体覆盖,周缘部从被加工物4的圆柱端面伸出。因此,与被加工物4碰撞的加工液25被加工液引导部10妨碍而失去排出空间,是流速快的状态,因此即使从加工液喷嘴5a、5b供给的加工液25的速度在被加工物4的中央部降低,与没有加工液引导部10的情况相比,仍能够良好地将加工液25供给至加工间隙。因此,实施方式2所涉及的线放电加工机100是具有并列切断线部15的多线式,能够实现加工速度的提高、加工状态的稳定化、防断线、加工槽宽度的减小及加工表面粗糙度的改善。
47.实施方式2所涉及的线放电加工机100与实施方式1同样地,能够抑制加工间隙的
加工液25的流速的降低,能够有助于加工的稳定化。
48.以上的实施方式所示的结构,表示本发明的内容的一个例子,也能够与其他公知技术进行组合,在不脱离本发明的主旨的范围,也能够对结构的一部分进行省略、变更。
49.标号的说明
50.1线电极,2a、2b、2c、2d引导辊,2e、2f定位引导辊,3加工液供给装置,4被加工物,5a、5b加工液喷嘴,6a、6b供电件,7x轴驱动部,8y轴驱动部,9平台,10加工液引导部,10a、10b夹具板,10c基座板,10d相对板,11加工电源,12轴驱动控制部,13送线轴,14卷线轴,15并列切断线部,16切断端面固定块,17抵接板,18、19螺栓,20基准面,25加工液,26加工槽,27z轴工作台,28供电线连接部,41槽部,100线放电加工机,101基座部,102板部,103台阶,104、105凸起部。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。