插入良好度判定器、插入良好度判定装置、机器人系统以及插入良好度判定方法
1.相关申请的交叉引用
2.本件申请主张2020年02月17日在日本专利厅申请的特愿2020-024770号的优先权,通过参照其整体而作为本件申请的一部分引用。
技术领域
3.本发明涉及插入良好度判定器、插入良好度判定装置、机器人系统以及插入良好度判定方法。
背景技术:
4.已知通过机器人在一方的工件的凹部插入另一方的工件的凸部。另外,已知在这种情况下判定插入是否良好。例如,专利文献1公开一种技术,其通过利用基座构件以及可动构件夹住相互预嵌合的两个构件进行按压而使它们嵌合,并基于基座构件与可动构件之间的距离的变化信息来判定该嵌合状态。
5.专利文献1:wo2015/181891国际公开公报
6.但是,在假定将上述技术例如应用于波动齿轮装置的组装时,嵌合状态的判定不简单。另一方面,已知在设置于作业对象物的各种孔插入衬垫(grommet)、橡胶栓、螺纹部件等插入部件并安装的情况。针对这些插入部件,要求简单地判定其插入的良好度。
技术实现要素:
7.本发明是为了解决上述那样的课题而完成的,目的在于提供能够简单地判定插入部件向被插入孔的插入的良好度的插入良好度判定器、插入良好度判定装置、机器人系统以及插入良好度判定方法。
8.为了实现上述目的,本公开的某个形式(aspect)所涉及的插入良好度判定器是判定插入至设置于作业对象物的孔的插入部件向该孔的插入的良好度的判定器,上述插入部件至少具有:头部,其具有无法插入至上述孔的大小;和柱状的躯干部,其从上述头部延伸并具有能够插入至上述孔的粗细,上述判定器构成为,基于在与上述孔的延伸方向正交的方向上的插入至上述孔的插入部件的上述头部的预定部位的位置,来判定上述插入的良好度。此处,“插入”包括向孔具有间隙地放入部件、向孔嵌合部件、向孔压入部件以及向螺孔拧入螺纹部件。“孔”包括贯通孔以及有底孔这两者。
9.在该结构中,在插入部件倾斜地插入至孔的情况下,衬垫、橡胶栓等粘弹性部件从孔的延伸方向观察时头部形变,螺纹部件的头部变细。另外,对于粘弹性部件而言,在头部浮起的状态下插入至孔的情况下,与良好地插入至孔的情况相比,头部变大。因此,在插入部件没有良好地插入的情况下,在与孔的延伸方向正交的方向上的插入部件的头部的特定部位的位置与插入部件良好地插入至孔的情况不同。因此,如该结构那样,能够基于在与孔的延伸方向正交的方向上的插入至孔的插入部件的头部的预定部位的位置,来判定插入的
良好度。其结果,能够简单地判定插入部件向被插入孔的插入的良好度。
10.另外,本公开的其他形式(aspect)所涉及的插入良好度判定装置具备:拍摄器,其拍摄将插入至上述孔的插入部件从上述孔的延伸方向观察的拍摄图像,并输出表示拍摄到的拍摄图像的拍摄数据;和上述任一个插入良好度判定器,上述判定器构成为,基于从上述拍摄器输出的拍摄数据,获取在与上述孔的延伸方向正交的方向上的插入至上述孔的插入部件的上述头部的预定部位的尺寸或者位置。
11.根据该结构,能够提供能够简单地判定插入部件向被插入孔的插入的良好度的插入良好度判定装置。
12.另外,本公开的又一其他形式(aspect)所涉及的机器人系统具备:机器人,其具备机器人臂,上述机器人臂具有将上述插入部件插入至上述作业对象的上述孔的末端执行器;和上述插入良好度判定装置,上述拍摄器设置于上述末端执行器、上述机器人臂或者除上述机器人以外的物体。
13.根据该结构,能够提供能够简单地判定插入部件向被插入孔的插入的良好度的机器人系统。
