1.本发明涉及空化水射流处理技术领域,具体涉及一种用于处理异性钢焊缝的空化水射流装置。
背景技术:
2.空化水射流是一种新型的水射流,其工作原理是:当射流从喷嘴出来时,通过一些方式使其内部产生空化泡,当空化泡随射流冲击到靶面时随即溃灭,产生激波冲击和微射流冲击,利用空化泡溃灭瞬间释放的高压冲击反复作用于材料表面,使材料表面发生塑性形变,产生残余压应力场,从而有效提高结构的抗应力腐蚀开裂及疲劳性能,具有低成本、低噪声、安全及绿色环保等优点。
3.目前,现有技术中的空化水射流喷嘴通常为淹没空化喷嘴,即将待处理焊接件放入水中浸没,对待处理焊接件尺寸具有较大的局限性,通常适用于尺寸较小的焊接件;而且目前的空化水射流喷嘴通常只适用于同种材料焊缝,但对于异种材料焊缝并不适用。
技术实现要素:
4.为解决上述技术问题,本发明提供了一种用于处理异性钢焊缝的空化水射流装置,可用于处理残余应力分布不均匀的异性钢焊缝。
5.本发明为了实现上述目的,采用的技术解决方案是:
6.一种用于处理异性钢焊缝的空化水射流装置,包括高压水射流主通道及位于高压水射流主通道下方的主腔体;
7.所述高压水射流主通道底部沿其长度方向可拆卸连接有若干个复合角型高压喷嘴及脉冲型高压喷嘴,所述复合角型高压喷嘴及脉冲型高压喷嘴的顶部与高压水射流主通道相连通,所述复合角型高压喷嘴及脉冲型高压喷嘴的底部从主腔体的顶部伸入主腔体内部,所述主腔体的底部设置有低压喷嘴;
8.所述低压喷嘴的数量为复合角型高压喷嘴与脉冲型高压喷嘴的数量之和,且每个所述低压喷嘴的中心轴均分别与相对应的复合角型高压喷嘴或脉冲型高压喷嘴的中心轴同轴。
9.进一步地,所述复合角型高压喷嘴及脉冲型高压喷嘴分别位于高压水射流主通道的左右两侧。
10.进一步地,所述复合角型高压喷嘴包括相连通的第一进水段及第一出水段;
11.所述第一进水段包括位于上部的第一进水段入口及位于下部的第一进水段出口,第一进水段入口呈上宽下窄的锥形,第一进水段出口呈直筒形;
12.所述第一出水段包括位于上部的第一出水段入口及位于下部的第一出水段出口,第一出水段入口呈上宽下窄的锥形,第一出水段出口呈直筒形。
13.在上述技术方案中,高压水射流进入复合角型喷嘴的第一进水段,第一进水段出口收缩,使流体截面面积减少,可增强水射流流速;然后高压水射流进入复合角型喷嘴的第
一出水段,第一出水段入口相对于第一进水段出口直径逐渐收缩,且第一出水段出口也收缩形成收缩管口,进一步增强水射流流速及其打击能力。当具有高流速及高打击能力的高压水射流从第一出水段出口进入低压喷嘴的低压水射流,使低压水射流裹挟高压水射流,形成大量的空气泡,携带大量空气泡的高压水射流从低压喷嘴喷出至待处理焊接件上,在待处理焊接件表面形成高压冲击,消除残余应力。
14.进一步地,所述第一进水段入口的角度θ1为50~65
°
,所述第一进水段入口的直径φ1为14~16mm,所述第一进水段出口的直径φ2为8~10mm;
15.所述第一出水段入口的角度θ2为13.5~30
°
,所述第一出水段入口的直径φ3为4~8mm,所述第一出水段出口的直径φ4为1~2mm。
16.进一步地,所述脉冲型高压喷嘴包括相连通的第二进水段、中间连接段及第二出水段;
17.所述第二进水段包括位于上部的第二进水段入口及位于下部的第二进水段出口,所述第二进水段入口与第二进水段出口的截面呈上宽下窄的高斯形;
18.所述中间连接段包括位于上部的中间连接段入口及位于下部的中间连接段出口,所述中间连接段入口呈直筒形,所述中间连接段出口呈上窄下宽的锥形筒形;
19.所述第二出水段包括位于上部的第二出水段入口及位于下部的第二出水段出口,所述第二出水段入口呈ω形,所述第二出水段出口呈直筒形;
