超宽幅高韧性700mpa级热轧汽车用钢及制备方法
技术领域
1.本发明涉及冶金生产技术领域,特别涉及一种超宽幅高韧性700mpa级热轧汽车用钢及制备方法。
背景技术:
2.随着全球能源、资源等的紧缺,我国每年从国外进口大量煤炭、大豆等物资,这些国家人口稀少、物资较为丰富。目前市场上改装车80%左右使用强度 700mpa及以上的汽车用钢且普遍为1250-1500mm宽,且均适用于我国南方或较为温暖的地区。
3.介于汽车的轻量化及安全化考虑,700mpa级高强大梁钢的需求逐年增加。目前采用的主要为低c nb、v、ti的成分设计以及控轧控冷工艺,如包钢《c700l高强度汽车大梁钢的开发》文献中采用低c nb、v、ti的成分设计,开发出冲击功(-20℃)≥42j的 700mpa大梁钢,市场上暂时无专供低温寒冷地区汽车用钢。
技术实现要素:
4.本发明的目的在于提供一种超宽幅高韧性700mpa级热轧汽车用钢及制备方法,成功开发超宽幅(1820mm)高韧性700mpa级热轧汽车用钢bg700dl,适用于更加寒冷(-40℃) 的恶劣的车况下。
5.为实现上述目的,本发明采用以下技术方案实现:
6.超宽幅高韧性700mpa级热轧汽车用钢,钢中化学成分按重量百分比计为:c 0.05%~ 0.11%、si 0.10%~0.23%、mn 1.50%~1.70%、alt 0.020%~0.050%、nb 0.03%~0.07%、 ti 0.09%~0.13%、p≤0.018%、s≤0.002%、n 0.0020%~0.0050%、o 0.0010%~0.0030%、 ca≤0.02%、mo≤0.22%,余量为fe及不可避免夹杂物。
7.本发明采用低c低mn的设计可以减少钢中的偏析,提高板材的低温韧性,加入nb、 ti合金使得晶粒细化,同时利用细晶强化和析出强化作用大幅提升强度,也改善钢的韧性;低o低s控制,减少夹杂物,也能提高钢的韧塑性。
8.钢板宽幅为1250-1820mm。
9.钢板的屈服强度≥650mpa,抗拉强度为700~800mpa,延伸率a
50
≥19%,-40℃冲击功≥60j。
10.钢板中珠光体组织<3%。
11.超宽幅高韧性700mpa级热轧汽车用钢的制备方法,工艺流程为:铁水预处理(ds)
ꢀ→
转炉冶炼(ld)
→
lf炉外精炼
→
宽板坯连铸(cc)
→
蓄热式加热炉加热
→
2300mm机组热连轧
→
控制冷却
→
卷取
→
机能检验
→
包装缴库
→
发货。具体包括如下步骤:
12.1)炼钢过程中严格控制各成分含量,尤其对n不大于0.0050%:o不大于0.0030%的严格控制,加入钢中的ti极易与n、s结合,保证更多的ti和c结合成“有效ti”,lf 处理后进行钙质处理,增加软吹时间(≥6min),严格控制钢水中夹杂物;全过程采用保护浇注,避免增n,中包过热度要求≤30℃。
13.2)提高加热温度,延长均热段保温时间。加热温度1250~1270℃,在炉时间≥190 分钟,保证了合金元素充分的融入和高强钢在轧制时有较好的塑性以及良好的板型,满足轧制工艺要求。
14.3)粗轧时采用3 5模式,第二个粗轧机r2终轧温度1040~1100℃,粗轧阶段累积压下率大于70%,中间坯厚度40~60mm,精轧f1入口温度1000~1080℃,同时采用较低的终轧温度 中温卷取,即精轧终轧温度800~820℃、卷取温度550~570℃,充分的细化组织,析出物的大量析出以及减少钢板的内应力。钢板厚度为5~10mm厚时控制板凸度80~ 120μm。
15.4)层冷时,选取前5组水间断冷却模式,避免内应力过大,板型瓢曲。进而使得冷速控制在5℃~15℃/s,促使较少的珠光体(<3%)产生,保证低温冲击韧性。
16.5)轧后板卷进行围冷方式缓冷(32小时),即将其放在其他高温卷内部,远离库房方向,充分缓慢的冷却,保证板型以及内应力的释放。
17.与现有技术相比,本发明的有益效果是:
18.1)成份设计上,低c nb、ti微合金设计,保证高强度的同时,兼具良好的低温韧性。
19.2)超宽幅(1820mm)汽车用钢,借助本钢2300热轧生产线,采用高加热温度、粗轧大压下、低温终轧、合适的板凸度设定,中温卷取以及围冷方式生产工艺研发出低温韧性优良的700mpa级1820mm超宽幅汽车用钢。