14.另外,本公开的又一其他形式(aspect)所涉及的插入良好度判定方法是判定插入至设置于作业对象物的孔的插入部件向该孔的插入的良好度的判定方法,上述插入部件至少具有:头部,其具有无法插入至上述孔的大小;和柱状的躯干部,其从上述头部延伸,并具有能够插入至上述孔的粗细,上述判定方法包括如下工序:基于在与上述孔的延伸方向正交的方向上的插入至上述孔的插入部件的上述头部的预定部位的尺寸或者位置,来判定上述插入的良好度。
15.根据该结构,能够提供能够简单地判定插入部件向被插入孔的插入的良好度的插入良好度判定方法。
16.本公开起到能够提供能够简单地判定插入部件向被插入孔的插入的良好度的插入良好度判定器、插入良好度判定装置、机器人系统以及插入良好度判定方法这样的效果。
附图说明
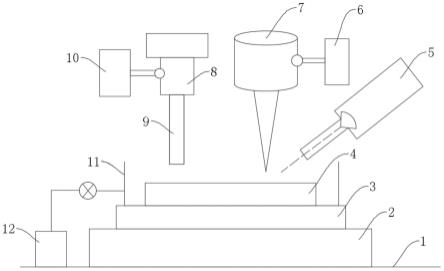
17.图1是表示具备本公开的实施方式1所涉及的插入良好度判定装置的机器人系统的一个例子的立体图。
18.图2是表示图1的插入良好度判定器装置的结构的功能框图。
19.图3是表示插入部件向作业对象物的孔插入的状态的剖视图。
20.图4是表示插入部件向作业对象物的孔倾斜地插入的状态的剖视图。
21.图5是表示本公开的实施方式2所涉及的插入良好度判定器装置的结构的功能框图。
22.图6是表示插入部件的其他例的立体图。
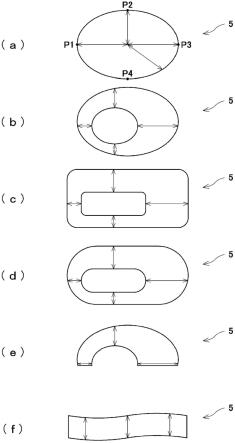
23.图7的(a)~(f)是示意性地表示作为各种粘弹性部件的插入部件良好地插入的情况下的头部的预定部位的从孔的延伸方向观察的形状的示意图。
24.图8的(a)~(f)是示意性地表示作为各种粘弹性部件的插入部件倾斜地插入的情况下的头部的预定部位的从孔的延伸方向观察的形状的示意图。
具体实施方式
25.以下,参照附图对本公开的实施方式进行说明。其中,以下贯穿所有附图对相同或者相当的要素标注相同的附图标记,省略其重复的说明。另外,由于以下的图是用于说明本公开的图,因此存在省略与本公开无关的要素的情况、为了进行夸张等而使尺寸不正确的情况、简化的情况、多个图中相互对应的要素的形态不一致的情况等。另外,本公开不限定于以下的实施方式。
26.(实施方式1)
27.[结构]
[0028]
图1是表示具备本公开的实施方式1所涉及的插入良好度判定装置的机器人系统的一个例子的立体图。图2是表示图1的插入良好度判定器装置的结构的功能框图。图3是表示插入部件向作业对象物的孔插入的状态的剖视图。
[0029]
参照图1,实施方式1所涉及的机器人系统200具备插入良好度判定器1、位置传感器2和机器人3。插入良好度判定器1和位置传感器2构成插入良好度判定装置100。
[0030]
插入良好度判定器1包括处理器pr和存储器me。机器人3具备末端执行器31。末端执行器31具有部件插入工具32。在末端执行器31安装有位置传感器2。插入良好度判定器1与机器人3通过线缆cb而电连接,插入良好度判定器1经由线缆cb和机器人3内的布线而与位置传感器2电连接。插入良好度判定器1和位置传感器构成插入良好度判定装置100。
[0031]
参照图1以及图3,在机器人3的附近配置有形成有孔4a的作业对象物4、和插入部件放置处(未图示)。机器人3通过末端执行器31的部件插入工具32保持放置于插入部件放置处的插入部件5(参照图3),从孔4a的延伸方向将所保持的插入部件5插入该孔4a。
[0032]
其后,插入良好度判定器1基于位置传感器2所检测的位置数据,判定插入部件5的插入良好度。
[0033]
以下,对机器人系统200的结构详细地进行说明。
[0034]
<作业对象物4>
[0035]
作业对象物4没有特别限定。作为作业对象物4,例示出机器的壳体、车辆的车身、建筑物、桥梁等土木构造体等。以下,例示出作业对象物4是用于车辆的车身的金属板的情况。
[0036]
<孔4a>
