1.本实用新型涉及汽车零部件加工设备领域,更具体地说,它涉及一种热套工装。
背景技术:
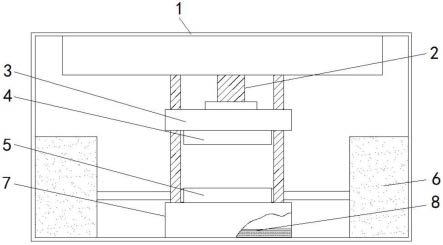
2.在汽车发动机的缸体里,有多条供冷却水循环的水道,与置于汽车前部的散热器(俗称水箱)通过水管相连接,构成一个大的水循环系统,在发动机的上出水口,装有一个水泵,通过风扇皮带来带动,把发动机缸体水道内的热水泵出,把冷水泵入。
3.上述汽车水泵主要包括壳体和芯环,组装时,对壳体进行加热使其径向膨胀,然后将芯环压入壳体内,冷却后壳体收缩实现芯环的过盈配合。现有的热套方法是:将壳体放入烘箱加热,加热结束后将壳体取出,再对芯环进行热套,这样在对壳体加热取出后再取芯环进行热套,中间等待时间较长,能量损耗高,并且热套效率较低。
4.因此需要提出一种新的方案来解决这个问题。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的在于提供一种热套工装,解决了以往汽车水泵热套工序中热量损耗大,热套效率低的问题。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种热套工装,包括机架,所述机架上分别设置有x轴直线模组和y轴直线模组,所述x轴直线模组位于y轴直线模组的上方,所述y轴直线模组的输出端设置有用于产品壳体夹装的底座工装,所述x轴直线模组的输出端设置有用于产品芯环暂存的待料载具,所述机架的一侧设置有可伸入至底座工装上的产品壳体内的加热组件,所述机架上还设置有用于取待料载具上的产品芯环并将其套入底座工装上的产品壳体内的压头工装,所述底座工装、压头工装和加热组件的中轴线在同一纵向平面内。
7.在其中一个实施例中,所述底座工装包括固定在y轴直线模组输出端上的底板、固定在底板上的仿形载台以及分别设置在仿形载台两侧的压块组件。
8.在其中一个实施例中,所述压块组件包括压块、连杆、固定在底板上的压块支座以及固定在压块支座上的第一气缸,所述连杆的两端分别与压块和压块支座铰接,所述第一气缸的活塞杆与压块远离仿形载台的一端铰接。
9.在其中一个实施例中,所述加热组件包括z轴直线模组、固定在z轴直线模组输出端上的加热模块,所述加热模块包括加热柱,所述加热柱内设置有加热线圈,所述加热柱位于x轴直线模组的一侧,并位于y轴直线模组的上方。
10.在其中一个实施例中,所述压头组件包括固定在机架上的龙门架、滑动连接在龙门架上的压板以及固定在龙门架上的第二气缸,所述第二气缸的输出端与压板固定连接,靠近底座工装一侧的所述压板上固定有连接架,所述连接架上滑动连接有压头架,所述压头架远离连接架的一端固定有压头板,所述压头板上固定有卡套,所述卡套的侧壁与压头板连通设置有滑槽,所述滑槽沿卡套的周向环形阵列设置为三个,每个所述滑槽内均设置
有膨胀块,所述连接架上设置有用于驱动三个膨胀块径向张开或收缩的三爪气动夹盘,所述三爪气动夹盘的三个输出端分别与三个膨胀块固定连接,所述连接架与压头架之间设置有缓冲弹簧。
11.综上所述,本实用新型具有以下有益效果:本实用新型工作时,将产品壳体装夹在底座工装上,将产品芯环放置在待料载具上,y轴直线模组带动产品壳体移动到加热组件的正下方,加热组件伸入至产品壳体内对其进行加热,同时x轴直线模组带动产品芯环移动至压头工装的正下方,压头工装下降抓取产品芯环,并将其提升一定高度,待料载具复位,加热组件复位,y轴直线模组带动产品壳体返回至压头工装的正下方,压头工装下降,将产品芯环释放并压装在加热后的产品壳体内,实现了产品壳体和产品芯环的自动化热套作业,并且在对产品壳体加热时,同步进行产品芯环的抓取,中间等待时间较短,提高了热套作业的工作效率。
附图说明
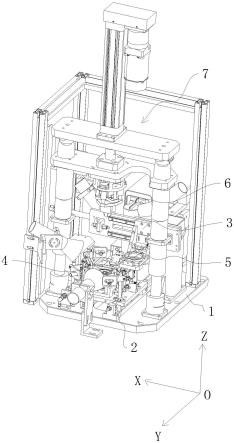
12.图1为本技术的实施例的热套工装的结构示意图;
13.图2为本技术的实施例的热套工装中底座工装的结构示意图;
14.图3为本技术的实施例的热套工装中加热组件的结构示意图;
15.图4为本技术的实施例的热套工装中压头工装的结构示意图;
16.图5为本技术的实施例的热套工装中压头板和卡套的结构示意图;
17.图6为本技术的实施例的热套工装中膨胀块和三爪气动夹盘的结构示意图。
