1.本发明涉及用于转移工件的搬运装置。本发明还涉及用于转移工件的方法。
背景技术:
2.从文件de 10 2006 018 590a1和de 10 2007 050 905b4中已知可以用于在生产工厂内搬运零件的各种搬运装置。在两个实例中,可以安置物体并且使物体移位的平台在相关的搬运装置的每种操作状态下都水平地布置。
3.de 40 39 046a1公开了一种用于搬运和加工的模块化多轴且移动的系统,该模块化多轴且移动的系统意在作为旋转分度台的制造替代方案,并且该模块化多轴且移动的系统包括可以在角度驱动器的帮助下移动的所谓的转塔刀架。
4.例如从de 87 14 508u1中已知一种旋转分度台加工中心。这种加工中心的旋转分度台承载有多个工件夹持单元,这些工件夹持单元以相等角距离布置在该旋转分度台的周向上。工件夹持单元分配有主轴单元,其中,主轴单元中的至少一个主轴单元能够沿三个轴线移位。
5.de 37 23 822a1公开了一种用于在具有旋转分度台的键槽机上对筒形管进行加工的驱动器夹持装置。在该实例中,具有围绕旋转轴线分布的多个夹持滑动件的夹持装置布置在高度可调节的转台上。夹持滑动件的端部逆向于成锥形转动的夹持环延伸,该夹持环在机器框架上保持就位。
技术实现要素:
6.本发明的目的是指定比现有技术进一步改进的用于搬运工件的选项,其中,工件在转移期间改变它们的取向、特别地从水平取向改变为竖向取向。
7.根据本发明,该目的通过具有权利要求1的特征的搬运装置来实现。该目的还通过根据权利要求8的用于转移工件的方法来实现。下面结合转移方法说明的本发明的构型和优点也相应地适于搬运装置,并且结合搬运装置说明的本发明的构型和优点也相应地适于转移方法。
8.搬运装置包括:工件承载件,该工件承载件被设计成接纳多个工件;以及可旋转的工件输送设备,该工件输送设备可以以计时的方式操作,该工件输送设备被设计成将工件转移至存储站。工件输送设备被设计成在第一角位置中接纳来自工件承载件的工件,并且在第二角位置中将这些工件转移至存储站,并且该工件输送设备包括至少两个可线性移位的给送元件。
9.给送元件的几何移位轴线与工件输送设备的旋转轴线相交。多个这些给送元件、特别是所有的给送元件可以同时地移动,其中,每个单独的给送元件分配有固定的线性致动器,该线性致动器为此不随着工件输送设备旋转。每个给送元件具有相同类型的两个端部件,每个端部件设置成用于根据工件输送设备的角度情况而与工件直接相互作用或与线性致动器直接相互作用。
10.这意味着在工件输送设备的整周转动期间,每个端部件执行面向工件的抓持器端部的功能至少一次、优选地若干次,并且另外地,每个端部件执行面向线性致动器的致动器端部的功能至少一次、优选地若干次。给送元件的端部件也被称为产品抓持器。
11.特别地,每个给送元件的两个端部在工件输送设备系统循环时连续两次具有抓持器端部的功能,这意味着工件首先被抓持或然后被释放,并且这两个端部接着连续两次具有面向每个线性致动器的致动器端部的功能,线性致动器使所讨论的给送元件移动。在典型构型中,给送元件的移位轴线跨越下述平面:工件输送设备的旋转轴线表示至该平面的表面法线。
12.在优选实施方式中,工件输送设备的旋转轴线水平地对准,该工件输送设备至少采用旋转台、特别是旋转分度台的基本特征。归于工件输送设备的给送元件的数目不受任何根本性限制。在典型构型中,工件输送设备包括以直角相交的正好两个给送元件。不管给送元件的数目如何,这些给送元件被设计成使得几何给送轴线在位于工件输送设备的旋转轴线上的点处相交。这可以通过摇动至少一个给送元件来实现。另一方面,另一给送元件始终具有直的形状。为了实现所有给送元件的可移位性,给送元件中的一个给送元件例如除了偏移部之外还可以具有呈长形孔形式的凹部。
13.不管各个给送元件是否具有偏移部或凹部,每个给送元件的两个端部、即端部件能够可选地互换以能够适应不同的工件,这些端部件根据操作状态而用作抓持器端部或致动器端部。待输送的工件例如是用于内燃发动机的气门机构的部件、例如液压支承元件。在该上下文中例如参照文件de 10 2017117 946b3和ep 2 010 758b1。
