1.本发明涉及纤维增强复合材料技术领域,尤其涉及一种连续碳纤维增强热固性树脂预浸丝及其制备方法和应用。
背景技术:
2.通常将纤维或织物浸渍在具有一定粘度的熔融基体后,再经过冷却、干燥和收丝,最终制备成复合材料预浸丝,其强度高、重量轻,可广泛应用于航空航天、军事材料、运动器材等领域。目前常用的纤维为玻璃纤维等热塑性材料,但是针对高温场所或者需要快速传热的3d打印应用领域,需要材料具有良好的耐热性及导热性,热塑性材料的低熔点特性限制了其在高温环境中的应用。
3.在现有的纤维中,沥青基碳纤维具有良好的导热性,导热系数可以达到800w/m
·
k以上,甚至超过1000w/m
·
k,远高于金属铝和金属铜,能够适应高温环境的需求。但是,沥青基碳纤维由于高度碳化呈现高导热性的同时又导致很高的脆性,因此,无论是在预浸丝制备过程还是3d打印成型过程中,都非常容易折断,加大了材料制备和成型的难度,这也是目前沥青基碳纤维无法用于3d打印成型的主要技术瓶颈。
4.因此,亟需一种可用于3d打印成型的沥青基碳纤维增强复合材料预浸丝。
技术实现要素:
5.本发明的目的在于提供一种连续碳纤维增强热固性树脂预浸丝及其制备方法和应用。本发明提供的碳纤维增强热固性树脂预浸丝能够用于3d打印,且具有较好的导热性能。
6.为了实现上述发明目的,本发明提供以下技术方案:
7.本发明提供了一种连续碳纤维增强热固性树脂预浸丝,包括由内而外依次设置的碳纤维束、热塑性橡胶和热固性树脂;
8.所述碳纤维束由碳纤维经粘结剂粘结而成;
9.所述热塑性橡胶包裹在所述碳纤维束的外部以及浸渍于所述碳纤维束的内部;
10.所述热固性树脂包裹在所述热塑性橡胶的外部。
11.优选地,所述连续碳纤维增强热固性树脂预浸丝中碳纤维束的体积分数为1~50%。
12.优选地,所述连续碳纤维增强热固性树脂预浸丝中热塑性橡胶的体积分数为20~70%。
13.优选地,所述热塑性橡胶包括聚氨酯橡胶、聚烯烃弹性体或聚酯橡胶。
14.优选地,所述热固性树脂包括树脂基体、固化剂和石墨烯。
15.优选地,所述树脂基体包括环氧树脂、酚醛树脂、不饱和聚酯树脂或聚酰亚胺。
16.优选地,树脂基体、固化剂和石墨烯的质量比为100:(1~15):(0.1~1)。
17.优选地,所述连续碳纤维增强热固性树脂预浸丝中热固性树脂的体积分数为10~
40%。
18.本发明提供了上述技术方案所述连续碳纤维增强热固性树脂预浸丝的制备方法,包括以下步骤:
19.(1)采用粘结剂对碳纤维丝进行上浆,得到碳纤维束;
20.(2)将所述步骤(1)得到的碳纤维束浸渍到熔融的热塑性橡胶后进行干燥,得到热塑性橡胶包裹的碳纤维束;
21.(3)将所述步骤(2)得到的热塑性橡胶包裹的碳纤维束浸渍到熔融的热固性树脂,得到连续碳纤维增强热固性树脂预浸丝。
22.本发明还提供了上述技术方案所述的连续碳纤维增强热固性树脂预浸丝或按照上述技术方案所述制备方法制备的连续碳纤维增强热固性树脂预浸丝在3d打印中的应用。
23.本发明提供了一种连续碳纤维增强热固性树脂预浸丝,包括由内而外依次设置的碳纤维束、热塑性橡胶和热固性树脂;所述碳纤维束由碳纤维经粘结剂粘结而成;所述热塑性橡胶包裹在所述碳纤维束的外部以及浸渍于所述碳纤维束的内部;所述热固性树脂包裹在所述热塑性橡胶的外部。本发明采用粘结剂对纤维束进行梳理和收束,得到聚拢不分散的碳纤维束,然后采用热塑性橡胶包裹碳纤维束以增加碳纤维的韧性,同时少量热塑性橡胶浸渍到纤维束内部,以实现纤维丝间的有效粘结,进而避免在使用过程中纤维束发生断裂,有效地解决了碳纤维表面较脆容易折断,不易于浸渍拉丝的难题,最后包裹热固性树脂,提高预浸丝的耐高温性能。实施例的结果显示,本发明提供的预浸丝不易断裂,能够用于3d打印,且导热率达到40.594w/m
