1.本技术涉及激光熔覆加工领域,尤其是涉及一种巴氏合金激光熔覆加工方法,此外,本技术还涉及一种巴氏合金激光熔覆件。
背景技术:
2.激光熔覆技术是指在被涂覆基体表面上放置设定的涂层材料,经激光辐照使之和基体表面薄层共同熔化,凝固后形成稀释度极低并与基体材料成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、 抗氧化及电器特性等的工艺方法。激光熔覆技术是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术,它可以在廉价金属基材上熔覆具有特定功能的稀有金属材料,制备出高性能的合金表面而不影响基体的性质,在提供高的表面性能的同时降低成本,节约贵重稀有金属材料。
3.巴氏合金是一种软基体上分布着硬颗粒相的低熔点轴承合金,软相基体使合金具有非常好的嵌藏性、顺应性和抗咬合性,并在磨合后,软基体内凹,硬质点外凸,使滑动面之间形成微小间隙,成为贮油空间和润滑油通道,利于减摩;外凸的硬质点起支承作用,有利于承载。巴氏合金因具备膨胀系数小、导热性好、耐腐蚀性及减磨性能优良等特性,广泛用作制备船舶、汽车及大型机械主轴的轴瓦、轴承、衬套等零件的工作面的材料,例如,作为钢厂轧机重要组成部件的油膜轴承,其衬套工作面多采用巴氏合金材料加工形成。
4.巴氏合金目前主要采用浇铸工艺加工覆盖在零件基体材料上,形成零件的工作面。传统的静态浇铸法主要包括基体的清洗与挂锡、合金的熔化、合金的浇铸与冷却等工艺步骤,操作过程复杂,且巴氏合金层易产生晶粒粗大、成分偏析、裂纹、缩孔、渣孔和脱壳等缺陷,严重影响巴氏合金的使用性能;同时,浇铸过程热输入大,钢体变形大,合金层浇铸厚度相对较厚,后期机加工去除量大,造成材料的浪费。近来也出现了采用巴氏合金粉进行激光熔覆的工艺,但是由于巴氏合金的熔点较低,一般远低于基体材料熔点,若采用传统的激光熔覆方法,使基材和巴氏合金粉末同时吸收激光能量而熔化,则极易造成巴氏合金的烧蚀氧化。现有的技术改进是先使用喷涂或预置粉末的方法,在基材表面形成机械结合的巴氏合金层,再使用较低功率的激光熔化巴氏合金,并与与基体产生一定冶金结合,这种方法对于熔覆层的厚度限制较大,增加厚度易造成结合不良,熔覆层整体脱落;为了形成加厚的巴氏合金层,专利申请cn108570674a和cn107803501a采用了多层叠加熔覆及重熔的加工方法,但这些方法均增加了熔覆层制备的工序,增加了工艺的复杂性,提高了加工成本,降低了加工的效率。
5.针对上述中的相关技术,发明人认为存在巴氏合金激光熔覆工序复杂效率低下的问题。
技术实现要素:
6.为了解决巴氏合金激光熔覆效率低下的问题,本技术提供一种巴氏合金激光熔覆加工方法。
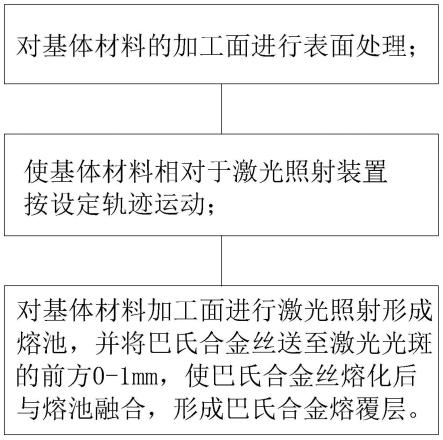
7.本技术提供的巴氏合金激光熔覆加工方法采用如下的技术方案:一种巴氏合金激光熔覆加工方法,包括如下步骤:对基体材料的加工面进行表面处理;使所述基体材料相对于激光照射装置按设定轨迹运动;使用所述激光照射装置在所述基体材料的加工面上进行激光照射,形成基体材料熔池,并将巴氏合金丝送至激光照射所形成的激光光斑在所述轨迹方向上的前方0-1mm,使得所述巴氏合金丝在所述基体材料的加工面熔化,并与所述熔池融合形成巴氏合金熔覆层。
8.通过采用上述技术方案,通过将巴氏合金丝送至激光光斑移动方向前方0-1mm的方法,使得巴氏合金丝在激光光斑在基体材料上所形成的基体材料熔池附近热传导和热辐射的作用下熔化,由于激光没有直接照射在巴氏合金丝上,不会造成巴氏合金的烧蚀;当激光光斑相对于基材向前运动时,激光光斑照射在已经充分熔化并铺展到基材表面的巴氏合金上,巴氏合金上的热量能够快速扩散到基材中而不易产生烧蚀,既避免了高功率激光对巴氏合金丝的直接照射所引起的气化,又能够保证熔化在基体材料表面的巴氏合金材料的量。本技术的巴氏合金激光熔覆加工方法,通过单次加工就能够使得巴氏合金熔覆层的厚度到达2mm以上,且巴氏合金熔覆层的厚度均匀,为后续机械加工后形成2mm的巴氏合金熔覆层提供了保证,且巴氏合金材料利用率高,激光熔覆加工效率高。