20.所述中间连接段出口与第二出水段入口合并形成谐振腔。
21.在上述技术方案中,脉冲型高压喷嘴为振荡与共振空化喷嘴,可以利用喷嘴自身结构形成空化射流。首先,高压水射流进入脉冲型喷嘴的第二进水段,第二进水段出口收缩,使流体截面面积减少,可增强水射流流速;然后高压水射流进入脉冲型喷嘴的中间连接段与第二出水段形成的谐振腔内,从谐振腔的收缩出口(即第二出水段出口收缩)流出,这个过程中会产生自激压力激动,这种压力激动反馈回谐振腔形成反馈压力振荡,通过适当控制谐振腔尺寸与流体的马赫数及斯特劳哈尔数,使反馈压力振荡的频率与谐振腔的固有频率相等,从而在谐振腔内形成声谐共振,使喷嘴出口射流变成断续涡环流,从而在涡环中心产生空化,形成空化泡,这种断续涡环流的结构使射流的起始空化数比普通射流高2~6倍;当携带空化泡的高压水射流从第二出水段出口进入低压喷嘴的低压水射流时,使低压水射流裹挟高压水射流,再次形成大量的空气泡,同时原有的空化泡长大,携带大量空气泡的高压水射流从低压喷嘴喷出至待处理焊接件上,在待处理焊接件表面形成高压冲击,消除残余应力。该脉冲型高压喷嘴的冲击能力大于复合角型高压喷嘴的冲击能力。
22.进一步地,所述第二进水段入口的直径φ5为8~12mm,所述第二进水段出口的角度θ3约6~13
°
;
23.所述中间连接段入口的直径φ6为2~3mm,所述中间连接段出口的角度θ4为90~120
°
;
24.所述第二出水段出口的直径φ7为4~6mm。
25.进一步地,所述中间连接段出口与第二出水段入口合并形成的谐振腔的前腔高度l1为6~8mm,所述第二出水段出口的高度l2为8~10mm。
26.在上述技术方案中,通过限定谐振腔入口直径φ6为2~3mm,扩散角度θ4为90~120
°
,谐振腔出口的直径φ7为4~6mm,谐振腔的高度l1为6~8mm,谐振腔出口高度l2为8~
10mm,并控制高压水射流压力为40mpa左右,使谐振腔尺寸与流体的马赫数及斯特劳哈尔数配合,使反馈压力振荡的频率与谐振腔的固有频率相等,从而在谐振腔内形成声谐共振,使喷嘴出口射流变成断续涡环流,从而在涡环中心产生空化,形成空化泡。
27.进一步地,所述低压喷嘴包括低压进水段及低压出水段,所述低压进水段呈上宽下窄的锥形,低压出水段呈直筒形;
28.所述低压喷嘴的低压进水段的直径大于复合角型高压喷嘴的第一出水段出口直径以及脉冲型高压喷嘴的第二出水段出口直径。
29.进一步地,所述主腔体包括筒体、位于筒体顶部的端盖及位于筒体底部的圆盘座,所述筒体与端盖及圆盘座可拆卸连接;
30.所述高复合角型高压喷嘴的第一出水段及脉冲型高压喷嘴的第二出水段贯穿主腔体的端盖并伸入主腔体内,且分别与主腔体的端盖可拆卸连接;所述低压喷嘴均匀设置在圆盘座上。
31.进一步地,所述高压水射流主通道与高压进水管路连接,所述主腔体与低压进水管路连接。
32.本发明的有益效果为:
33.(1)本发明所提供的一种用于处理异性钢焊缝的空化水射流装置,包括高压喷嘴及将高压喷嘴包裹的低压喷嘴,高压喷嘴喷出的高压水射流喷射至低压水流中,形成大量的空化气泡,从而形成人工淹没环境,改变了需要在水中进行处理的淹没空化方式,可应用于大型压力容器焊后残余应力处理;
34.(2)本发明所提供的一种用于处理异性钢焊缝的空化水射流装置,可用于同时处理残余应力分布不均匀的异性钢焊缝,防止由异种钢材料焊接后的焊缝两侧残余应力消除不均匀而影响使用寿命。
附图说明
35.为了清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
36.图1是本发明实施例1的整体结构示意图;
37.图2是主腔体的结构示意图;