[0037]
只要是供插入部件插入的孔4a即可。孔4a可以是贯通孔以及有底孔的任一个。作为孔4a,例示出供布线插通的布线孔、组装时的定位孔、螺孔等。以下,例示出孔4a为作为金属板的作业对象物4的定位孔的情况。孔4a例如形成为具有各种截面形状的柱状。此处孔4a形成为圆柱状。
[0038]
<插入部件5>
[0039]
参照图3,插入部件5只要插入并安装于作业对象物5的孔4a即可。插入部件5至少具有:头部5a,其具有无法插入至孔4a的大小;和柱状的躯干部5b,其从头部5a延伸,并具有能够插入至孔4a的粗细。插入部件5也可以在躯干部5b的末端具有比该躯干部5b粗的防脱部5c。作为插入部件5,例示出衬垫、橡胶栓、螺纹部件(包括小螺钉、螺丝、螺栓等)等。
[0040]
衬垫、橡胶栓等插入部件5为粘弹性体,躯干部5b粘弹性地缩径而插入至孔4a,由此头部5a如后述那样变形。这样的粘弹性体的插入部件5由于根据向孔4a的插入是否良好
而头部5的变形形态不同,因此,能够适当地应用本公开。
[0041]
此处,“插入”包括:向孔4a具有间隙地放入插入部件5、向孔4a嵌合插入部件5、向孔4a压入插入部件5以及向螺孔拧入螺纹部件。
[0042]
以下,例示出插入部件5为橡胶栓的情况。如图3所示,作为该橡胶栓的插入部件5整体形成为圆柱状。具体而言,该插入部件5在将向孔4a的插入方向作为下方时,具有短圆柱状的头部5a、比头部5a小径的躯干部5b、和与头部5a大致同径的圆板状的防脱部5c,头部5a形成为上表面带圆角,防脱部5c形成为下表面带圆角。而且,以在防脱部5c的下表面的中央部开口并延伸至头部的中部的方式形成有圆柱状的空穴5d。该空穴5d为了在插入部件5插入至孔4a时容易使躯干部5b缩径而形成。由于该空穴5d的存在,在插入部件5倾斜地插入至孔4a时头部5a容易变形。另外,防脱部5c成为插入部件5不易插入至孔4a的原因,进而,成为使插入的良好度降低的原因。
[0043]
<机器人3>
[0044]
机器人3只要能够装配末端执行器31即可。作为机器人3,例示出垂直多关节型机器人、水平多关节型机器人、并联连杆型机器人、直角坐标型机器人、极坐标型机器人等。
[0045]
以下,机器人3在此处为垂直多关节型机器人,且在手腕装配有末端执行器31。
[0046]
机器人3既可以通过控制程序自动动作,也可以通过操作者的操作手动动作。以下,例示出机器人3通过控制程序自动动作的情况。
[0047]
<末端执行器31>
[0048]
参照图1,末端执行器31只要是能够保持插入部件5,并能够将其插入至孔4a的结构即可。此处,末端执行器31具备部件插入工具32。部件插入工具32例如以柱状形成,在末端形成有与插入部件5的头部的上表面的形状对应的形状的凹部。部件插入工具32构成为,在内部形成有空气吸入路径,并能够在末端吸附插入部件5。末端执行器31设置为沿与机器人3的手腕3a的扭转轴平行的方向延伸。末端执行器31在部件插入工具32的末端吸附并保持插入部件5,并将其在孔4a的延伸方向(轴向)上插入作业对象物4的孔4。
[0049]
<位置传感器2>
[0050]
位置传感器2例如安装于机器人3的末端执行器31、机器人臂或者除机器人3以外的物体。位置传感器2在此处安装于机器人3的末端执行器31。位置传感器2在此处设置为位置检测方向与手腕3a的扭转轴平行。
[0051]
作为位置传感器2,例示出非接触式位移传感器、图像传感器、拍摄器(相机)等。在实施方式1中,例示出位置传感器2为激光式位移传感器的情况。位置传感器2对后述的插入部件5的头部的在与孔4a的延伸方向正交的方向上的预定部位的位置进行检测,并输出表示检测出的位置的位置数据。
[0052]
