1.本技术涉及缠绕管生产技术的领域,尤其是涉及一种缠绕管定型装置。
背景技术:
2.塑钢缠绕排水管是由钢带和高密度聚乙烯复合螺旋缠绕而成的新型管道产品,具有内壁光滑、抗腐蚀性强、质量轻、安装方便等优点,广泛应用于市政排水、排污、农业灌溉、水利工程等领域。
3.在钢塑缠绕管的生产过程中,带材通过缠绕笼进行缠绕成型,缠绕时通过挤胶头基础胶水至带材上,同时利用缠绕笼上的定型辊对带材进行挤压粘紧,带材与缠绕轴之间有一定角度,从而将带材螺旋缠绕为管状。
4.针对上述中的相关技术,发明人认为带材上有凸起的钢带,带材缠绕成型时定型辊挤压带材易造成钢带的偏移、弯折,影响最终成型的缠绕管质量。
技术实现要素:
5.为了改善带材缠绕成型时定型辊挤压带材易造成钢带的偏移、弯折的问题,本技术提供一种缠绕管定型装置。
6.本技术提供的一种缠绕管定型装置采用如下的技术方案:
7.一种缠绕管定型装置,包括相对设置的第一安装板与第二安装板,所述第二安装板上转动设置有环形板,所述第一安装板上开设有与环形板的内环相正对的通孔,所述第一安装板上设置有驱动组件,所述驱动组件上设置有辊轴,所述辊轴朝向环形板延伸并从环形板内伸出至环形板以外,所述驱动组件用于驱动辊轴转动,所述第一安装板与转盘之间围绕辊轴铰接设置有多个定型辊,所述定型辊上均开设有多个容纳槽。
8.通过采取上述技术方案,在对缠绕管缠绕成型时,带材输送至定型辊与辊轴之间并缠绕在辊轴上,带材上凸起的钢带位于容纳槽内,根据带材与辊轴之间的角度,转动环形板调节定型辊与辊轴之间的角度,使得带材在缠绕成型时带材上的钢带始终位于容纳槽内,在定型辊对带材进行挤压粘紧时不会挤压到钢带,改善了带材缠绕成型时定型辊挤压带材易造成钢带的偏移、弯折的问题,提高了生产的缠绕管的质量。
9.可选的,所述定型辊包括轴体以及转动安装在轴体上的辊套,所述轴体与辊套之间设置有轴承,所述轴体的一端与第一安装板铰接、另一端与环形板铰接,所述辊套上开设有多个所述容纳槽。
10.通过采取上述技术方案,轴体的两端分别与第一安装板和环形板铰接,便于通过转动环形板定型辊的角度,辊套通过轴承转动安装在轴体上,便于带材在辊轴上进行缠绕定型时,辊套随带材的移动而转动。
11.可选的,所述第一安装板与第二安装板之间连接设置有第一螺杆。
12.通过采取上述技术方案,第一螺杆将第一安装板与第二安装板连接,增强了第一安装板与第二安装板的稳定性。
13.可选的,所述环形板上与第二螺杆相对的位置沿环形板的弧度开设有腰型孔,所述第二螺杆穿过腰型孔后与环形板相连接。
14.通过采取上述技术方案,在环形板上开设有腰型孔,转动环形板时,第二螺杆沿腰型孔进行移动,使得第二螺杆始终保持与第一安装板、环形板相垂直,使得固定效果更好。
15.可选的,所述第二螺杆上且位于腰型孔处设置有垫片,所述第二螺杆通过垫片与环形板相抵触。
16.通过采取上述技术方案,第二螺杆通过垫片与环形板相抵触,使得第二螺杆的螺母与环形板的接触面更广,第二螺杆与环形板的连接更稳定。