38.图3是主腔体的筒体的结构示意图;
39.图4是复合角型高压喷嘴的结构示意图;
40.图5是脉冲型高压喷嘴的结构示意图;
41.图6是实施例2的整体结构示意图;
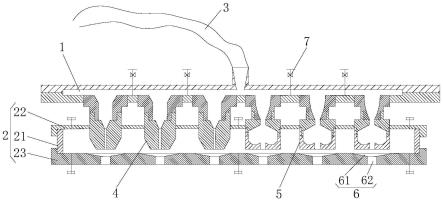
42.图7是利用实施例2的空化水射流装置处理异性钢焊缝的结构示意图。
43.图中标注:1.高压水射流主通道;2.主腔体;21.筒体;22.端盖;23.圆盘座;24.筒体螺纹孔;25.密封槽;26.高压喷嘴固定接头;27.低压水管接头;3.高压进水管路;4.复合角型高压喷嘴;41.第一进水段;411.第一进水段入口;412.第一进水段出口;42.第一出水段;421.第一出水段入口;422.第一出水段出口;5.脉冲型高压喷嘴;51.第二进水段;511.
第二进水段入口;512.第二进水段出口;52.中间连接段;521.中间连接段入口;522.中间连接段出口;53.第二出水段;531.第二出水段入口;532.第二出水段出口;6.低压喷嘴;61.低压进水段;62.低压出水段;7.球形阀。
具体实施方式
44.本发明提供了一种用于处理异性钢焊缝的空化水射流装置,为使本发明的目的、技术方案及效果更加清楚、明确,以下对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
45.在本发明的描述中,需要理解的是,术语“顶”、“底”、“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
46.下面结合附图对本发明进行详细说明:
47.实施例1
48.参照图1,本实施例提供了一种用于处理异性钢焊缝的空化水射流装置,包括沿水平方向设置的高压水射流主通道1及位于高压水射流主通道1下方的主腔体2,高压水射流主通道1与高压进水管路3连接,且高压水射流主通道1的进水口为上宽下窄的锥形,主腔体1与低压进水管路连接;
49.上述高压水射流主通道1底部沿其长度方向可拆卸连接有若干个复合角型高压喷嘴4及脉冲型高压喷嘴5,复合角型高压喷嘴4及脉冲型高压喷嘴5分别位于高压水射流主通道1的左右两侧,复合角型高压喷嘴4及脉冲型高压喷嘴5的顶部与高压水射流主通道1相连通;复合角型高压喷嘴4及脉冲型高压喷嘴5的底部从主腔体2的顶部伸入主腔体内部,主腔体2的底部设置有低压喷嘴6,且低压喷嘴6的数量为复合角型高压喷嘴与4脉冲型高压喷嘴5的数量之和,每个低压喷嘴6的中心轴均分别与相对应的复合角型高压喷嘴4或脉冲型高压喷嘴5的中心轴同轴;
50.另外,上述高压水射流主通道1的顶部中心设置有高压水射流进水口,高压水射流进水口与高压进水管路3连接,其底部沿其长度方向设置有若干个高压水射流出水口,每个高压水射流出水口螺纹连接一个复合角型高压喷嘴4或脉冲型高压喷嘴5,且高压水射流主通道1上设置有若干个球形阀7,球形阀7设置在相邻两个高压水射流出水口之间,即设置在相邻两个复合角型高压喷嘴或相邻两个脉冲型高压喷嘴之间,从而根据焊接件焊缝宽度控制复合角型高压喷嘴及脉冲型高压喷嘴的开启数量。
51.参照图2及图3,上述主腔体2包括筒体21、位于筒体顶部的端盖22及位于筒体底部的圆盘座23,筒体21与端盖22及圆盘座23可拆卸连接,圆盘座23的边缘设置有凸台;具体地,筒体21的顶部圆周及底部圆周上均设置有若干个均匀分布的筒体螺纹孔24,端盖22及圆盘座23通过螺钉与筒体21连接,而且筒体21的顶部及底部均开设有密封槽25,密封槽25内设置有密封圈,用于保证筒体与端盖、圆盘座连接的密封性;