9.在一个具体的可实施方案中,所述表面处理的方法为,使用丙酮或者无水乙醇清洗所述基体材料的加工面。
10.通过采用上述技术方案,能够去除基体材料表面的杂质和油污,促进巴氏合金材料与基体材料之间的冶金结合,增加巴氏合金熔覆层与基体材料之间的结合力。
11.在一个具体的可实施方案中,使激光沿垂直于所述基体材料加工面的方向进行照射,将所述巴氏合金丝沿与激光照射方向成45-60
º
夹角的方向送至所述基体材料的加工面。
12.通过采用上述技术方案,激光沿垂直于所述基体材料加工面的方向进行照射,基体材料在激光照射下升温效果更好,基体材料熔池稳定性高。巴氏合金丝沿与激光照射方向45-60
º
夹角的方向送至基体材料的加工面,能够防止巴氏合金送丝机构与激光头之间的干涉,45-60
º
的送丝方向,有利于送丝的稳定性,巴氏合金丝的顺应性也更好。
13.在一个具体的可实施方案中,所述基体材料相对于所述激光照射装置的运动速率为8-20mm/s。
14.通过采用上述技术方案,基体材料相对于激光照射装置以8-20mm/s的速率运动,激光束能够在基体材料表面形成合适深度的熔池,并能够保证熔池向周边基体材料的热传导所形成的温度,能够将周边区域的巴氏合金材料熔化,防止激光束直接照射在未熔化的巴氏合金材料上,造成巴氏合金材料的气化。
15.在一个具体的可实施方案中,所述巴氏合金丝的直径为1.5-3mm,所述巴氏合金丝的送丝速度为1-8m/min。
16.通过采用上述技术方案,通过控制巴氏合金丝的直径及送丝速度,能够控制巴氏合金材料在基体材料加工面的熔化量,从而控制巴氏合金熔覆层的厚度,并能够控制巴氏合金丝的熔化速度。
17.在一个具体的可实施方案中,控制所述基体材料相对于所述激光照射装置的运动轨迹,使得相邻的运动轨迹上所形成的巴氏合金熔覆层之间的搭接率为30-50%。
18.通过采用上述技术方案,通过控制相邻运动轨迹上所形成的巴氏合金熔覆层之间的搭接率,能够防止单个运动轨迹上巴氏合金熔覆层边缘部分深度不足,保证巴氏合金熔覆层的整体均匀性。
19.在一个具体的可实施方案中,所述基体材料为油膜轴承衬套,所述加工面为所述油膜轴承衬套的内表面,所述油膜轴承衬套周向旋转,且所述激光照射装置沿所述油膜轴承衬套的轴向移动。
20.通过采用上述技术方案,能够在油膜轴承衬套的内表面形成螺旋形的巴氏合金激光熔覆加工轨迹,从而完成对油膜轴承衬套内表面的巴氏合金激光熔覆加工,提高油膜轴承衬套内表面的导热、减磨、耐腐蚀性能。
21.在一个具体的可实施方案中,所述激光头沿所述油膜轴承衬套的轴向摆动,所述激光头的摆动频率为3-8hz,所述激光光斑的摆动幅度为1-3mm。
22.通过采用上述技术方案,能够在油膜轴承衬套的内表面形成轴向宽度更宽的熔池,从而增加单个运动轨迹上所形成的巴氏合金熔覆层的宽度,并且由于激光光斑的轴向摆动,降低了单位面积上的能量输入,使得巴氏合金丝可以充分熔化并铺展到基材表面而不会产生烧损,提高巴氏合金激光熔覆的效果。
23.在一个具体的可实施方案中,所使用的激光的功率为2000-6000w,所述激光光斑的直径为3-5mm。
24.通过采用上述技术方案,能够控制在基体材料表面所形成的熔池的大小和深度,从而在基体材料的表面形成厚度为2-3mm的巴氏合金熔覆层,并提高巴氏合金激光熔覆加工的效率。