14.给送元件的抓持器优选地被设计为气动抓持器、即真空抓持器。真空抓持器原则上从广泛的各种技术领域已知,de 196 25 846a1作为示例被提及。在当前实例下,位于移动元件、即给送元件上的真空抓持器是快速移动的真空抓持器。与真空抓持器的空气管道被设计为穿过工件输送设备即分度台的旋转空气管道。
15.围绕工件输送设备的周向所均匀分布的多个线性导引部优选地设置成用于导引这些给送元件。在能够实现非常高的几何精度的特别有利的实施方式中,用于对给送元件进行线性导引的导引元件与可旋转的圆形板、即狭义上的转台设计为一件式。在该情况下被设计为滑动轴承的单独的线性导引部可以被设计为孔,呈基本杆状形状的给送元件插入穿过这些孔。替代性地,给送元件可以由线性滚子轴承支承。
16.关于旋转分度台的轴承,还可以考虑到各种基本已知的技术原理、特别是滚子轴承。旋转分度台的驱动可以作为直接驱动、即无齿轮驱动,或者经由齿轮实现。可以在旋转分度台本身上和/或该旋转分度台的驱动装置上设置有用于检测旋转分度台的角位置的装置。连同给送元件的精确导引,整体上可以实现搬运装置的较高定位精度。
17.用于使给送元件移动的线性致动器优选地被专门设计成用于施加压缩力、即用于仅沿一个方向移动。给送元件的沿相反方向的移位、即返回行程优选地在弹簧的帮助下进行。螺旋弹簧特别适用于该目的,该螺旋弹簧例如支承在线性导引部的元件上,其中,每个给送元件由两个螺旋弹簧环绕并且还对弹簧提供支承部,或者每个给送元件牢固地连接至这种支承部。
18.旋转台特别适合作为将零件给送至旋转分度台的工件承载件。在简单的情况下,转台是设置有若干个凹部的旋转板,这些凹部中的每个凹部设置成用于接纳工件。凹部的
数目优选地与给送元件的数目的倍数对应。例如,工件承载件中设置有八个或十二个接纳部,每个接纳部针对一个工件。在两个给送元件的情况下,这意味着伴随着工件承载件进一步旋转45
°
或30
°
,工件输送设备进一步旋转90
°
、即进一步分度一个循环。
19.不管工件承载件的设计如何,可以通过旋转分度台来执行的搬运方法包括以下步骤:
[0020]-设置下述工件输送设备:该工件输送设备被设计为带水平旋转轴线的旋转分度台,该旋转分度台具有在旋转轴线上彼此相交的两个可线性移位的给送元件,
[0021]-同时在第一角位置中借助于第一给送元件将第一工件从工件承载件移除,并且在倾斜90
°
的角位置中通过第二给送元件将类似的工件转移至存储站,
[0022]-使旋转分度台进一步旋转90
°
并且借助于第二给送元件接纳来自工件承载件的另一工件,同时借助于第一给送元件将在先前步骤中接纳的第一工件转移至存储站。
[0023]
以固定的方式布置在旋转分度台外部并使以对应数目存在的给送元件移动的致动器不需要具有一致的行程。在正好两个给送元件的情况下,优选地,致动器中的一个致动器始终执行水平行程,并且另一致动器始终执行竖向行程,其中,通过竖向行程从工件承载件接纳工件,并且同时通过水平行程将工件从工件输送设备转移至分配给存储站的下游装置。
[0024]
搬运装置的较多次数的循环特别地可以通过下述事实来实现:待输送并且由此倾斜的多个工件同时被工件承载件和工件输送设备接纳并且被转移至存储站。特别地,搬运装置被设计成用于每分钟转移多于60个零件。例如,70/min的循环通过每分钟接纳或转移工件总计140次来实现,其中,70次循环的数目与旋转分度台的17.5转正好对应。
附图说明
[0025]
在下文中,借助于附图对本发明的示例性实施方式进行更详细的解释。在以下附图中按照部分粗略示意的方式:
[0026]
图1以正视图示出了搬运装置,
[0027]
图2以平面图示出了搬运装置,
[0028]
图3以侧视图示出了搬运装置的工件输送设备,
[0029]
图4和图5示出了搬运装置的细节。
具体实施方式
[0030]
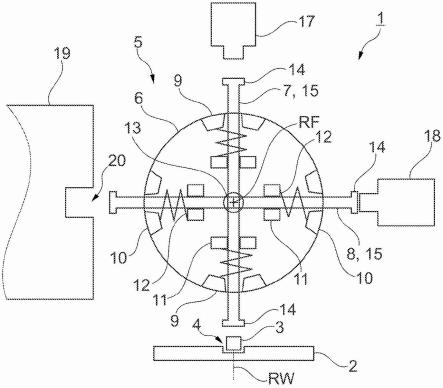
