1.本发明涉及一种加工程序的制作方法、工件加工方法以及机床的控制装置。
背景技术:
2.在喷气式发动机等所采用的涡轮叶片等叶片部件的加工中,使用了具有旋转轴的五轴加工中心等切削加工机。一般来说,叶片部件是薄板状,表面背面这两个面中的一方由凸曲面构成,另一方由凹曲面构成。
3.在由切削加工机进行的叶片部件的加工中,主要采用由铣刀进行的粗加工、由圆弧头立铣刀进行的半精加工、由球头立铣刀进行的精加工。在叶片部件的厚度薄且低刚性的形状的情况下,采用使用锥球头立铣刀、球头立铣刀等从工件一下子切削出的高效率的去除加工。在去除加工中,一边使刀具相对于工件相对地移动一边进行加工(例如,参照专利文献1)。一般来说,这样的去除加工的加工程序是以叶片部件的实心主体为加工对象、并使用实心主体的表面曲面制作而成的。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2003-165012号公报
技术实现要素:
7.发明要解决的问题
8.然而,在高效率地对叶片部件进行精加工的情况下,存在如下问题。图12用与长边轴方向(图11的与纸面垂直的方向)垂直的截面来示出叶片部件。叶片部件1的截面由凸曲面11a、凹曲面11b、边缘部1a(后缘)、边缘部1b(前缘)这四条曲线(圆弧或样条曲线)构成。相对于凸曲面11a以及边缘部1a、1b而言凹曲面11b的曲率发生了反转。
9.以往,在这样的叶片部件1的加工程序中,刀具轴方向ta被设定为相对于四条曲线而言的法线方向。但是,在叶片部件1相对于刀具t绕长边轴方向相对地进行了旋转时,在凹曲面11b处曲率方向反转,因此加工程序成为在去除加工时在机床中使叶片部件1旋转的旋转轴的动作方向进行反转的程序结构。其结果,由于由旋转轴的动作方向的反转导致的速度降低及反转误差的增大,有可能发生加工时间的增加以及由纹理引起的加工面不良。
10.对此,提出了以下一种加工程序的方案:不使用从作为加工对象的实心主体得到的表面曲面来定义刀具姿态,而如图13所示那样将叶片部件1的长边轴12的周围定义为刀具轴方向ta,从而抑制了旋转轴的动作方向的反转。但是,在叶片部件1的长边轴12等的单方向矢量的周围设定了刀具轴方向ta的情况下,薄板形状的叶片部件1的加工成为使用圆周速度为0(零)的刀具t的前端如从刀具轴方向ta刺那样的加工,因此是由于刀具t的振动或切屑的排出性不充分而发生加工面不良的加工,并非现实的加工。
11.由此,期望一种在叶片部件的高效率的加工中能够不存在旋转轴的动作方向的反转地得到高速且高品质的加工面的加工程序的制作方法、工件加工方法以及机床的控制装
置。
12.用于解决问题的方案
13.本公开的一个方式所涉及的加工程序的制作方法是用于针对工件去除加工出以一对边缘部为界具有凸曲面和凹曲面的部件的加工程序的制作方法,针对所述凹曲面,以所述一对边缘部的曲线为切线来设定相对于所述凸曲面而言曲率不反转的虚拟凸曲线,使用所述虚拟凸曲线、在所述凸曲面设定的凸曲线以及在所述一对边缘部设定的凸曲线,来制作无曲率反转的刀具姿态定义用导向曲面,制作以针对所述刀具姿态定义用导向曲面而言的法线方向为基准来设定去除加工时的刀具轴方向的加工程序。
14.本公开的一个方式所涉及的工件加工方法是用于针对工件去除加工出以一对边缘部为界具有凸曲面和凹曲面的部件的工件加工方法,其中,针对所述凹曲面,以所述一对边缘部的曲线为切线来设定相对于所述凸曲面而言曲率不反转的虚拟凸曲线,使用所述虚拟凸曲线、在所述凸曲面设定的凸曲线以及在所述一对边缘部设定的凸曲线,来制作无曲率反转的刀具姿态定义用导向曲面,以针对所述刀具姿态定义用导向曲面而言的法线方向为基准,来设定去除加工时的刀具轴方向,基于所述刀具轴方向来决定刀具姿态,从而相对于所述工件去除加工出所述部件。
