1.本实用新型涉及钢带成型技术领域,尤其涉及一种钢带预成型模。
背景技术:
2.线缆钢带作为线缆中的铠装元件,常常是纵向包覆在缆芯之外的,在生产线缆时,将钢带纵向包覆在缆芯上,钢带的右侧边缘会压接或粘接在钢带的左侧边缘上形成搭接,搭接的宽度必需满足行业标准的要求。
3.钢带本身是一条平整带面,当钢带包覆缆芯并两侧搭接时,钢带带体需要发生卷曲,同时钢带相互搭接的两侧内翻。因此在线缆包芯工艺步骤中,为了方便操作人员将钢带包覆住缆芯并将钢带的两侧进行搭接,需要通过模具对钢带进行成型工序处理,使钢带首先弯曲成型为一个管壁打开的圆形或半圆形管体。
4.现有的钢带成型模具是一个内部开设喇叭状通道的模具,操作时将模具的喇叭口一端用夹具稳固固定后,将钢带从喇叭口插入模具内并平移钢带从模具另一端穿出。在这个过程中,平整带面的钢带受到逐渐缩径的喇叭状通道挤压,使钢带的两侧逐渐靠拢但没有相互搭接,从而是钢带弯曲成型为管壁打开的圆形或半圆形管体。
5.由于现有的成型模具一般是通过过盈配合固定在夹具内,因此对模具进行安装时,通常需要用锤子敲击模具将其敲入夹具内;长期作业过程中,容易在夹具内壁上形成毛刺,就会阻碍模具的安装,同时还会造成模具安装位置不准确,使模具的轴向朝向发生左右偏移或偏转。另外,如果采用常见的夹持夹具,尽管便于安装模具,但可能造成模具内穿过钢带时,模具会随钢带移动而发生左右偏移或偏转,导致钢带的成型发生变形,从而对钢带成型效果造成不良影响。
技术实现要素:
6.有鉴于此,本实用新型提出了一种钢带预成型模,用于解决现有的模具需要用锤子敲击模具将其敲入夹具内,容易在夹具内壁上形成毛刺,就会阻碍模具准确安装的问题。
7.本实用新型的技术方案是这样实现的:本实用新型提供了一种钢带预成型模,包括模具块及夹具,模具块包括第一成型部及设置在第一成型部延伸方向其中一端的第二成型部,模具块内开设用于钢带成型的通道,通道延伸方向两端分别贯穿第一成型部及第一成型部相远离的两个端面,通道贯穿第一成型部一端的径向断面面积大于通道贯穿第二成型部一端的径向断面面积;夹具包括固定部及活动部,固定部内设置第一成型部,活动部设置在固定部上并位于第二成型部远离第一成型部的一侧,活动部相对于固定部沿模具块延伸方向移动并抵持在第二成型部远离第一成型部的端面上,将第二成型部夹紧在固定部与活动部之间。
8.在以上技术方案的基础上,优选的,夹具还包括轴杆及第一紧固件,轴杆一端设置在活动部上,轴杆另一端沿模具块延伸方向穿过固定部向外延伸,第一紧固件将轴杆远离活动部的一端固定在固定部上。
9.更进一步优选的,第一成型部的径向断面外径小于第二成型部的径向断面外径。
10.更进一步优选的,夹具还包括第二紧固件,第一成型部的外壁围绕其轴向方向开设环形的卡槽,第二紧固件穿过固定部并抵接在卡槽内。
11.在以上技术方案的基础上,优选的,第一成型部与第二成型部相邻的端部相互抵接。
12.更进一步优选的,第二成型部朝向第一成型部的一端设置有内凹的台阶,第一成型部朝向第二成型部的一端抵接在台阶内。
13.更进一步优选的,第一成型部内开设第一通路,第二成型部内开设第二通路,第一通路与第二通路相连通形成通道,第一通路朝向第二成型部一端的径向断面面积不大于第二通路朝向第一成型部一端的径向断面面积,第一通路朝向第二成型部一端的径向断面面积大于第二通路远离第一成型部一端的径向断面面积。
14.更进一步优选的,第一通路朝向第二成型部一端的径向断面面积与第二通路朝向第一成型部一端的径向断面面积相同。
15.更进一步优选的,第一通路与第二通路的轴向断面均为等腰梯形,第一通路与第二通路的轴向断面的梯形斜边相平行。
16.在以上技术方案的基础上,优选的,模具块内还开设有第三通路,第三通路设置在第二成型部内并连通在通道远离第一成型部的一端与外界环境之间,第三通路延伸方向与通道延伸方向的中轴线重合,第三通路两端的径向断面面积相同,第三通路两端的轴向长度不大于五毫米。