整体用附图标记1来表示的搬运装置设置成用于在工件输送设备5的帮助下将布置在工件承载件2上的工件3转移至不能分配给搬运装置1的机器19的存储站20。在示例性实施方式中,工件承载件2呈水平布置的可旋转盘形式,供工件3插入的接纳部4位于该可旋转盘中。工件承载件2的在示例性实施方式中竖向对准的旋转轴线由rw表示。在未示出的替代性实施方式中,工件承载件2例如可以被设计为将工件3给送至工件输送设备5的传送带。
[0031]
工件3以水平取向位于工件承载件2中。工件输送设备5包括竖向对准的转台6。工件输送设备5的对应水平对准的旋转轴线由rf表示。此外,两个给送元件7、8应当归于工件输送设备5,这两个给送元件在正视图(图1)中以x形相交,其中,给送元件7、8之间封围成直角。第一给送元件7是连续直的,而第二给送元件8是偏移的元件。
[0032]
旋转台6上的线性导引部9、10设置成用于导引给送元件7、8。两个给送元件7、8牢固地连接至两个支承环11,弹簧12、即被设计为螺旋弹簧的压缩弹簧支承在所述两个支承环上。每个弹簧12的第二端部支承在转台6上。对转台6进行驱动的轴由13表示。
[0033]
为了使给送元件7、8抵抗各个弹簧12的力而移动,设置有致动器17、18。致动器17、18以固定的方式定位。两个致动器17、18在工件3被输送时同时发挥作用。关于给送元件7、8的可以通过致动器17、18而移位的设计和功能,参照图2至图5。每个给送元件7、8具有两个端部件14,其中,所有四个端部件14被相同地设计。在第一给送元件7的情况下,两个端部件14与给送元件7的连续直的杆状部段15邻接。在偏移的给送元件8的情况下,另一方面,杆状部段15被相对于该杆状部段偏移的中间部段16中断。中央部段16定尺寸成使得第二给送元件8可以具有足够的移位路径。
[0034]
图4中图示了端部件14与工件3的相互作用。端部件14具有使得工件3能够被抓持的抓持器轮廓21。端部件14具有真空抓持器的功能。布置在端部件14上并且实现或支持对工件3进行抓持的可选的可移动元件未被示出。
[0035]
除了抓持器轮廓21之外,端部件14还具有设计成与致动器17、18相互作用的连接轮廓22。为此,致动器17、18的端部件23具有与端部件14的连接轮廓22相匹配的连接轮廓24。
[0036]
在搬运装置1的操作期间,当旋转台6处于图1所示的位置时,两个致动器17、18同时被致动。在此,使第一给送元件7移动的致动器17致使工件3被接纳。同时,工件3在使第二给送元件8移位的致动器18的帮助下而被转移至存储站20。存储站20可以是可以分配给机器19的输送装置和/或加工装置的一部分。在任何情况下,转移至存储站20的工件3的取向相对于工件承载件2上的工件3的取向倾斜90度。在已经将工件3转移至存储站20之后,转台6旋转90度,使得先前在致动器17的帮助下被接纳的工件3现在也旋转90度,从而可以被转移至存储站20。因此,每单位时间转移的工件3的数目与转台6的循环频率的两倍对应。
[0037]
附图标记说明
[0038]
1搬运装置
[0039]
2工件承载件,水平的
[0040]
3工件
[0041]
4工件承载件中的接纳部
[0042]
5工件输送设备
[0043]
6转台,竖向的
[0044]
7第一给送元件,直的
[0045]
8第二给送元件,偏移的
[0046]
9用于第一给送元件的线性导引部
[0047]
10用于第二给送元件的线性导引部
[0048]
11支承环
[0049]
12弹簧
[0050]
13轴
[0051]
14给送元件的端部件
[0052]
15给送元件的杆状部段
[0053]
16偏移的给送元件的中央部段
[0054]
17致动器
[0055]
18致动器
[0056]
19机器
[0057]
20存储站
[0058]
21端部件的抓持器轮廓
[0059]
22端部件的连接轮廓
[0060]
23致动器的端部件
[0061]
24致动器的连接轮廓
[0062]
rf工件输送设备的旋转轴线
[0063]
rw工件承载件的旋转轴线。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。