25.本技术提供的巴氏合金激光熔覆件采用如下的技术方案:一种本技术的巴氏合金激光熔覆件,包括基体材料和巴氏合金熔覆层,所述巴氏合金熔覆层根据本技术的巴氏合金激光熔覆加工方法加工形成。
26.通过采用上述技术方案,本技术的巴氏合金激光熔覆件,巴氏合金熔覆层的晶体特征好,减少了结构缺陷,且巴氏合金熔覆层与基底材料之间的冶金结合更好,材料消耗小,加工效率高。
27.综上所述,本技术包括以下至少一种有益技术效果:1.通过将巴氏合金丝送至激光光斑前方0-1mm的方法,使得巴氏合金丝能够在基体材料熔池外在熔池热传导和热辐射的作用下熔化,散布在基体材料的表面,并随着激光光斑在基体材料表面的移动融合到基体材料熔池中,形成巴氏合金熔覆层,在避免激光光束对巴氏合金丝直接照射导致气化的同时,保证了熔覆到基体材料表面的巴氏合金的量,和巴氏合金熔覆层的厚度,在保留激光熔覆工艺所形成的熔覆层厚度均匀的特征的同时,避免了使用巴氏合金粉进行激光熔覆加工需要进行多层叠加加工的缺陷,有效提高了巴氏合金激光熔覆加工的效率;2.利用对基体材料运动速度和运动轨迹、巴氏合金丝的直径和送丝速度以及激光功率和光斑大小的控制,能够有效控制巴氏合金熔覆层单次加工宽度、加工深度和均匀性,提高巴氏合金熔覆层的结构质量和加工效率;3.利用激光光斑的摆动,能够在基体材料上形成宽度更宽的熔池,并能够通过在熔池中融入更多的巴氏合金丝,在单个运动轨迹上形成宽度更宽的巴氏合金熔覆层,提高
本技术的巴氏合金激光熔覆加工方法的加工效率。
附图说明
28.图1为本技术一个实施例的流程框图。
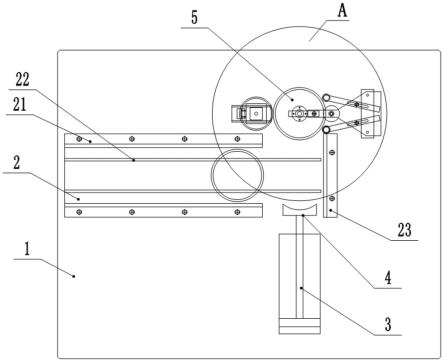
29.图2为本技术一个实施例的加工状态示意图。
30.附图标记说明:1、激光光斑;2、巴氏合金丝;3、送丝装置;4、激光头;41、激光头安装臂;42、摆动装置;5、油膜轴承衬套;51、巴氏合金熔覆层。
具体实施方式
31.下面结合附图对本技术的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本技术,并不用于限制本技术。
32.在本技术中,在未作相反说明的情况下,使用的方位词如“上、下”所指示的方位或位置关系是基于本技术的附图所示的方位或位置关系,对于本技术中各零部件的方位及位置关系的描述与此相同。
33.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或者是一体连接;可以是直接连接,也可以是通过中间媒介间接连接,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
34.本技术的巴氏合金激光熔覆加工方法的一个实施例,如图1和图2所示,包括如下步骤:对基体材料的加工面进行表面处理。通过对基体材料的加工面进行表面处理,能够增加熔覆材料与基体材料之间的结合性,使得巴氏合金熔覆层与基体材料之间结合更加紧密,防止巴氏合金层的剥落。对基体材料的加工面进行表面处理可以采用多种方法来进行,如:对基体材料的加工面使用物理或者化学的方法进行清洁、对基体材料的加工面进行机械加工、在基体材料的加工面进行挂锡等。
35.使所述基体材料相对于激光照射装置按设定轨迹运动。基体材料相对于激光照射装置的运动可以由基体材料的运动形成,也可以由激光照射装置的运动形成,还可以由基体材料与激光照射装置同时运动叠加形成。基体材料相对于激光照射装置的运动轨迹可以根据基体材料的形状和激光照射装置的结构特征进行设定,本技术对该运动轨迹的具体形状不作限制,但激光照射所形成的光斑的沿该运动轨迹扫描所形成的扫描面至少覆盖基体材料的整个加工面,以能够在基体材料的加工面形成覆盖整个加工面的巴氏合金激光熔覆层。本技术中所说的激光照射装置指的是激光束射出,照射向基体材料的装置,如射出激光的激光头、激光传导装置的出光口等。
