1.本发明涉及可用于包材等的铝合金箔。
2.本技术基于2019年12月25日在日本技术的日本特愿2019-234188号主张优先权,并将其内容引用于此。
背景技术:
3.以电池封装为代表的使用铝箔的包材一般制成在双面或单面上层合有树脂膜的形态。铝箔承担阻隔性,树脂膜主要承担制品的刚性。
4.一直以来,包材所使用的铝箔采用纯铝或jis a8079、8021等al-fe合金。纯铝或al-fe合金的软质箔一般强度低,因此,例如在使箔薄壁化的情况下,有因褶皱或弯折等而导致操作性降低、或因冲击而在铝箔上产生裂纹或针孔之虞。作为铝箔,为了改善这些顾虑,通常高强度化是有效的。
5.例如,在专利文献1中,提出了积极地含有mn的al-fe-mn合金的高强度箔。
6.现有技术文献专利文献专利文献1:日本特开2016-079487号公报。
技术实现要素:
7.发明所要解决的课题但是,向al-fe合金中添加mn会使金属间化合物粗大化或生成al-fe-mn系的巨大结晶体,降低成型性的风险大。
8.本发明是以上述情况为背景而完成的,其目的在于提供成型性和强度优异的铝合金箔。
9.解决课题的手段即,在本发明的铝合金箔中,第1形态的铝合金箔具有如下组成:含有si:0.5质量%以下、fe:0.2质量%以上且2.0质量%以下、mg:0.1质量%以上且1.5质量%以下,且余量由al和不可避免的杂质构成。
10.第2形态的铝合金箔是,在上述第1形态的发明中,在不可避免的杂质中将mn限制为0.1质量%以下。
11.第3形态的铝合金箔的特征在于,在上述第1或第2形态的发明中,拉伸强度为110mpa以上且180mpa以下,伸长率为10%以上。
12.第4形态的铝合金箔的特征在于,在上述第1~第3形态的任一项发明中,平均结晶粒径为25μm以下。
13.发明的效果根据本发明,可提供在确保成型性的同时具有伸长率特性的铝合金箔。
附图说明
14.[图1] 表示本发明的实施例的极限成型高度试验中使用的方形冲头的平面形状的图。
[0015]
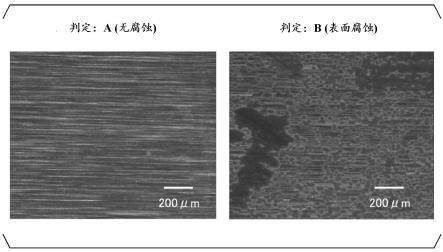
[图2] 观察本发明的实施例的腐蚀性评价中使用的铝合金箔表面而得的显微镜照片。
具体实施方式
[0016]
本实施方式的铝合金箔具有如下组成:含有si:0.5质量%以下、fe:0.2质量%以上且2.0质量%以下、mg:0.1质量%以上且1.5质量%以下,且余量由al和不可避免的杂质构成。
[0017]
以下,对本实施方式中规定的内容进行说明。
[0018]
·
fe:0.2质量%以上且2.0质量%以下fe在铸造时以al-fe系金属间化合物的形式结晶,在上述化合物的尺寸大的情况下,在退火时成为再结晶的位点,因此具有使再结晶粒微细化的效果。若fe的含量低于下限,则粗大的金属间化合物的分布密度变低,晶粒微细化的效果低,最终的结晶粒径分布也变得不均匀。若fe的含量超过上限,则晶粒微细化的效果饱和或反而降低,进而在铸造时生成的al-fe系金属间化合物的尺寸变得非常大,箔的伸长率和轧制性降低。因此,将fe的含量规定在上述范围。基于相同的理由,fe的含量优选设为下限为0.5质量%,进一步基于相同的理由,fe的含量更优选设为下限为1.0质量%且上限为1.8质量%。
[0019]
·
mg:0.1质量%以上且1.5质量%以下mg在铝中固溶,通过固溶强化可提高软质箔的强度。另外,由于mg容易固溶于铝中,所以即使与fe一起含有,金属间化合物变粗大从而成型性或轧制性降低的危险性也低。若mg的含量低于下限,则强度的提高不充分,若超过上限,则铝合金箔变硬,导致轧制性降低或成型性降低。特别优选的范围为0.5质量%以上且1.5质量%以下。