·
k,具有良好的导热性能。
附图说明
24.图1为本发明实施例1的制备方法流程及连续碳纤维增强热固性树脂预浸丝的结构示意图;
25.图2为本发明实施例1中步骤(1)的设备示意图;
26.图3为本发明实施例1中步骤(2)的设备示意图;
27.图4为本发明实施例1中步骤(3)的设备示意图;
28.图5为本发明实施例1连续碳纤维增强热固性树脂预浸丝的宏观图;
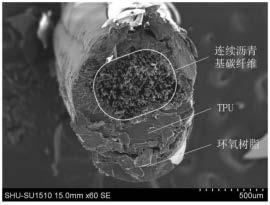
29.图6为本发明实施例1连续碳纤维增强热固性树脂预浸丝的sem图。
具体实施方式
30.本发明提供了一种连续碳纤维增强热固性树脂预浸丝,包括由内而外依次设置的碳纤维束、热塑性橡胶和热固性树脂;
31.所述碳纤维束由碳纤维经粘结剂粘结而成;
32.所述热塑性橡胶包裹在所述碳纤维束的外部以及浸渍于所述碳纤维束的内部;
33.所述热固性树脂包裹在所述热塑性橡胶的外部。
34.本发明提供的连续碳纤维增强热固性树脂预浸丝包括碳纤维束。
35.在本发明中,所述碳纤维束由碳纤维经粘结剂粘结而成。
36.在本发明中,所述碳纤维优选为连续沥青基碳纤维。在本发明中,所述沥青基碳纤维具有良好的导热性。
37.在本发明中,所述粘结剂优选包括聚乙烯醇乳液、丙烯酸乳液或水性聚氨酯。在本发明中,所述粘结剂用于对碳纤维丝进行梳理和收束,得到聚拢不分散的碳纤维束。
38.在本发明中,所述碳纤维束中粘结剂和碳纤维束的体积比优选为(1~5):100,更优选为(1~3):100。本发明将粘结剂和碳纤维束的体积比限定在上述范围内,能够使得碳纤维束内部的空隙较少。
39.在本发明中,所述连续碳纤维增强热固性树脂预浸丝中碳纤维束的体积分数优选为1~50%,更优选为5~40%,最优选为6~15%。本发明将连续碳纤维增强热固性树脂预浸丝中碳纤维束的体积分数限定在上述范围内,能够使得预浸丝具有较高的导热性能。
40.本发明提供的连续碳纤维增强热固性树脂预浸丝还包括热塑性橡胶。
41.在本发明中,所述热塑性橡胶包裹在所述碳纤维束的外部以及浸渍于所述碳纤维束的内部。
42.在本发明中,所述热塑性橡胶优选包括聚氨酯橡胶、聚烯烃弹性体或聚酯橡胶。在本发明中,所述热塑性橡胶能够增加碳纤维的韧性,同时少量热塑性橡胶浸渍到纤维束内部,以实现纤维丝间的有效粘结,进而避免在使用过程中纤维束发生断裂,有效地解决了碳纤维表面较脆容易折断,不易于浸渍拉丝的难题。
43.在本发明中,所述连续碳纤维增强热固性树脂预浸丝中热塑性橡胶的体积分数优选为20~70%,更优选为30~70%,最优选为50~70%。本发明将连续碳纤维增强热固性树脂预浸丝中热塑性橡胶的体积分数限定在上述范围内,能够进一步增加碳纤维的韧性,避免发生断裂。
44.本发明提供的连续碳纤维增强热固性树脂预浸丝还包括热固性树脂。
45.在本发明中,所述热固性树脂包裹在所述热塑性橡胶的外部。
46.在本发明中,所述热固性树脂优选包括树脂基体、固化剂和石墨烯。在本发明中,所述热固性树脂包裹在预浸丝最外面,能够提高预浸丝的耐高温性能,其中的石墨烯能够进一步提高其导热性能。
47.在本发明中,所述树脂基体优选包括环氧树脂、酚醛树脂、不饱和聚酯树脂或聚酰亚胺,更优选为环氧树脂。
48.在本发明中,所述固化剂优选包括双氰胺固化剂或2,4,6-三(二甲胺基甲基)苯酚dmp-30固化剂。本发明将树脂基体和固化剂的种类限定在上述范围内,能够使得树脂基体具有较快的固化速率。