15.本公开的一个方式所涉及的机床的控制装置是用于针对工件去除加工出以一对边缘部为界具有凸曲面和凹曲面的部件的机床的控制装置,其具备:刀具姿态定义用导向曲面制作部,其针对所述凹曲面,以所述一对边缘部的曲线为切线来设定相对于所述凸曲面而言曲率不反转的虚拟凸曲线,使用所述虚拟凸曲线、在所述凸曲面设定的凸曲线以及在所述一对边缘部设定的凸曲线,来制作无曲率反转的刀具姿态定义用导向曲面;以及加工程序制作部,其制作以针对所述刀具姿态定义用导向曲面而言的法线方向为基准来设定去除加工时的刀具轴方向的加工程序。
16.发明的效果
17.根据一个方式,能够提供在叶片部件的高效率的加工中不存在旋转轴的动作方向的反转地得到高速且高品质的加工面的加工程序的制作方法、工件加工方法以及机床的控制装置。
附图说明
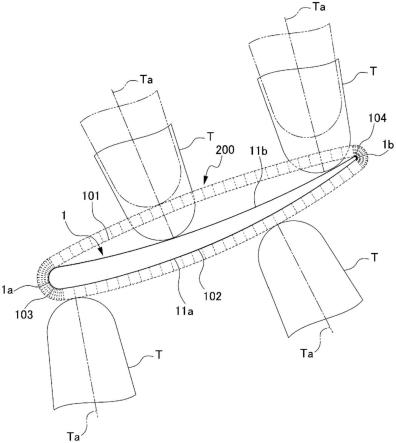
18.图1是示出从工件进行去除加工而得到的叶片部件的立体图。
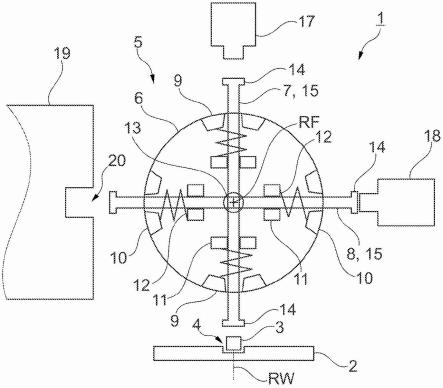
19.图2是示出机床的一个实施方式的立体图。
20.图3是放大地示出由图2所示的机床去除加工出叶片部件的叶片面的情形的立体图。
21.图4是示出机床的控制装置的结构的框图。
22.图5是说明针对叶片部件的刀具姿态定义用导向曲面的制作方法的一个实施方式的图。
23.图6是示出针对叶片部件的刀具姿态定义用导向曲面的一个实施方式的图。
24.图7是说明图6所示的刀具姿态定义用导向曲面的曲率方向以及工件加工方法的图。
25.图8是说明针对叶片部件的刀具姿态定义用导向曲面的制作方法的另一个实施方
式的图。
26.图9是示出针对叶片部件的刀具姿态定义用导向曲面的另一个实施方式的图。
27.图10是说明图9所示的刀具姿态定义用导向曲面的曲率方向的图。
28.图11是说明针对叶片部件的刀具姿态定义用导向曲面的制作方法的又一个实施方式的图。
29.图12是说明以往的工件加工方法的图。
30.图13是说明以往的工件加工方法的图。
具体实施方式
31.下面,参照附图来详细地说明本公开的一个方式。
32.如图1所示,通过利用机床的刀具(在图1中未图示)进行从长方体形状的工件w将不需要部分进行去除加工来形成叶片部件1。叶片部件1以配置在宽度方向的两端部的后缘和前缘这一对边缘部1a、1b为界,在表面和背面具有由曲面构成的叶片面11。在该叶片部件1中,一个叶片面11是凸曲面11a,另一个叶片面11是凹曲面11b。叶片部件1例如是涡轮或压缩机的叶片等。
33.使用图2和图3来说明在进行从工件w去除加工出这种叶片部件1时所使用的机床的一个实施方式。机床2在设置于地面的基座21上具备沿x轴方向进行直线移动的x轴工作台22以及沿与x轴方向正交的y轴方向进行直线移动的y轴工作台23。
34.在x轴工作台22的上表面载置有旋转工作台24。旋转工作台24以使旋转轴25能够旋转的方式对该旋转轴25进行支承。旋转轴25保持工件w,并且使所保持的工件w绕c轴旋转。工件w以要被加工出的叶片部件1的长边轴方向与c轴的方向平行的方式被安装于旋转轴25。
35.旋转工作台24使旋转轴25自身绕a轴旋转(倾斜)。旋转工作台24的a轴与x轴方向平行地配置。旋转轴25的c轴配置在与x轴方向垂直的平面上。因而,旋转工作台24的a轴构成使旋转轴25的c轴沿着与a轴垂直的平面倾斜的倾斜轴。