[0020]
另外,还确认了通过添加mg,对锂离子二次电池电解液的耐腐蚀性提高。虽然机理的详细情况尚不明确,但mg添加量越多,铝合金箔与电解液中的锂越难以反应,可抑制铝合金箔的微粉化或贯穿孔的产生。虽然成型性稍有降低,但特别是在期待明显的耐腐蚀性提高的情况下,优选将mg下限设为0.5质量%。
[0021]
·
si:0.5质量%以下si如果为微量,则有时也以提高箔的强度为目的而添加,但在本实施方式中,若超过0.5质量%,则在铸造时生成的al-fe-si系金属间化合物的尺寸变大,箔的伸长率或成型性降低,在箔厚度薄的情况下,产生以金属间化合物为起点的断裂,轧制性也降低。另外,如本实施方式的铝合金箔那样,在mg含量多的合金中若大量添加si,则mg-si系析出物的生成量变多,有导致轧制性降低或mg的固溶量降低所引起的强度降低之虞。基于相同的理由,优选将si的含量抑制在0.2质量%以下。si的含量越低,具有成型性、轧制性、晶粒的微细化程度以及延展性越良好的倾向。
[0022]
需说明的是,si含量的下限值优选为0.001质量%,更优选为0.005质量%。
[0023]
·
不可避免的杂质此外,本实施方式的铝合金箔可含有cu、mn等不可避免的杂质。这些杂质分别优选设为0.1质量%以下。需说明的是,作为本实施方式,上述不可避免的杂质的含量的上限不限
于上述数值。
[0024]
但是,由于mn难以在铝中固溶,所以与mg不同,无法期待通过固溶强化来大幅提高软质箔的强度。另外,若在fe含量多的合金中大量添加mn,则金属间化合物的粗大化或生成al-fe-mn系的巨大金属间化合物的危险性升高,有导致轧制性或成型性降低之虞。因此,mn含量优选设为0.1质量%以下。
[0025]
mn含量更优选为0.08质量%以下,mn含量的下限值优选为0.001质量%,更优选为0.005质量%。
[0026]
·
拉伸强度:110mpa以上且180mpa以下对于现有的jis a 8079或8021等的箔,为了显著提高耐冲击性和穿刺强度,需要110mpa以上的拉伸强度。若拉伸强度超过180mpa,则成型性大幅降低。
[0027]
拉伸强度可通过组成的选择和晶粒尺寸的最优化来实现。
[0028]
拉伸强度更优选为120mpa以上且170mpa以下。
[0029]
·
伸长率:10%以上伸长率对成型性的影响根据其成型方法而有很大不同,另外,仅凭伸长率并不能够确定成型性。在通常用于铝包装材料的拉伸加工中,铝合金箔的伸长率越高,成型性越有利,从而优选具有10%以上的伸长率。
[0030]
伸长率的特性可以通过组成的选择和晶粒尺寸的微细化来实现。
[0031]
伸长率的上限值优选为40%。另外,伸长率更优选为10%以上且25%以下。
[0032]
·
平均结晶粒径:25μm以下软质铝合金箔中,通过使晶粒变得微细,可抑制变形时的箔表面的表面粗糙,可期待高伸长率和与之相伴的高成型性。需说明的是,箔的厚度越薄,该结晶粒径的影响越大。为了实现高伸长率特性和与之相伴的高成型性,优选铝合金的再结晶粒的平均结晶粒径为25μm以下。
[0033]
另外,平均结晶粒径的下限值优选为3μm,平均结晶粒径更优选为10μm以上且20μm以下。
[0034]
平均结晶粒径可通过组成的选择和实现均质化处理和冷轧率的最优化的制备条件来实现。
[0035]
需说明的是,这里所说的平均结晶粒径,是用光学显微镜观察铝合金箔的表面,通过利用直线试验线或圆形试验线的截取法计算当量圆直径的平均结晶粒径而得到的。