52.另外,上述主腔体2的端盖22上设置有若干个沿端盖中心轴排列的高压喷嘴螺纹孔,高压喷嘴螺纹孔上螺纹连接有高压喷嘴固定接头26,高压喷嘴螺纹孔及高压喷嘴固定接头的数量为高复合角型高压喷嘴与脉冲型高压喷嘴的数量之和;上述主腔体2的端盖22
上还设置有若干个低压水管接头螺纹孔,低压水管接头螺纹孔上螺纹连接有低压水管接头27,低压水管接头27与低压进水管路相连通;
53.上述复合角型高压喷嘴4及脉冲型高压喷嘴5的底部贯穿主腔体2的端盖22并伸入主腔体内,且分别与端盖22上的高压喷嘴固定接头26螺纹连接;上述低压喷嘴6设置在圆盘座23上且沿圆盘座23中心轴均匀排布。
54.参照图4,上述复合角型高压喷嘴4包括相连通的第一进水段41及第一出水段42;其中,第一进水段41包括位于上部的第一进水段入口411及位于下部的第一进水段出口412,第一进水段入口411呈上宽下窄的锥形,第一进水段出口412呈直筒形;第一出水段42包括位于上部的第一出水段入口421及位于下部的第一出水段出口422,第一出水段入口421呈上宽下窄的锥形,第一出水段出口422呈直筒形;
55.上述第一进水段入口411一端与高压水射流主通道螺纹连接,第一进水段出口412一端与第一出水段入口421一端螺纹连接,第一出水段出口422一端伸入主腔体2内且与主腔体端盖22上的高压喷嘴固定接头26螺纹连接。
56.上述复合角型高压喷嘴4的第一进水段入口411的角度θ1为50~65
°
,第一进水段入口411的直径φ1为14~16mm,第一进水段出口412的直径φ2为8~10mm;第一出水段入口421的角度θ2为13.5~30
°
,第一出水段入口421的直径φ3为4~8mm,第一出水段出口422的直径φ4为1~2mm。
57.参照图5,上述脉冲型高压喷嘴5包括相连通的第二进水段51、中间连接段52及第二出水段53;其中,第二进水段51包括位于上部的第二进水段入口511及位于下部的第二进水段出口512,第二进水段入口511与第二进水段出口512的截面呈上宽下窄的高斯形;中间连接段52包括位于上部的中间连接段入口521及位于下部的中间连接段出口522,中间连接段入口521呈直筒形,中间连接段出口522呈上窄下宽的锥形筒形;第二出水段53包括位于上部的第二出水段入口531及位于下部的第二出水段出口532,第二出水段入口531呈ω形,第二出水段出口532呈直筒形;中间连接段出口522与第二出水段入口531合并形成谐振腔;
58.上述第二进水段入口511一端与高压水射流主通道可拆卸连接,第二进水段出口512一端与中间连接段入口521一端可拆卸连接,中间连接段出口522一端与第二出水段入口531一端可拆卸连接,第二出水段出口532一端伸入主腔体2内且与主腔体端盖22上的高压喷嘴固定接头26螺纹连接;
59.上述脉冲型高压喷嘴5的第二进水段入口511的直径φ5为8~12mm,第二进水段出口512的角度θ3约6~13
°
;中间连接段入口521的直径φ6为2~3mm,中间连接段出口522的角度θ4为90~120
°
第一出水段的顶部ω形结构的角度θ5为70~80
°
;第二出水段出口532的直径φ7为4~6mm;中间连接段出口522与第二出水段入口531合并形成的谐振腔的前腔高度l1为6~8mm,第二出水段出口532的高度l2为8~10mm,第一出水段的顶部ω形结构的开口宽度l3为8~10mm。
60.上述低压喷嘴6包括低压进水段61及低压出水段62,低压进水段61呈上宽下窄的锥形,低压出水段62呈直筒形,低压进水段61的直径为25~35mm,高度为2mm,低压出水段62的直径为8~10mm,高度为10~15mm;低压喷嘴6的低压进水段62的直径大于复合角型高压喷嘴4的第一出水段出口422直径以及脉冲型高压喷嘴5的第二出水段出口532直径,即低压喷嘴的低压进水段的沿自身中心轴向复合角型高压喷嘴与脉冲型高压喷嘴所形成的投影