<插入良好度判定器1>
[0053]
参照图1,插入良好度判定器1构成为基于位置传感器2所检测的位置数据,判定插入部件5的插入良好度。插入良好度判定器1具备处理器pr和存储器me。
[0054]
参照图2,插入良好度判定器1包括输入部12、存储部13、位置数据获取部14、判定部15和输出部16。存储部13、位置数据获取部14、判定部15由包括处理器pr以及存储器me的运算器11构成。运算器例如由计算机、微型控制器构成。处理器pr例如由cpu、mpu、fpga(field programmable gate array)、plc(programmable logic controller)等构成。存储
器me例如由rom、ram、外部存储装置(硬盘)等构成。位置数据获取部14以及判定部15通过由处理器pr读出储存于存储器me的预定的解析程序并执行来实现的功能模块。存储部13由存储器me构成。输入部12以及输出部16例如由计算机的周边设备构成。输入部12例如由键盘、鼠标、触摸面板、麦克风等构成。输出部16例如由显示器、打印机、调制解调器、扬声器等构成。
[0055]
输入部12在此处例如为了供机器人3的操作者输入后述的预定部位的基准位置而使用。存储部在此处存储从输入部12输入的基准位置。此处,预定部位的基准位置例如是在从插入部件5的设计数据获取到的预定部位的位置、或者在插入部件5没有插入至孔4a的状态下从躯干部5b的延伸方向观察的预定部位的位置。
[0056]
位置数据获取部14获取从位置传感器2输出的位置数据。
[0057]
判定部15基于由位置数据获取部14获取到的位置数据与从存储部13读出的基准位置的偏差来判定插入部件5的插入良好度。此处,作为插入良好度,判定“良好(合格或者正常)”和“不良(不合格或者异常)”,但也可以以3个以上的等级表示插入良好度,并判定所属的等级。
[0058]
输出部16输出该判定结果。
[0059]
[动作]
[0060]
接下来对如以上那样构成的机器人系统200的动作(插入良好度判定方法)进行说明。图7的(a)~(f)是示意性地表示作为各种粘弹性部件的插入部件良好地插入的情况下的头部的预定部位的从孔的延伸方向观察的形状的示意图。图8的(a)~(f)是示意性地表示作为各种粘弹性部件的插入部件倾斜地插入的情况下的头部的预定部位的从孔的延伸方向观察的形状的示意图。
[0061]
参照图1~图4,机器人3在末端执行器31的部件插入工具32保持插入部件5,并将其在该孔4a的延伸方向上插入作业对象物4的孔4a。
[0062]
参照图3,在插入部件5良好(正常)地插入的情况下,插入部件5以躯干部5b的延伸方向与孔4的延伸方向一致的方式安装于作业对象物4。在这种情况下,如图7的(a)所示,从孔4a的延伸方向观察的插入部件5的头部5a的形状与插入部件5没有插入至孔4a的状态或者设计数据上的头部的形状成为相似形。在图7的(a)中,p1~p4表示头部5a的预定部位。其中,在像这样插入部件5为粘弹性体的情况下,若插入部件良好地插入,则头部5a变得比原来的状态小。因此,若插入部件5以整体浮起的状态插入,则头部5a几乎不比原来的状态变小。
[0063]
另一方面,参照图4,在插入部件5倾斜(不良(异常))地插入的情况下,插入部件5以头部5a相对于孔4的延伸方向倾斜的方式安装于作业对象物4。在这种情况下,如图8的(a)所示,从孔4a的延伸方向观察的插入部件5的头部5a的形状,成为从插入部件5没有插入至孔4a的状态或者从设计数据上的头部的形状变形的形状。在图8的(a)中,p1~p4表示头部5a的预定部位。
[0064]