17.可选的,所述第一安装板与环形板上均安装有多个球铰接座,且所述第一安装板上的球铰接座与环形板上的球铰接座一一对应,所述轴体两端分别铰接安装在相对的两个球铰接座上。
18.通过采取上述技术方案,轴体的两端球铰接安装在第一安装板与环形板上,便于环形板转动时轴体角度的调节。
19.可选的,所述驱动组件包括驱动电机,所述驱动电机安装在第一安装板上,所述驱动电机的输出轴与辊轴同轴线固定连接。
20.通过采取上述技术方案,启动驱动电机,驱动电机的输出轴带动辊轴进行转动,达到便于驱动辊轴进行转动的效果。
21.可选的,所述第一安装板上设置有角度刻度,所述环形板上朝向刻度设置有指针。
22.通过采取上述技术方案,利用指针指向的刻度直接读出环形板转动的角度,达到便于控制环形板转动角度的效果。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.在对缠绕管进行缠绕成型时,带材输送至定型辊与辊轴之间并缠绕在辊轴上,带材上凸起的钢带位于容纳槽内,根据带材与辊轴之间的角度,转动环形板调节定型辊与辊轴之间的角度,使得带材在缠绕成型时带材上的钢带始终位于容纳槽内,在定型辊对带材进行挤压粘紧时不会挤压到钢带,改善了带材缠绕成型时定型辊挤压带材易造成钢带的偏移、弯折的问题,提高了生产的缠绕管的质量;
25.2.在第一安装板与环形板上相对安装有多个球铰接座,轴体的两端分别与第一安装板以及环形板铰接,便于环形板转动时轴体的移动;
26.3.在第一安装板上加工有用于展示角度的刻度,环形板上朝向刻度设置有指针,通过指针直接读出环形板转动的角度,达到便于控制环形板转动角度的效果。
附图说明
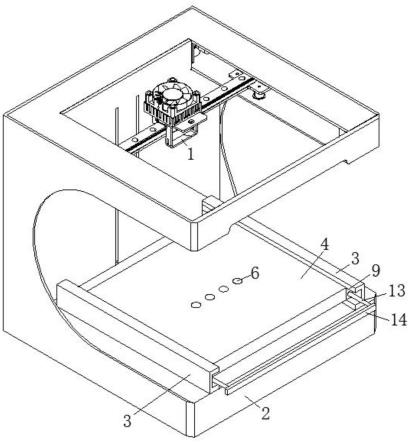
27.图1是本技术实施例的结果示意图。
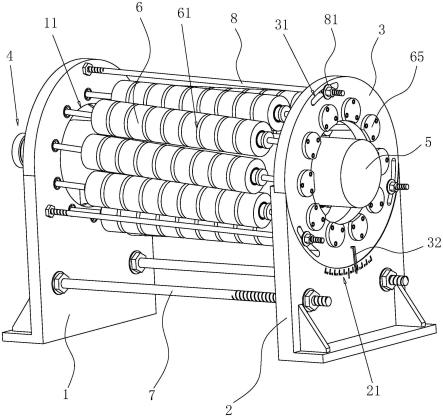
28.图2是用于展示本技术实施例中定型辊的结构示意图。
29.图3是用于展示本技术实施例中第一安装板的结构示意图。
30.附图标记说明:
31.1、第一安装板;11、通孔;2、第二安装板;21、刻度;3、环形板;31、腰型孔;32、指针;4、驱动组件;41、驱动电机;5、辊轴;6、定型辊;61、容纳槽;62、轴体;63、辊套;64、轴承;65、球铰接座;7、第一螺杆;8、第二螺杆;81、垫片。
具体实施方式
32.以下结合附图1-3对本技术作进一步详细说明。
33.本技术实施例公开一种缠绕管定型装置,参照图1,一种缠绕管定型装置包括第一安装板1与第二安装板2,第一安装板1与第二安装板2相正对,第一安装板1与第二安装板2靠近地面端安装有两根第一螺杆7,第一螺杆7与第一安装板1以及第二安装板2均可拆卸连接。在第二安装板2上开设有弧形槽,在弧形槽内转动安装有环形板3,在第一安装板1上与环形板3的内环相正对开设有通孔11,通孔11的直径与环形板3的内径相同。在第一安装板1上安装有驱动组件4,驱动组件4上安装有辊轴5,辊轴5同心且水平穿过通孔11与环形板3的内环后延伸至环形板3以外,在第一安装板1与转盘之间围绕辊轴5铰接安装有多个定型辊6,在定型辊6上等间距开设有多个容纳槽61,定型辊6上的两个容纳槽61之间的距离与带材上凸起的两条钢带之间的间距相同。