36.在基座21的上表面竖立设置有立柱26。在立柱26的上端部设置有能够沿着与x轴方向及y轴方向正交的z轴方向进行升降移动的主轴单元27。在主轴单元27的下端部安装有刀具t。刀具t基于规定的加工程序,对通过旋转轴25的动作而绕c轴旋转的工件w去除加工出叶片部件1。作为刀具t,例如使用球头立铣刀、锥球头立铣刀、圆弧头立铣刀等。
37.图4示出了机床2的控制装置3的一个实施方式。控制装置3具备:刀具姿态定义用导向曲面制作部31,其制作刀具姿态定义用导向曲面;以及加工程序制作部32,其基于由刀具姿态定义用导向曲面制作部31制作出刀具姿态定义用导向曲面(以下简称为导向曲面)来制作加工程序。
38.图5示出了刀具姿态定义用导向曲面制作部31中的导向曲面的制作方法。在图5中,用与叶片部件1的长边轴方向(图5的与纸面垂直的方向)垂直的截面来示出叶片部件1。刀具姿态定义用导向曲面制作部31将加工对象设定为叶片部件1的实心主体,针对如图5所示那样具有凸曲面11a和凹曲面11b的叶片部件1的凹曲面11b设定由圆弧或样条曲线形成的虚拟凸曲线101。
39.虚拟凸曲线101是沿着与叶片部件1的长边轴方向垂直的截面形状的外周设定的
曲线。具体地说,虚拟凸曲线101被设定为:沿着与叶片部件1的长边轴方向垂直的截面形状的外周,以叶片部件1的一对边缘部1a、1b的微小曲线为切线朝向叶片部件1的外侧凸。因此,虚拟凸曲线101是相对于凸曲面11a而言曲率不反转的曲线。
40.由此,刀具姿态定义用导向曲面制作部31在叶片部件1的外周如图5所示那样设定由在凹曲面11b设定的虚拟凸曲线101、通过凸曲面11a的表面设定的凸曲线102以及通过一对边缘部1a、1b的表面设定的凸曲线103、104构成的四条凸曲线。在四条凸曲线之间,曲率没有反转。刀具姿态定义用导向曲面制作部31在设定了这四条凸曲线(凹曲面11b的虚拟凸曲线101、凸曲面11a的凸曲线102、边缘部1a、1b的凸曲线103、104)之后,使用这四条凸曲线,如图6所示那样制作用于定义刀具姿态的导向曲面200。
41.加工程序制作部32如图7所示那样制作加工程序,该加工程序是以针对由刀具姿态定义用导向曲面制作部31制作出的导向曲面200而言的法线方向为基准来设定刀具轴方向ta。图7所示的刀具轴方向ta沿着相对于导向曲面200而言的法线方向配置。在刀具姿态定义用导向曲面制作部31中设定的四条凸曲线(凹曲面11b的虚拟凸曲线101、凸曲面11a的凸曲线102、边缘部1a、1b的凸曲线103、104)的曲率方向全部相同,因此由刀具轴方向ta决定的刀具t的姿态在导向曲面200的任何凸曲线上都不会变化到需要使旋转轴25的动作方向反转的程度。
42.机床2基于由加工程序制作部32制作出的加工程序来决定刀具姿态,如图7所示,在维持了该刀具姿态的状态下,利用刀具t针对工件w去除加工出叶片部件1。基于使用虚拟凸曲线101制作出的导向曲面200来设定此时的相对于凹曲面11b的刀具轴方向ta,因此在去除加工出凹曲面11b时,旋转轴25的动作方向不会相对于凸曲面11a反转。因而,能够抑制一边通过旋转轴25的动作使工件w旋转一边去除加工出叶片部件1时的加工速度的降低、反转误差的增大,能够高速地加工出具有无纹理的高品质加工面的叶片部件1。