20.3)通过本发明生产的大梁钢,实现了整车的轻量化以及降低了燃耗,同时在制造大梁切条时,切一次可切分成多条,板子越宽一次切成条数越多,超宽幅1820mmbc700dl可一次切割成140mm宽的13条,避免反复操作,经济效益显著;在制造厢体或罐体时,超宽幅1820mmbc700dl焊接工序可以减少道次,降低人工和材料成本及提高车辆整体性。
21.4)本发明生产的汽车用钢,使得在寒冷地区服役的商用车整体使用寿命延长,由普通使用寿命10000公里提升到20000公里以上,同时进一步提高了低温下行驶下车辆的安全性。
附图说明
22.图1是本发明实施例1的bg700dl钢板连续冷却转变曲线(cct曲线)图。
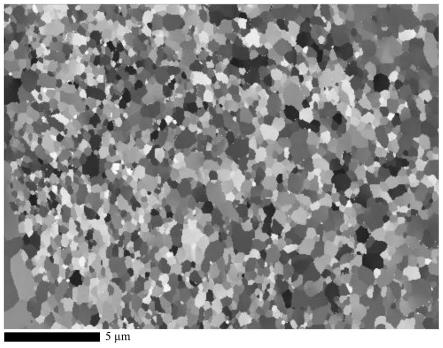
23.图2是本发明实施例1的bg700dl钢板金相组织图。
具体实施方式
24.下面结合附图对本发明的实施方式进一步说明:
25.实施例1:
26.一种超宽幅高韧性700mpa级热轧汽车用钢,热轧带钢的合金成分如表1所示,余量为fe及不可避免杂质。
27.表1实施例1钢中化学成分/%
28.规格/mmcsimnpsaltnbtimonoca10.0*18200.0580.121.550.0160.0010.0340.0320.0920.010.00440.00160.002
29.加热炉在炉时间213min,出炉温度1250℃,出定宽压力机宽度1830mm,粗轧r1终轧温度988℃、r2终轧温度1048℃,r1粗轧道次为3次,r2粗轧道次为5次,粗轧后中间坯厚度55.81mm,粗轧总压下率75.7%。精轧开轧温度1019℃,f1机架轧制力32160kn。终轧温度812
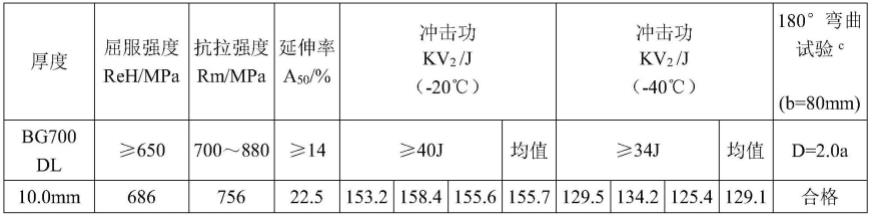
℃,卷取温度564℃,间断冷却模式,冷速为8.9℃/s。见图2,钢板金相组织为f b p(<3%)。钢板产品性能见表2。
30.表2实施例1产品性能
[0031][0032]
实施例2:
[0033]
一种超宽幅高韧性700mpa级热轧汽车用钢,热轧带钢的合金组分如表3所示,余量为fe及不可避免杂质。
[0034]
表3实施例2钢中化学成分/%
[0035]
规格/mmcsimnpsaltnbtimonoca8.0*18200.0630.141.580.0120.0020.0340.0320.0940.020.00440.00170.001
[0036]
加热炉在炉时间204min,出炉温度1258℃,出定宽压力机宽度1830mm,粗轧r1终轧温度1051℃、r2终轧温度1061℃,r1粗轧道次为3次,r2粗轧道次为5次,粗轧后中间坯厚度50.93mm,粗轧总压下率77.9%。精轧开轧温度1033℃,f1机架轧制力33480kn, f2机架轧制力31890kn。终轧温度820℃,卷取温度557℃,间断冷却模式,冷速为11.6℃ /s。钢板产品性能见表4。
[0037]
表4实施例2产品性能
[0038][0039]
实施例3:
[0040]
一种超宽幅高韧性700mpa级热轧汽车用钢,所述热轧带钢的合金组分如表5所示,余量为fe及不可避免杂质。
[0041]
表5实施例3钢中化学成分/%
[0042]
规格/mmcsimnpsaltnbtimonoca6.0*18200.0750.141.560.0180.0010.0360.0320.090.010.00460.00150.002
[0043]
加热炉在炉时间190min,出炉温度1270℃,出定宽压力机宽度1830mm,粗轧r1终轧温度1036℃、r2终轧温度1098℃,r1粗轧道次为3次,r2粗轧道次为5次,粗轧后中间坯厚度46.33mm,粗轧总压下率79.8%。精轧开轧温度1072℃,f1机架轧制力34030kn, f2机架轧制力32970kn。终轧温度815℃,卷取温度558℃,间断冷却模式,冷速为14.2℃/s。钢板产品性能见表6。
[0044]
表6实施例3钢板性能
[0045][0046]
实施例4:
[0047]
一种超宽幅高韧性700mpa级热轧汽车用钢,所述热轧带钢的合金组分如表7所示,余量为fe及不可避免杂质。
[0048]
表7实施例4钢中化学成分/%
[0049]