[0036]
以下,对本实施方式的铝合金箔的制备方法的一个实例进行说明。
[0037]
通过半连续铸造法等常规方法铸造铝合金的铸锭,所述铝合金的铸锭具有如下组成:含有si:0.5质量%以下、fe:0.5质量%以上且2.0质量%以下、mg:0.1质量%以上且1.5质量%以下,余量由al和不可避免的杂质构成,且根据需要将mn设为0.1质量%以下。对于得到的铸锭,在480~540℃下进行6~12小时的均质化处理。
[0038]
一般铝材料的均质化处理在400~600℃下长时间(例如12小时)进行,但若如本实施方式那样考虑基于fe添加的晶粒微细化,则优选在480~540℃下进行6小时以上的热处理。若低于480℃,则晶粒微细化不充分,若超过540℃,则导致晶粒的粗大化。若处理时间低于6小时,则均质处理不充分。
[0039]
在均质化处理后,进行热轧,得到所希望的厚度的铝合金板。热轧可通过常规方法
进行,热轧的卷取温度优选设为再结晶温度以上,具体而言优选设为300℃以上。若低于300℃,则除了析出0.3μm以下的微细的al-fe系金属间化合物以外,在热轧后再结晶粒和纤维粒混合存在,中间退火和最终退火后的晶粒尺寸变得不均匀,有伸长率特性降低之虞,因而不优选。
[0040]
在热轧后,进行冷轧、中间退火、最终冷轧,使厚度为5~100μm,由此得到本实施方式的铝合金箔。最终冷轧率优选设为90%以上。
[0041]
需说明的是,也可不进行冷轧中途的中间退火,但根据情况也可实施。中间退火包括如下的2种方式:将卷投入炉中并保持一定时间的分批退火(batch annealing),和利用连续退火线(continuous annealing line,以下称为cal退火)将材料快速加热、快速冷却。在实施中间退火的情况下,可以是任一方法,但在谋求晶粒的微细化来提高强度的情况下,优选cal退火,若以成型性为优先,则优选分批退火。
[0042]
例如,在分批退火中,可采用300~400℃下3小时以上的条件;在cal退火中,可采用升温速度:10~250℃/秒、加热温度:400~550℃、无保持时间或保持时间:5秒以下、冷却速度:20~200℃/秒的条件。但是,作为本实施方式,中间退火的有无、进行中间退火的情况下的条件等并不限定于特定的那些。
[0043]
在箔轧制后,进行最终退火以制成软质箔。箔轧制后的最终退火一般在250℃~400℃下实施即可。但是,在进一步提高mg带来的耐腐蚀性效果的情况下,优选在350℃以上的高温下保持5小时以上。
[0044]
若最终退火的温度低,则软质化不充分,另外,mg向箔表面的浓集也不充分,从而耐腐蚀性也有降低之虞。若超过400℃,则mg向箔表面过度地浓集而产生箔的变色,或氧化被膜的性质改变而产生微小的裂纹,由此耐腐蚀性有降低之虞。若最终退火的时间低于5小时,则最终退火的效果不充分。
[0045]
得到的铝合金箔在室温(15~25℃)下的拉伸强度为110mpa以上且180mpa以下,伸长率为10%以上。另外,平均结晶粒径为25μm以下。
[0046]
得到的铝合金箔兼具高强度和高成型性,可作为各种成型材料用于包装材料等。特别是在用作锂离子电池用的封装材料或集电体时,发挥对电解液的良好耐腐蚀性。
实施例
[0047]
以下,对本发明的实施例进行说明。
[0048]