接着,机器人3例如在孔4a的延伸方向上离开该孔4a的预定位置,使位置传感器2沿在孔4a的中心相互正交的两个直径方向移动。这两个直径方向假定为例如在图7的(a)以及图8的(a)中,连结预定部位p1与预定部位p3的方向以及连结预定部位p1与预定部位p4的方向。
[0065]
位置传感器2将自身与插入有插入部件5的作业对象物4之间的距离(作业对象物4的表面的高度)依次作为一系列的位置数据而输出。
[0066]
位置数据获取部14获取从位置传感器2依次输出的该一系列的位置数据。
[0067]
判定部15从该一系列的位置数据中的位置传感器2与作业对象物4之间的距离(作业对象物4的表面的高度)的变化,提取预定部位p1~p4,确定出其位置。该预定部位p1~p4的位置例如基于位置传感器2的位置(能够通过机器人3的坐标系确定)和位置传感器2与预定部位p1~p4各自之间的距离来确定。
[0068]
接着,判定部15计算预定部位p1~p4与预定部位p1~p4的基准位置之间的偏差。该偏差在插入部件5良好地插入的情况下,以一定程度变小,在插入部件5倾斜(不良)地插入的情况下,变大。另外,若插入部件5以整体浮起的状态插入,则该偏差几乎不变小。
[0069]
因此,判定部15在该偏差处于预定的范围内的情况下,判定为插入良好度良好(正常),在该偏差偏离预定的范围的情况下,判定为插入良好度不良(异常)。
[0070]
此外,在上述中,作为预定部位,使用了头部5a的外周上的特定部位,但也可以使用图6的(a)以及(b)所示那样的沿着插入部件5的头部5a的外周延伸的环状的凸部5e或者凹部5d上的特定部位。另外,插入部件5也可以是螺纹部件。
[0071]
如以上说明的那样,根据实施方式1,头部5a的外周或者沿着头部5a的外周延伸的环状的凸部或者凹部的位置的、距从插入部件5的设计数据获取到的这些部位的位置或者插入部件5没有插入至孔4a的状态下从躯干部5b的延伸方向观察的这些部位的位置起的偏差,反映出从孔4a的延伸方向观察的头部5a的形变或者头部5a的粗细,因此,能够准确判定插入的良好度。
[0072]
另外,能够简单地判定插入良好度。
[0073]
(实施方式2)
[0074]
本公开的实施方式2在位置传感器2为拍摄器2a,且判定部15基于头部5a的预定部位的尺寸分布来判定插入良好度这一点上与实施方式1不同,除此以外的方面与实施方式1相同。以下,对该不同点进行说明。图5是表示本公开的实施方式2所涉及的插入良好度判定器装置的结构的功能框图。
[0075]
参照图2,实施方式2的插入良好度判定装置100a由作为位置传感器的拍摄器2a和插入良好度判定器1a构成。
[0076]
拍摄器2a例如由单眼相机或者立体相机构成。拍摄器2a从孔4a的延伸方向拍摄插入到作业对象物4的孔4a中的插入部件5,并输出表示拍摄到的拍摄图像的拍摄数据。
[0077]
拍摄数据获取部14a获取该拍摄数据。
[0078]
判定部15基于拍摄数据获取部14a所获取到的拍摄数据,计算插入部件5的头部5a的预定部位的尺寸分布,并基于计算出的预定部位的尺寸分布,判定插入的良好度。
[0079]
以下,对此详细地进行说明。图6是表示插入部件5的其他例的立体图。图6的(a)表示衬垫5。衬垫5作为整体具有与图3的橡胶栓5相同的形状。但是,该衬垫5在中心部具有供布线插通的贯通孔5d。在从躯干部5b的延伸方向观察衬垫5的情况下(以下,称为俯视),在头部5a的外周与贯通孔5d的外周之间存在环状(此处为圆环状)的带状的部位。
[0080]
图6的(b)表示带膜衬垫。该带膜衬垫5在头部5a具有环状的凸部5e。该凸部5e的内侧的部分是膜部5f,在带膜衬垫5安装于作业对象物4之后,除去膜部5f而插通布线等。在俯
视观察该带膜衬垫5的情况下,在头部5a的外周与凸部5f的外周之间存在环状(此处为圆环状)的带状的部位。