49.在本发明中,所述树脂基体、固化剂和石墨烯的质量比优选为100:(1~15):(0.1~1),更优选为100:(3~12):(0.2~0.8),最优选为100:(4~10):(0.4~0.6)。本发明将树脂基体、固化剂和石墨烯的质量比限定在上述范围内,能够使得热固性树脂具有适宜的固化时间和流动性,提高浸渍效果和预浸丝的3d打印性。
50.在本发明中,所述连续碳纤维增强热固性树脂预浸丝中热固性树脂的体积分数优选为10~40%,更优选为20~40%,最优选为30~40%。本发明将连续碳纤维增强热固性树脂预浸丝中热固性树脂的体积分数限定在上述范围内,能够进一步提高预浸丝的导热性能和耐高温性能。
51.本发明采用粘结剂对纤维束进行梳理和收束,得到聚拢不分散的碳纤维束,然后采用热塑性橡胶包裹碳纤维束以增加碳纤维的韧性,同时少量热塑性橡胶浸渍到纤维束内
部,以实现纤维丝间的有效粘结,进而避免在使用过程中纤维束发生断裂,有效地解决了碳纤维表面较脆容易折断,不易于浸渍拉丝的难题,最后包裹热固性树脂,提高预浸丝的耐高温性能,控制各组分的组成和用量等,进一步提高预浸丝的导热性能和3d打印性能。
52.本发明提供了上述技术方案所述连续碳纤维增强热固性树脂预浸丝的制备方法,包括以下步骤:
53.(1)采用粘结剂对碳纤维丝进行上浆,得到碳纤维束;
54.(2)将所述步骤(1)得到的碳纤维束浸渍到熔融的热塑性橡胶后进行干燥,得到热塑性橡胶包裹的碳纤维束;
55.(3)将所述步骤(2)得到的热塑性橡胶包裹的碳纤维束浸渍到熔融的热固性树脂,得到连续碳纤维增强热固性树脂预浸丝。
56.如无特殊说明,本发明对所述各组分的来源没有特殊的限定,采用本领域技术人员熟知的市售产品即可。
57.本发明采用粘结剂对碳纤维丝进行上浆,得到碳纤维束。
58.本发明对所述碳纤维丝的直径没有特殊的限定,采用本领域技术人员熟知直径的碳纤维丝即可。
59.本发明对所述上浆的操作没有特殊的限定,采用本领域技术人员熟知的上浆的技术方案即可。
60.在本发明中,所述上浆的设备优选如图2所示,碳纤维丝依次经过粘结剂浸渍槽、干燥和收丝设备,得到碳纤维束。
61.得到碳纤维束后,本发明将所述碳纤维束浸渍到熔融的热塑性橡胶后进行干燥,得到热塑性橡胶包裹的碳纤维束。
62.在本发明中,所述熔融的热塑性橡胶的温度优选为200~220℃,更优选为210℃。
63.在本发明中,所述浸渍的时间优选为5~20s,更优选为8~16s。
64.在本发明中,所述干燥的温度优选为80~120℃,更优选为100℃。
65.在本发明中,所述碳纤维束浸渍到熔融的热塑性橡胶后进行干燥,得到热塑性橡胶包裹的碳纤维束的设备优选如图3所示,碳纤维束依次通过热塑性橡胶浸渍槽和收丝设备,其中浸渍槽和收丝设备之间具有一定的距离,足够熔融的热塑性橡胶凝固。
66.得到热塑性橡胶包裹的碳纤维束后,本发明将所述热塑性橡胶包裹的碳纤维束浸渍到熔融的热固性树脂,得到连续碳纤维增强热固性树脂预浸丝。
67.在本发明中,所述熔融的热固性树脂的制备方法优选为:将树脂基体、固化剂和石墨烯混合进行加热。
68.在本发明中,所述熔融的热固性树脂的温度优选为80~120℃,更优选为100℃。
69.在本发明中,所述浸渍的时间优选为1~10s,更优选为5~8s。
70.浸渍完成后,本发明优选将所述浸渍的产物进行固化,得到连续碳纤维增强热固性树脂预浸丝。
71.本发明对所述固化的操作没有特殊的限定,采用本领域技术人员熟知的热固性树脂的固化方式即可。
72.在本发明中,所述热塑性橡胶包裹的碳纤维束浸渍到熔融的热固性树脂,得到碳纤维增强热固性树脂预浸丝的设备优选如图4所示,碳纤维束依次通过热固性树脂浸渍槽