43.另外,一般来说,在叶片部件1的导向曲面200的凸曲面11a设定的凸曲线102大多以曲率方向不变化的方式与在边缘部1a、1b设定的凸曲线103、104连接。但是,根据叶片部件1的形状,即使是在凸曲面11a设定的凸曲线102,有时也会在使用cad(computer aided design:计算机辅助设计)/cam(compu ter aided manufacturing:计算机辅助制造)的过程中的模型转换时包含误差。其结果,在去除加工出凸曲面11a时,存在旋转轴25的动作方向反转的情况。
44.在该情况下,刀具姿态定义用导向曲面制作部31也可以如图8、图9以及图10所示那样制作与凹曲面11b同样地也在凸曲面11a设定有虚拟凸曲线105的导向曲面201,该虚拟凸曲线105是由以边缘部1a、1b的微小曲线为切线的圆弧或样条曲线形成的。在图8和图9中,也用与叶片部件1的长边轴方向(图8和图9的与纸面垂直的方向)垂直的截面来示出叶片部件1。由此,在凸曲面11a设定的凸曲线105向与对叶片部件1设计的凸曲面11a的表面相比靠叶片部件1的外侧的位置突出,成为与边缘部1a、1b的微小曲线平滑地连续的凸曲线。因此,即使叶片部件1的形状是在去除加工出凸曲面11a时旋转轴25的动作方向反转的情况下的某个形状,也不会发生旋转轴25的动作方向的反转。
45.另外,在有时对于一对边缘部1a、1b也会在使用cad/cam的过程中的模型转换时包含误差的情况下,刀具姿态定义用导向曲面制作部31也可以基于以在凸曲面11a设定的凸曲线102或虚拟凸曲线105和在凹曲面11b设定的虚拟凸曲线101为切线的凸曲线,来制作导
向曲面200或201。
46.在在凸曲面11a设定了虚拟凸曲线105的情况下,刀具姿态定义用导向曲面制作部31也可以如图11所示那样将在叶片部件1设定的所有凸曲线、即,在凹曲面11b设定的虚拟凸曲线101、在凸曲面11a设定的虚拟凸曲线105以及在边缘部1a、1b设定的凸曲线102、103进行连接,来制作具有平滑地连续的一条样条曲线的导向曲面202。由此,能够生成用于定义由固定的间距引起的刀具轴变化的曲线,能够抑制刀具姿态的急剧变化,能够进一步提高加工面品质。
47.此外,以上的刀具姿态定义用导向曲面制作部31基于叶片部件1的凸曲面11a和凹曲面11b的曲线来制作导向曲面200、201、202。但是,刀具姿态定义用导向曲面制作部31也可以制作在凸曲线的中心进一步追加了凸曲线的导向曲面、使用了多个由在叶片部件1的长边轴方向上进行等分割而得到的截面生成的凸曲线的导向曲面。由此,能够制作刀具轴变化(旋转轴25的动作)更平滑的加工程序。
48.为了进一步提高加工面品质,在针对工件w去除加工出叶片部件1时,期望圆周速度为0(零)的刀具t的前端不切削工件w的加工面。因此,也可以刀具t的姿态被以使引导角和倾斜角中的至少一方相对于刀具轴方向ta倾斜的状态设定。引导角是与刀具行进方向平行的平面上的刀具行进方向同刀具轴形成的角度。倾斜角是与刀具行进方向垂直的平面上的刀具行进方向同刀具轴形成的角度。在使用刀具t对工件w进行去除加工时,关于刀具t的姿态,通过使引导角和倾斜角中的至少一方倾斜,不会利用圆周速度为0(零)的刀具t的前端在工件w的整个加工面、即叶片部件1的整个表面进行切削。因此,能够进一步提高加工面品质。
49.附图标记说明
50.1:叶片部件;1a、1b:边缘部;11a:凸曲面;11b:凹曲面;101:虚拟凸曲线;102、103、104:凸曲线;200、201、202:刀具姿态定义用导向曲面;2:机床;3:控制装置;31:刀具姿态定义用导向曲面制作部;32:加工程序制作部;ta:刀具轴方向;w:工件。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。