[0081]
此处,图7的(a)~(f)示意性地表示在插入部件5良好地插入的情况下头部5a的俯视形状,但以下,为了便于说明,利用这些图,对各种插入部件5的头部的俯视形状进行说明。
[0082]
在实施方式2中,该带状的部位是预定部位。另外,在图3所示的橡胶栓5的情况下,如图7的(a)所示,俯视观察时的头部5a的形状为圆形,但在实施方式2中,将其作为在头部5a的外周与头部5a的中心之间沿周向延伸的带状的部位来处理。在这种情况下,如图7的(a)中箭头所示那样,半径成为该带状的部位的宽度尺寸。
[0083]
图7的(b)表示上述的衬垫5以及带膜衬垫5的带状的部位的概念图。
[0084]
孔4a虽然具有各种截面形状,但衬垫5、带膜衬垫以及橡胶栓5具有俯视形状与孔4a的各种截面形状大体相似的头部5a。图7的(c)~(f)表示与这些孔4a的各种截面形状大体相似的头部5a的俯视形状。
[0085]
若将以上的说明一般化,则在实施方式2中,插入至孔4a的插入部件5的头部5的预定部位是通过头部5a的外周以及沿着该外周延伸的凸部或者凹部而规定的带状的部位,预定部位的尺寸分布是该带状的部位的延伸方向上的宽度尺寸分布。此处,“通过头部5a的外周以及沿着该外周延伸的凸部或者凹部而规定的带状的部位”是指:在从孔4a的延伸方向观察时由头部5a的外周和头部5a的中心划分且沿着该外周延伸的带状的部位、和通过该外周以及沿着该外周延伸的一个以上的凸部或者凹部中的两个划分的带状的部位。
[0086]
图8的(a)~(f)是示意性地表示作为各种粘弹性部件的插入部件5倾斜地插入的情况下的头部5a的带状的部位的俯视形状的示意图。图8的(a)~(f)分别与图7的(a)~(f)对应。其中,在图7的(a)~(f)以及图8的(a)~(f)中,箭头表示宽度尺寸。
[0087]
如图6的(a)以及(b)所示,插入部件5的头部5a的带状的部位的宽度尺寸在其延伸方向上大体均匀。因此,在作为粘弹性部件的插入部件5倾斜地插入的情况下,在从孔的延伸方向观察时头部变形。另外,在螺纹部件的情况下,头部变细。在这种情况下,由于带状的部位的在延伸方向上的宽度尺寸的分布,强烈反映从延伸方向观察的头部5的形变或者头部的粗细,因此,能够高精度地判定插入的良好度。并且,在从孔4a的延伸方向观察时头部形变或者头部变细的情况下,插入部件5的头部5a的带状的部位的尺寸的分布成为与其变形或者粗细对应的分布。因此,能够仅基于头部5a的带状的部位的尺寸分布,判定插入的良好度。
[0088]
具体而言,判定部15例如通过图像处理从拍摄数据提取带状的部位,在提取出的带状的部位的延伸方向上按预定间隔计算多个宽度尺寸,并计算该多个宽度尺寸的平均值以及标准偏差。在插入部件5倾斜地插入的情况下,由于该标准偏差变大,因此,判定部15在标准偏差比预定的阈值标准偏差大的情况下,判定为插入良好度判定不良(异常),否则,判定为插入良好度良好(正常)。
[0089]
另一方面,在插入部件5浮起插入的情况下,该平均值变大,因此,判定部15在平均值大于预定的阈值平均值的情况下,判定为插入良好度判定不良(异常),否则,判定为插入良好度良好(正常)。预定的阈值标准偏差以及预定的阈值平均值通过实验、仿真、计算等来决定。
[0090]
其中,插入部件5可以是螺纹部件。在这种情况下也与上述相同,能够判定插入良好度。
[0091]
如以上说明的那样,根据实施方式2,能够简单地判定插入良好度。
[0092]
(其他实施方式)
[0093]
在实施方式1中,插入部件也可以是衬垫、带膜衬垫。
[0094]
在实施方式2中,也可以取代宽度尺寸的阈值标准偏差而使用宽度尺寸的离散。例如,也可以使用宽度尺寸的平均偏差。