和收丝设备,其中浸渍槽和收丝设备之间具有一定的距离,足够熔融的热固性树脂固化。
73.本发明所述连续碳纤维增强热固性树脂预浸丝的制备方法及制备得到的预浸丝的结构优选如图1所示,纤维丝进行上浆得到纤维束,然后采用热塑性橡胶进行纤维增韧,然后浸渍热固性树脂,得到连续碳纤维增强热固性树脂预浸丝,其中1为沥青基纤维,2为热塑性橡胶增韧层,3为热固性树脂增强层。
74.本发明还提供了上述技术方案所述的连续碳纤维增强热固性树脂预浸丝或按照上述技术方案所述制备方法制备的连续碳纤维增强热固性树脂预浸丝在3d打印中的应用。
75.本发明对所述连续碳纤维增强热固性树脂预浸丝在3d打印中的应用的操作没有特殊的限定,采用本领域技术人员熟知的连续碳纤维增强热固性树脂预浸丝在3d打印中的应用的技术方案即可。
76.下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
77.实施例1
78.本实施例连续碳纤维增强热固性树脂预浸丝由由内而外依次设置的碳纤维束、热塑性聚氨酯橡胶和热固性树脂组成;所述碳纤维束由连续沥青基碳纤维经水性聚氨酯粘结剂粘结而成;所述热塑性聚氨酯橡胶包裹在所述碳纤维束的外部以及浸渍于所述碳纤维束的内部;所述热固性树脂包裹在所述热塑性橡胶的外部;所述热固性树脂由环氧树脂e-20、双氰胺固化剂和石墨烯组成;其中碳纤维增强预浸丝中碳纤维束的体积分数为8.2%、热塑性聚氨酯橡胶的体积分数为61.2%、热固性树脂的体积分数为30.6%;
79.制备流程及制备的预浸丝的结构如图1所示,制备方法为:(1)采用如图2所示的设备,将1千根连续沥青基碳纤维丝(单丝直径12μm)通过水性聚氨酯的浸渍槽(粘度320mpa
·
s、固含量为32%),在拉丝的过程中使用热风枪干燥,干燥温度为220℃,再由主动收丝设备以1.2r/min的速度收集,收束后碳纤维束的直径为0.6mm,碳纤维束中聚氨酯和碳纤维丝的体积比为1.2:100;
80.(2)采用如图3所示的设备,将步骤(1)得到的碳纤维束通过熔融的聚氨酯橡胶(硬度为95a、拉伸强度为250kgf/cm2、熔融指数为20g/10mins)浸渍槽(浸渍时间为8s),其中熔融的聚氨酯橡胶的温度为210℃,然后通过直径为1.2mm的浸渍槽喷嘴由主动收丝设备以1.2r/min的速度收集,然后放入电热鼓风干燥箱中100℃干燥5min;
81.(3)采用如图4所示的设备,将环氧树脂e-20、双氰胺固化剂和石墨烯按照100:4:0.5的质量比混合加入浸渍槽中,其中双氰胺固化剂的熔点为210℃,石墨烯粒度d50为8um、压片电阻为5.6mω
·
cm,将步骤(2)得到的含有聚氨酯橡胶的纤维束通过浸渍槽,其中浸渍槽温度为100℃,浸渍时间为5s,通过1.5mm喷嘴之后由主动收丝设备以1.2r/min的速度收集,得到连续碳纤维增强热固性树脂预浸丝。
82.测试实施例1预浸丝的导热率为40.549w/m
·
k,具有良好的导热性能。
83.实施例1预浸丝的宏观图如图5所示,预浸丝的sem图如图6所示。
84.实施例2
85.将实施例1步骤(3)中环氧树脂e-20、双氰胺固化剂和石墨烯的质量比替换为100:
5:0.5,其他参数均与实施例1相同。
86.实施例3
87.将实施例1步骤(3)中的树脂体系替换为环氧树脂e-44、dmp-30固化剂(25℃粘度为80-200mpa
·
s)和石墨烯,其质量比为100:12:0.5,其他参数均与实施例1相同。
88.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