17.本实用新型的一种钢带预成型模相对于现有技术具有以下有益效果:
18.(1)本实用新型采用活动部与固定部分别抵持在模具块的两端从而夹紧模具块,同时模具块的第一成型部套设在固定部内,不仅能够避免需要通过敲击将模具块安装在固定部内的问题,而且能够保证在钢带穿过通道成型时,模具块不会随之移动而发生偏移或偏转的问题,确保钢带的成型效果良好。
19.(2)本实用新型由于采用活动部与固定部夹紧模具块的方式安装模具块,因此为了适配对不同宽度尺寸的钢带均能进行成型,采用第一成型部与第二成型部抵接组成模具块,通过更换不同长度的第二成型部来控制通道出口的宽度,进而控制钢带成型时的弯曲弧度。
20.(3)本实用新型中组成通道的第一通路与第二通路为了能够对钢带进行成型,二者的轴向断面的斜面是平行的,从而保证钢带始终受到同一弧度的通道内壁挤压,但二者的内壁可以是齐平对接的,也可以在对接部位存在落差,而且原理上并不会影响钢带的成型。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
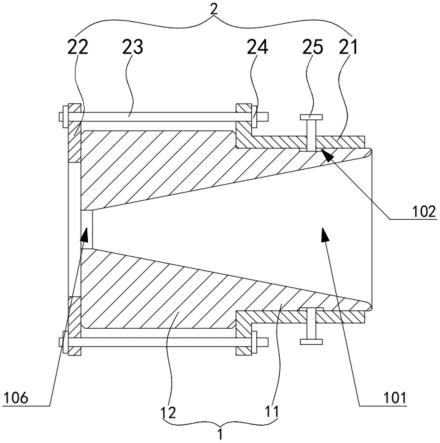
22.图1为本实用新型的模具装置的侧剖图;
23.图2为本实用新型的模具装置的另一种实施方式的侧剖图;
24.图3为本实用新型的模具装置的另一种实施方式的侧剖图;
25.图4为本实用新型的模具装置的另一种实施方式的侧剖图。
26.图中:1、模具块;11、第一成型部;12、第二成型部;101、通道;102、卡槽;103、台阶;104、第一通路;105、第二通路;106、第三通路;2、夹具;21、固定部;22、活动部;23、轴杆;24、第一紧固件;25、第二紧固件。
具体实施方式
27.下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
28.实施例一:
29.如图1所示,本实用新型的一种钢带预成型模,包括模具块1及夹具2。
30.其中,模具块1包括第一成型部11及设置在第一成型部11延伸方向其中一端的第二成型部12,模具块1内开设用于钢带成型的通道101,通道101延伸方向两端分别贯穿第一成型部11及第一成型部11相远离的两个端面,通道101贯穿第一成型部11一端的径向断面面积大于通道101贯穿第二成型部12一端的径向断面面积。
31.夹具2包括固定部21及活动部22,固定部21内设置第一成型部11,活动部22设置在固定部21上并位于第二成型部12远离第一成型部11的一侧,活动部22相对于固定部21沿模具块1延伸方向移动并抵持在第二成型部12远离第一成型部11的端面上,将第二成型部12夹紧在固定部21与活动部22之间。
32.采用上述技术方案,使活动部22与固定部21分别抵持在模具块1的两端从而夹紧模具块1,同时模具块1的第一成型部11套设在固定部21内,不仅能够避免需要通过敲击将模具块1安装在固定部21内的问题,而且能够保证在钢带穿过通道101成型时,模具块1不会随之移动而发生偏移或偏转的问题,确保钢带的成型效果良好。
33.实施例二:
34.在实施例一中,具体来说,夹具2还包括轴杆23及第一紧固件24。
35.其中,轴杆23一般为螺杆,轴杆23一端设置在活动部22上,轴杆23另一端沿模具块1延伸方向穿过固定部21向外延伸。
36.第一紧固件24一般为快拆螺母,第一紧固件24将轴杆23远离活动部22的一端固定在固定部21上。
37.进一步的,为了使活动部22与固定部21更稳固的夹紧模具块1,第一成型部11的径向断面外径小于第二成型部12的径向断面外径。
38.实施例三:
39.在实施例一中,具体来说,夹具2还包括第二紧固件25。
40.其中,第一成型部11的外壁围绕其轴向方向开设环形的卡槽102。