[0095]
根据上述说明,本领域技术人员可以明确许多改进、其他实施方式。因此,上述说明应该仅作为例示而解释。
[0096]
(基于实施方式的作用效果)
[0097]
如以上说明的那样,根据本公开的实施方式,在插入良好度判定器1中,基于在与设置于作业对象物4的孔4a的延伸方向正交的方向上的插入至孔4a的插入部件5的头部5a的预定部位的位置来判定插入的良好度是基于在与孔4a的延伸方向正交的方向上的插入至孔4a的插入部件5的头部5a的预定部位的尺寸分布或者该预定部位的位置距基准位置的偏差来判定插入的良好度。此处,“尺寸”由于由两个“位置”决定,因此是“位置”的下位概念。
[0098]
在该结构中,在从孔4a的延伸方向观察时头部5a形变或者头部5a变细的情况下,插入部件5的头部5a的预定部位的尺寸分布成为与该变形或者粗细对应的分布。因此,根据该结构,能够仅基于头部5a的预定部位的尺寸分布,判定插入的良好度。
[0099]
另外,在从孔4a的延伸方向观察时头部5a形变或者头部5a变细的情况下,插入部件5的头部5a的预定部位的位置距基准位置的偏差与该变形或者粗细对应。因此,根据该结构,能够基于头部5a的预定部位的位置距基准位置的偏差,判定插入的良好度。
[0100]
另外,基于在与孔4a的延伸方向正交的方向上的插入至孔4a的插入部件5的头部5a的预定部位的位置来判定插入的良好度是基于在与孔4a的延伸方向正交的方向上的插入至孔4a的插入部件5的头部5a的预定部位的尺寸的分布来判定插入的良好度,插入至孔4a的插入部件5的头部5a的预定部位是通过头部5a的外周以及沿着该外周延伸的凸部或者凹部规定的带状的部位,预定部位的尺寸分布是带状的部位的在延伸方向上的宽度尺寸的分布。此处,“通过头部的外周以及沿着该外周延伸的凸部或者凹部规定的带状的部位”是指:从孔4a的延伸方向观察时由头部5a的外周和头部5a的中心划分且沿着该外周延伸的带状的部位、和通过该外周以及沿着该外周延伸的一个以上的凸部或者凹部中的两个划分的带状的部位。
[0101]
根据该结构,带状的部位的在延伸方向上的宽度尺寸的分布强烈地反映从孔4a的延伸方向观察的头部5a的形变或者头部5a的粗细,因此,能够高精度地判定插入的良好度。
[0102]
另外,基于在与孔4a的延伸方向正交的方向上的插入至孔4a的插入部件5的头部5a的预定部位的位置来判定插入的良好度是基于在与孔4a的延伸方向正交的方向上的插入至孔4a的插入部件5的头部5a的预定部位的尺寸的分布来判定插入的良好度,插入至孔4a的插入部件5的头部5a的预定部位是沿周向延伸的环状且带状的部位,预定部位的尺寸分布是带状的部位的在延伸方向上的宽度尺寸的分布。
[0103]
另外,插入良好度判定器1构成为,基于带状的部位的在延伸方向上的宽度尺寸的
分布的离散,判定插入的良好度。作为“宽度尺寸的分布的离散”,例示出标准偏差、平均偏差等。
[0104]
另外,插入良好度判定器1构成为,基于带状的部位的在延伸方向上的宽度尺寸的分布的平均值,判定插入的良好度。
[0105]
另外,在与孔4a的延伸方向正交的方向上的插入至孔4a的插入部件5的头部5a的预定部位的尺寸是从孔4a的延伸方向拍摄插入至孔4a的插入部件5而得的拍摄图像中的被插入的插入部件5的头部5a的预定部位的尺寸。
[0106]
根据该结构,能够得到与拍摄图像的精细度对应的良好的尺寸精度和实质连续的尺寸分布。
[0107]
另外,插入良好度判定器1具备:拍摄数据获取部14a,其获取表示从孔4a的延伸方向拍摄插入至孔4a的插入部件5而得的拍摄图像的拍摄数据;和判定部15,其基于拍摄数据获取部14a所获取到的拍摄数据,计算插入部件5的头部5a的预定部位的尺寸分布,并基于计算出的预定部位的尺寸分布,判定插入的良好度。