34.对缠绕管进行螺旋缠绕成型时,带材输送至定型辊6与辊轴5之间,为了使带材在辊轴5上螺旋缠绕,带材与辊轴5之间并非垂直,而是有一定的倾斜角度,转动环形板3,调节定型辊6与辊轴5之间的角度,使得带材在缠绕成型时带材上的钢带始终位于容纳槽61内;带材在输送至辊轴5上时通过挤胶头将胶水挤出涂抹至带材上,驱动组件4驱动辊轴5进行转动,使得带材缠绕粘接成型,定型辊6将部分重叠的带材压紧在辊轴5上,将带材粘紧。
35.参照图1和图2,定型辊6包括轴体62以及转动安装在轴体62上的辊套63,轴体62上安装有轴承64,辊套63安装在轴承64的外圈上,容纳槽61开设在辊套63上且与辊套63同心。在第一安装板1上围绕通孔11安装有多个球铰接座65,在环形板3上与第一安装板1上的球铰接座65相对的位置也安装有球铰接座65,轴体62的两端分别安装在第一安装板1以及环形板3上的球铰接座65上。对缠绕管进行缠绕成型时,带材与辊套63相抵触,带材上凸起的钢带位于容纳槽61内,在对带材进行挤压粘接时不会挤压钢带。
36.参照图1,第一安装板1与环形板3之间还安装有三根第二螺杆8,三根第二螺杆8等间距围绕安装在多个定型辊6以外,在环形板3上与第二螺杆8连接处开设有腰型孔31,腰型孔31为弧形且腰型孔31与环形板3同心设置。在第二螺杆8上穿设有垫片81,第二螺杆8的螺母通过垫片81与环形板3相抵触。转动环形板3时,先拧松第二螺杆8的螺母,转动环形板3,调节第二螺杆8在腰形孔内的位置,使得第二螺杆8的长度方向与辊轴5的长度方向一致,再拧紧螺母,将第一安装板1与环形板3固定。
37.参照图1,在第二安装板2上且位于第二安装板2与环形板3接触处加工有角度刻度21,且刻度21围绕环形板3,在环形板3上朝向刻度21安装有指针32。
38.缠绕管在辊轴5上螺旋缠绕成型时,带材的重叠部分尺寸有严格要求,带材与辊轴5间的角度始终保持一致,此时需要定型轴与辊轴5之间的角度与之相适配,以保证带材上的钢带始终位于容纳槽61内。转动环形板3时,指针32指向刻度21的不同位置,从而便于掌握环形板3的转动角度。
39.参照图3,驱动组件4包括驱动电机41,驱动电机41通过支板安装在第一安装板1上,驱动电机41的输出轴朝向辊轴5延伸,且驱动电机41的输出轴与辊轴5同轴线固定连接。
40.本技术实施例一种缠绕管定型装置的实施原理为:对缠绕管进行螺旋缠绕成型时,将涂抹有胶水的带材输送至辊轴5与定型辊6之间,驱动电机41驱动辊轴5进行转动,带材缠绕在辊轴5上,转动环形板3,调节定型辊6与辊轴5之间的角度,使得带材上凸起的钢带
始终位于容纳槽61内,定型辊6的辊套63将带材压紧在辊轴5上,使得带材粘接紧密。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。