18.图中:1、机架;2、y轴直线模组;3、x轴直线模组;4、底座工装;41、底板;42、仿形载台;43、压块组件;431、压块;432、连杆;433、压块支座;434、第一气缸;5、待料载具;6、加热组件;7、压头工装;71、龙门架;72、压板;73、第二气缸;74、连接架;75、压头架;76、压头板;77、卡套;78、膨胀块;79、三爪气动夹盘;8、缓冲弹簧。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.如图1所示,本技术的实施例提供了一种热套工装,包括机架1,所述机架1上分别设置有x轴直线模组3和y轴直线模组2,所述x轴直线模组3位于y轴直线模组2的上方。所述y轴直线模组2的输出端设置有用于产品壳体夹装的底座工装4,所述x轴直线模组3的输出端设置有用于产品芯环暂存的待料载具5。所述机架1的一侧设置有可伸入至底座工装4上的产品壳体内的加热组件6。所述机架1上还设置有用于取待料载具5上的产品芯环并将其套入底座工装4上的产品壳体内的压头工装7。所述底座工装4、压头工装7和加热组件6的中轴线在同一纵向平面内。
21.需要注意的是,所述x轴、y轴以及下文中所述的z轴均以图1中所示的空间坐标系轴为准,其中为了方便描述汽车水泵中的两个零部件,将其分别定义为产品壳体和产品芯环。
22.工作时,将产品壳体装夹在底座工装4上,将产品芯环放置在待料载具5上,y轴直线模组2带动产品壳体移动到加热组件6的正下方,加热组件6伸入至产品壳体内对其进行加热,同时x轴直线模组3带动产品芯环移动至压头工装7的正下方,压头工装7下降抓取产品芯环,并将其提升一定高度,待料载具5复位,加热组件6复位,y轴直线模组2带动产品壳体返回至压头工装7的正下方,压头工装7下降,将产品芯环释放并压装在加热后的产品壳体内。
23.上述方式,实现了产品壳体和产品芯环的自动化热套作业,并且在对产品壳体加热时,同步进行产品芯环的抓取,中间等待时间较短,提高了热套作业的工作效率。
24.在上述基础上,如图2所示,所述底座工装4包括固定在y轴直线模组2输出端上的底板41、固定在底板41上的仿形载台42以及分别设置在仿形载台42两侧的压块组件43。
25.具体的,所述仿形载台42用于放置产品壳体,所述压块组件43用于将产品壳体压紧在仿形载台42上。
26.在上述基础上,如图2所示,所述压块组件43包括压块431、连杆432、固定在底板41上的压块支座433以及固定在压块支座433上的第一气缸434,所述连杆432的两端分别与压块431和压块支座433铰接,所述第一气缸434的活塞杆与压块431远离仿形载台42的一端铰接。
27.工作时,将产品壳体放置在仿形载台42上,第一气缸434的活塞杆伸长,压块431在杠杆力的作用下压紧在产品壳体上。
28.上述方式,通过压块组件43的设置,作业时,产品壳体不容易发生晃动,可以有效提高产品的热套精度。
29.在上述基础上,如图3所示,所述加热组件6包括z轴直线模组、固定在z轴直线模组61输出端上的加热模块,所述加热模块包括加热柱62,所述加热柱62内设置有加热线圈,所述加热柱62位于x轴直线模组3的一侧,并位于y轴直线模组2的上方。
30.具体的,所述机架1和z轴直线模组均固定在外部机台上,工作时,加热柱纵向升降即可伸入或伸出产品壳体。
31.在上述基础上,如图4至图6所示,所述压头组件包括固定在机架1上的龙门架71、滑动连接在龙门架71上的压板72以及固定在龙门架71上的第二气缸73,所述第二气缸73的输出端与压板72固定连接,靠近底座工装4一侧的所述压板72上固定有连接架74,所述连接架74上滑动连接有压头架75,所述压头架75远离连接架74的一端固定有压头板76,所述压头板76上固定有卡套77,所述卡套77的侧壁与压头板76连通设置有滑槽,所述滑槽沿卡套77的周向环形阵列设置为三个,每个所述滑槽内均设置有膨胀块78,所述连接架74上设置有用于驱动三个膨胀块78径向张开或收缩的三爪气动夹盘79,所述三爪气动夹盘79的三个输出端分别与三个膨胀块78固定连接,所述连接架74与压头架75之间设置有缓冲弹簧8。
32.需要注意的是,所述三爪气动夹盘79为现有技术,在本实施例中不做赘述。
33.工作过程中,当需要取待料载具5上的产品芯环时,待料载具5带动产品芯环移动至卡套77的正下方,第二气缸73带动卡套77伸入至产品芯环内,三爪气动夹盘79驱动三个膨胀块78胀开并抵紧在产品芯环的内侧壁上;当需要将产品芯环压装至产品壳体内时,底座工装4对位,第二气缸73继续带动产品芯轴套入产品壳体内,三个膨胀块78向内收回,不会对卡套77的复位造成干扰。
34.上述方式,通过压头组件的设置,集成了产品抓取及压装的能力,具有结构简单,工作效率高的优点。
35.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。