[0108]
根据该结构,具体而言,能够基于插入部件5的头部5a的预定部位的尺寸分布,判定插入的良好度。
[0109]
另外,基于在与孔4a的延伸方向正交的方向上的插入至孔4a的插入部件5的头部5a的预定部位的位置来判定插入的良好度是基于在与孔4a的延伸方向正交的方向上的插入至孔4a的插入部件5的头部5a的预定部位的位置距基准位置的偏差来判定插入的良好度,插入至孔4a的插入部件5的头部5a的预定部位是头部5a的外周或者沿着头部5a的外周延伸的环状的凸部或者凹部,预定部位的基准位置是从插入部件的设计数据获取到的预定部位的位置或者在插入部件5没有插入至孔4a的状态下从躯干部5b的延伸方向观察的预定部位的位置。
[0110]
根据该结构,由于头部5a的外周或者沿着头部5a的外周延伸的环状的凸部或者凹部的位置的距从插入部件5的设计数据获取到的这些部位的位置或者插入部件5没有插入至孔4a的状态下从躯干部5b的延伸方向观察的这些部位的位置的偏差,反映从孔4a的延伸方向观察的头部5a的形变或者头部5a的粗细,因此,能够准确判定插入的良好度。
[0111]
另外,插入良好度判定器1具备:位置数据获取部14,其获取表示插入至孔4a的插入部件5的头部5a的预定部位的位置的位置数据;存储部13,其存储基准位置;以及判定部15,其基于位置数据获取部14所获取到的位置数据和存储于存储部13的基准位置,计算插入部件5的头部5a的预定部位距基准位置的偏差,并基于计算出的预定部位距基准位置的偏差,判定插入的良好度。
[0112]
根据该结构,具体而言,能够基于插入部件5的头部5a的预定部位的位置距基准位置的偏差,判定插入的良好度。
[0113]
另外,插入部件5是粘弹性体,躯干部5b粘弹性地缩径而插入孔4a,由此头部5a变形。
[0114]
根据该结构,由于根据向孔4a的插入是否良好而头部5a的变形形态不同,因此能够适当地应用本公开。
[0115]
另外,插入部件5在躯干部5b的末端具有比该躯干部5b粗的防脱部5c。
[0116]
根据该结构,由于具有防脱部5c,因此相应地不易将插入部件5插入至孔4a,容易
产生插入不良,因此本公开起到显著的效果。
[0117]
另外,插入部件5为衬垫或者橡胶栓。
[0118]
根据该结构,能够适当地应用本公开。
[0119]
另外,孔4a是螺孔,插入部件5是螺纹部件。
[0120]
根据该结构,由于存在螺纹部件倾斜地拧入螺孔的情况,因此能够适当地应用本公开。
[0121]
工业上的可利用性
[0122]
本公开的插入良好度判定器、插入良好度判定装置、机器人系统以及插入良好度判定方法,作为能够简单地判定插入部件向被插入孔的插入的良好度的插入良好度判定器、插入良好度判定装置、机器人系统以及插入良好度判定方法而有用。
[0123]
附图标记说明
[0124]
1...插入良好度判定器;2...位置传感器;3...机器人;3a...手腕;4...作业对象物;4a...孔;5...插入部件;5a...头部;5b...躯干部;5c...防脱部;5d...空穴(凹部、贯通孔);5e...凸部;5f...膜部;11...运算器;12...输入部;13...存储部;14...位置数据获取部;14a...拍摄数据获取部;15...判定部;16...输出部;31...末端执行器;32...部件插入工具;100、100a...插入良好度判定装置;200...机器人系统;pr...处理器;me...存储器;p1~p4...预定部位。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。