区覆盖复合角型高压喷嘴的第一出水段以及脉冲型高压喷嘴的第二出水段,使低压水流能够裹挟高压水射流,从而形成大量空气泡,制造出人工淹没环境。
61.将上述高压水射流装置用于处理异种钢材料焊接的焊缝时,可将上述高压水射流主通道安装在水平移动装置上,根据焊缝中轴线两侧的钢材料,确定复合角型高压喷嘴、脉冲型高压喷嘴的安装位置,使复合角型高压喷嘴位于残余应力较低位置的焊缝上方,脉冲型高压喷嘴位于残余应力较高位置的焊缝上方,并根据焊缝宽度确定球形阀开启数量,即控制复合角型高压喷嘴、脉冲型高压喷嘴的开启数量,然后选择高压水流、低压水流的压力及流量,并调整低压喷嘴距离待处理焊缝的高度,开启高压进水管路、低压进水管路及移动小车,使高压水射流装置沿平行焊缝方向移动,完成对整个焊缝喷丸处理,从而完成了整个焊缝残余应力消除的处理。
62.另外,上述高压水射流从低压喷嘴的低压出口段喷出时,高压水射流会扩散并有交错重叠,使高压水射流冲击面积大于焊缝宽度。
63.实施例2
64.参照图6,本实施例2与实施例1的区别在于,本实施例2中,低压喷嘴6还包括低压扩径段63,低压扩径段63位于低压出口段62底部,即相当于低压喷嘴出口为扩径出口,增大高压水射流的扩散角度,低压扩径段63的扩径端直径为10~15mm,扩张角度为50~65
°
。
65.参照图7,采用实施例2中的空化水射流装置对由20钢和304不锈钢焊接形成的异性钢焊缝进行水射流强化处理,消除焊后残余应力,异性钢焊缝的宽度为30mm。
66.空化水射流装置的具体参数为:
67.复合角型高压喷嘴的第一进水段入口411的角度θ1为60
°
,第一进水段入口411的直径φ1为15mm,第一进水段出口412的直径φ2为10mm;第一出水段入口421的角度θ2为25
°
,第一出水段入口421的直径φ3为6mm,第一出水段出口422的直径φ4为2mm。
68.脉冲型高压喷嘴5的第二进水段入口511的直径φ5为10mm,第二进水段出口512的角度θ3约10
°
;中间连接段入口521的直径φ6为3mm,中间连接段出口522的角度θ4为100
°
,第一出水段的顶部ω形结构的角度θ5为75
°
;第二出水段出口532的直径φ7为5mm;中间连接段出口522与第二出水段入口531合并形成的谐振腔的高度l1为7mm,第二出水段出口532的高度l2为8mm,第一出水段的顶部ω形结构的开口宽度l3为8mm。
69.高压进水管路水流压力为40mpa,低压进水管路水流压力为0.1mpa,低压喷嘴出口与待处理焊缝表面的距离为30mm。
70.采用x射线残余应力测试仪对空化射流处理前后的焊缝进行检测,得到焊缝空化射流冲击前后的纵向和横向残余应力试验数据分别列于如表1所示。从表1中可以看出,经过本发明的空化水射流强化装置处理异性钢焊缝后,无论是横向残余应力还是纵向残余应力均得到了明显的下降,且异性钢焊缝两侧的残余应力分布均匀。
71.表1
[0072][0073]
对比例1
[0074]
本对比例与实施例2的区别在于,本对比例中,仅采用复合角型高压喷嘴对异性钢焊缝进行水射流强化处理,处理后残余应力检测结果如表2所示,虽然横向残余应力及纵向残余应力均得到了明显的下降,但异性钢焊缝两侧的残余应力分布不均匀,这样在使用过程中可能会出现因残余应力分布不均引起的断裂。
[0075]
表2
[0076][0077]
需要说明的是,本发明中未述及的部分采用或借鉴已有技术即可实现。
[0078]
当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。