准备由表1所示的各组成(余量为al和其它不可避免的杂质)构成的铝合金的铸锭,在该表所示的条件下实施均质化处理后,通过精加工温度为330℃下的热轧制成厚度为3mm的板材。然后,经过冷轧、中间退火、最终冷轧,制作厚度为40μm、宽度为1200mm的铝合金箔的试样。需说明的是,中间退火的方法示出于表1中。实施例11的cal退火在升温速度:40℃/秒、加热温度:460℃、保持时间:1秒、冷却速度:40℃/秒的条件下进行。表1的冷轧的项目下显示了即将中间退火前的板厚和到所述板厚为止的冷轧率。
[0049]
对制作的实施例1~13和比较例14~18的铝合金箔进行以下试验或测定,将其结果示出于表2中。
[0050]
·
拉伸强度、伸长率拉伸强度、伸长率均通过拉伸试验测定。对于拉伸试验,依据jis z2241 (以
iso6892-1为基础),以能够测定相对于轧制方向为0
°
方向的伸长率的方式,从试样中采集jis5号试验片,用万能拉伸试验机(岛津制作所公司制ags-x 10kn )以2mm/min的拉伸速度进行试验。
[0051]
伸长率的计算如下。首先,在试验前,在试验片长度中央沿试验片垂直方向以标距即50mm间隔标记2条线。在试验后,将铝合金箔的断裂面对接,测定标记间距,将从该标记间距减去标距(50mm)而得的伸长量(mm)除以标距(50mm),从而求得伸长率(%)。
[0052]
·
平均结晶粒径使用20体积%高氯酸 80体积%乙醇混合溶液,在电压20v下对铝合金箔的表面进行电解抛光,然后在barker氏液中在电压30v的条件下进行阳极氧化处理。对于处理后的供试材料,用光学显微镜观察铝合金的再结晶粒的晶粒。由拍摄的照片,通过利用直线试验线的截取法计算当量圆直径的平均结晶粒径。
[0053]
·
穿刺强度对于厚度为40μm的铝合金箔,将直径为1.0mm、尖端形状半径为0.5mm的针以50mm/min的速度刺入,测定针贯穿箔为止的最大负荷(n)。在这里,将穿刺强度为9.0n以上视为耐穿刺性良好,判定为a,将低于9.0n判定为b。
[0054]
·
极限成型高度成型高度通过方筒成型试验进行评价。试验使用万能薄板成型试验器(erichsen公司制 型号142/20)进行,使用具有图1所示形状的方形冲头(一边长度d=37mm,角部的倒角直径r=4.5mm )对厚度为40μm的铝合金箔进行。作为试验条件,褶皱抑制力设为10kn,冲头的上升速度(成型速度)的刻度设为1,而且在箔的单面(冲头撞击的面)涂布矿物油作为润滑剂。从装置的下部上升的冲头撞击箔,使箔成型,并将连续成型3次时能够无裂纹或针孔地成型的最大冲头上升高度规定为该材料的极限成型高度(mm)。冲头的高度以0.5mm的间隔改变。在这里,将拉伸(伸出)高度为7.0mm以上视为成型性良好,判定为a,将低于7.0mm判定为b。
[0055]
·
腐蚀性的评价将152g的六氟磷酸锂溶解于1l的碳酸亚丙酯/碳酸二亚乙酯=1/1(体积比)中,制作1摩尔/ l的电解液。接着,在200ml的双极型烧杯电池的正极上设置实施例1~13和比较例14~18中使用的各铝合金箔,在负极上设置金属锂,并投入上述电解液。在该状态下,施加1小时0.1v的电位差后,用显微镜目视观察铝合金箔的表面。如图2的显微镜照片(观察倍率为200倍)所示,将表面经腐蚀的判定为b,将没有变化的判定为a。经腐蚀的铝合金箔表面(判定:b )生成与锂的化合物,观察到由于体积膨胀而表面隆起的情形。将各供试材料的结果示出于表2中。
[0056]
[表1]
[表2]
以上,基于上述实施方式和实施例对本发明进行了说明,但本发明并不限定于上述实施方式的内容,只要不脱离本发明的范围,就可对上述实施方式进行适当的变更。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。