规格/mmcsimnpsaltnbtimonoca10.0*15400.050.181.620.0100.0010.0450.0430.100.020.00390.00110.001
[0050]
加热炉在炉时间205min,出炉温度1250℃,出定宽压力机宽度1504mm,粗轧r1终轧温度990℃、r2终轧温度1065℃,r1粗轧道次为3次,r2粗轧道次为5次,粗轧后中间坯厚度50.94mm,粗轧总压下率77.9%。精轧开轧温度1017℃,f1机架轧制力32020kn, f2机架轧制力30860kn。终轧温度809℃,卷取温度570℃,间断冷却模式,冷速为9.3℃ /s。钢板产品性能见表8。
[0051]
表8实施例4钢板性能
[0052][0053]
实施例5:
[0054]
一种超宽幅高韧性700mpa级热轧汽车用钢,所述热轧带钢的合金组分如表9所示,余量为fe及不可避免杂质。
[0055]
表9实施例5钢中化学成分/%
[0056]
规格/mmcsimnpsaltnbtimonoca5.0*18000.0830.231.700.0110.0020.0230.0300.1050.010.00480.00260.002
[0057]
加热炉在炉时间214min,出炉温度1253℃,出定宽压力机宽度1530mm,粗轧r1终轧温度1004℃、r2终轧温度1080℃,r1粗轧道次为3次,r2粗轧道次为5次,粗轧后中间坯厚度43.77mm,粗轧总压下率80.9%。精轧开轧温度1058℃,f1机架轧制力34370kn,f2机架轧制力32850kn。终轧温度820℃,卷取温度568℃,间断冷却模式,冷速为13.9℃ /s。钢板产品性能见表10。
[0058]
表10实施例5钢板性能
[0059][0060]
实施例6:
[0061]
一种超宽幅高韧性700mpa级热轧汽车用钢,所述热轧带钢的合金组分如表11所示,余量为fe及不可避免杂质。
[0062]
表11实施例6钢中化学成分/%
[0063]
规格/mmcsimnpsaltnbtimonoca5.0*12500.1020.101.500.0100.0010.0200.0310.120.010.00230.00120.001
[0064]
加热炉在炉时间209min,出炉温度1261℃,出定宽压力机宽度1280mm,粗轧r1终轧温度1038℃、r2终轧温度1092℃,r1粗轧道次为3次,r2粗轧道次为5次,粗轧后中间坯厚度43.77mm,粗轧总压下率80.9%。精轧开轧温度1069℃,f1机架轧制力32670kn, f2机架轧制力31420kn。终轧温度819℃,卷取温度565℃,间断冷却模式,冷速为14.5℃ /s。钢板产品性能见表12。
[0065]
表12实施例6钢板性能
[0066][0067]
实施例7:
[0068]
一种超宽幅高韧性700mpa级热轧汽车用钢,所述热轧带钢的合金组分如表13所示,余量为fe及不可避免杂质。
[0069]
表13实施例7钢中化学成分/%
[0070]
规格/mmcsimnpsaltnbtimonoca6.0*15000.050.201.650.0150.0010.0480.060.0910.010.00400.00150.002
[0071]
加热炉在炉时间191min,出炉温度1257℃,出定宽压力机宽度1530mm,粗轧r1终轧温度1042℃、r2终轧温度1100℃,r1粗轧道次为3次,r2粗轧道次为5次,粗轧后中间坯厚度46.36mm,粗轧总压下率79.8%。精轧开轧温度1080℃,f1机架轧制力32560kn, f2机架轧制力31120kn。终轧温度815℃,卷取温度570℃,间断冷却模式,冷速为14.0℃ /s。钢板产品性能见表14。
[0072]
表14实施例7钢板性能
[0073][0074]
对比例:
[0075]
现有生产700mpa汽车用钢工艺一般采用低c nb、ti 部分mo、cr合金成分体系,1500mm 宽的热轧板。本发明生产的700mpa汽车用钢采用低c 低nb 高ti成分体系,具有-40℃低温韧性好、板材宽幅大、成本低、附加值高、用途广等的综合特点,本发明与现有技术产品性能对比见表11;
[0076]
表11本发明实施例与现有技术产品性能对比
[0077][0078]
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。