41.第二紧固件25一般是紧固螺栓,第二紧固件25穿过固定部21并抵接在卡槽102内。另外,也可以在第一成型部11外壁上开设对应的螺孔,第二紧固件25直接将第一成型部11
锁紧在固定部21内。
42.实施例四:
43.在实际生产中,钢带具有不同的宽度尺寸,用于适配不同的线缆粗细,而现有的模具块1通常是铣床加工轴承的一体成型结构,因此针对于不同宽度尺寸的钢带,需要设计不同的模具块1,造成模具装置的泛用性较差,为了解决这个问题,本实施例四通过如下手段实现。
44.如图1所示,结合图2,第一成型部11与第二成型部12相邻的端部相互抵接,从而使模具块1由第一成型部11与第二成型部12这两个独立的部分组合而成,通过更换不同的轴向长度的第二成型部12来适配不同宽度尺寸的钢带的成型作业需求。
45.具体来说,第一成型部11内开设第一通路104,第二成型部12内开设第二通路105。
46.其中,第一通路104与第二通路105相连通形成通道101,第一通路104朝向第二成型部12一端的径向断面面积不大于第二通路105朝向第一成型部11一端的径向断面面积,第一通路104朝向第二成型部12一端的径向断面面积大于第二通路105远离第一成型部11一端的径向断面面积,从而使通道101呈喇叭状。同时,第一通路104与第二通路105的轴向断面均为等腰梯形,第一通路104与第二通路105的轴向断面的梯形斜边相平行,从而使钢带在移动的过程中始终受到同一弧度的通道101内壁的抵压作用。
47.因此,当更换不同轴向长度的第二成型部12,第二通路105远离第一成型部11一端的开口内径会发生变化;开口内径较大时适用于宽度尺寸大的钢带,开口内径较小时适用于宽度尺寸小的钢带。
48.需要说明的是,如图1所示,结合图3,在本实施例四中,第一通路104与第二通路105的对接部位是可以存在落差的,其原因在于,只要第一通路104与第二通路105的对接两端中,第一通路104的端部内径不大于第二通路105的端部内径,当钢带首先通过第一通路104,两个通路件的落差并不会影响钢带继续进入第二通路105内,同时钢带在移动的过程中也始终受到同一弧度的通道101内壁的抵压作用。
49.实施例五:
50.在实施例四中,为了使第一成型部11与第二成型部12更准确的同轴连接,本实施例五中,设置第二成型部12朝向第一成型部11的一端设置有内凹的台阶103,第一成型部11朝向第二成型部12的一端抵接在台阶103内,台阶103起到导向的作用,也能够使第一成型部11与第二成型部12的抵接更稳固。
51.实施例六:
52.在实施例四,如前所述,优选的,第一通路104朝向第二成型部12一端的径向断面面积与第二通路105朝向第一成型部11一端的径向断面面积相同,从而使两个通路的对接部位没有落差,以取得更好的成型效果。
53.实施例七:
54.在实施例一的基础上,如图1所示,结合图4,模具块1内还开设有第三通路106,第三通路106设置在第二成型部12内并连通在通道101远离第一成型部11的一端与外界环境之间,第三通路106延伸方向与通道101延伸方向的中轴线重合,第三通路106两端的径向断面面积相同。在现有的模具块1内,第三通路106是常规存在的,其作用是位于通道101后端起到是钢带保持弯曲成型状态,避免钢带回弹的作用。
55.在常规的模具块1中,第三通路106的轴向长度一般为十毫米以上,但本实施例七中,第三通路106两端的轴向长度不大于五毫米,其原因在于,经过长期的试验发现,第三通路106的长度对于使钢带保持弯曲成型状态避免回弹这个问题并没有很直接的关系,因此适当的缩短第三通路106的轴向长度,能够减少模具块1的生产成本。
56.实施例八:
57.在不存在技术冲突的情况下,还包括实施例一至七的任意组合。
58.以上所述仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