36.使用激光照射装置对所述基体材料的加工面进行激光照射,激光束照射在基体材料的加工面上形成激光光斑1,激光光斑1范围内的基体材料表面在激光的作用下熔化,形成基体材料熔池。将巴氏合金丝2送至激光光斑1在基体材料相对于激光照射装置的运动轨迹方向上的前方0-1mm,且巴氏合金丝2接近激光光斑1的一侧边缘距离激光光斑1的边缘的最小距离为0-1mm。当巴氏合金丝2接触到基体材料的表面时,巴氏合金丝2在基体材料熔池
热传导和热辐射的作用下升温,达到巴氏合金的熔点而熔化在基体材料的加工面。随着激光光斑1的移动,激光束照射到巴氏合金熔化区域,进一步将该区域的基体材料表面熔化形成熔池,使得巴氏合金融合到熔池中,凝固后形成巴氏合金熔覆层51。
37.现有的将巴氏合金粉末熔化到基体材料熔池中的巴氏合金激光熔覆加工方法,通常使用气流将巴氏合金粉末吹送到熔池中,而气流吹送的过程中仅有部分巴氏合金粉末能够到达基体材料熔池中,导致熔池中巴氏合金量较低,巴氏合金熔覆层51的厚度较薄,且巴氏合金粉末的利用率较低。而现有的先将巴氏合金粉末涂覆基体材料加工面,再通过激光照射在基体材料表面形成巴氏合金熔覆层51的巴氏合金激光熔覆加工方法,为了使得激光照射到巴氏合金上产生的热量尽快传递到基体材料中,防止巴氏合金的温度过高形成气化烟尘,巴氏合金涂覆层的厚度通常仅有零点几毫米级别,所形成的巴氏合金熔覆层51的厚度达不到所需的要求,通常需要经过多层熔覆方能满足需要,加工工艺复杂,加工成本大。本技术的巴氏合金激光熔覆加工方法先将巴氏合金丝2熔化在激光光斑1范围外的基体材料上,激光束再透过熔化的巴氏合金层照射到基体材料表面,巴氏合金吸收的激光能量较少,且液态巴氏合金中的热量更容易传递到基体材料中,防止了巴氏合金的高温气化,因而能够在基体材料的加工面熔化更多的巴氏合金,通过一次加工就能够形成厚度符合设计要求、结合稳定的巴氏合金熔覆层51。本技术的巴氏合金激光熔覆加工方法,能够对熔点为200-250℃的锡基巴氏合金进行激光熔覆,防止激光直接照射在巴氏合金丝2上造成巴氏合金气化或合金元素烧损,并且能够使得巴氏合金丝2几乎全部熔化在基体材料上,巴氏合金的利用率高。
38.相比于传统的巴氏合金电弧堆焊工艺,本技术的巴氏合金激光熔覆加工方法所形成的巴氏合金层的厚度更加均匀,能够通过更薄的巴氏合金熔覆层51就能够在基体材料加工面形成相同的有效巴氏合金层,减少了巴氏合金的使用量,提高了加工效率。并且能够减小电弧堆焊工艺所引起的基体材料高温变形,提高基体材料的工艺稳定性。
39.在本技术的巴氏合金激光熔覆加工方法的一些实施例中,如图2所示,采用丙酮或者无水乙醇清洗基体材料加工面的方法对基体材料的加工面进行表面处理。丙酮或者无水乙醇的溶解性高,挥发性好,能够较好地去除基体材料加工面上的油污和杂质颗粒,并且不会在基体材料表面残留,不会引起基体材料表面的锈蚀,能够有效提高巴氏合金与基体材料之间的结合性能。相比于传统的挂锡处理,处理工艺简单,能源消耗小,并且减少了重金属锡的使用,更具有环保价值。
40.作为本技术的巴氏合金激光熔覆加工方法的一个优选实施例,如图2所示,从激光照射装置射出的激光束沿垂直于基体材料加工面的方向照射到基体材料的加工面上,送丝装置3将巴氏合金丝2沿与激光照射方向成45-60
º
夹角的方向送至基体材料的加工面。激光沿垂直于基体材料加工面的方向照射到基体材料的加工面上时,所形成的激光光斑1的面积更小,激光照射区域更集中,更利于在基体材料的表面形成熔池。巴氏合金丝2沿与激光束成45-60
º
夹角的方向送向基体材料表面,一方面能够在巴氏合金丝2与基体材料表面接触熔化时形成的巴氏合金丝2与基体材料之间的接触面更大,有利于巴氏合金丝2更快地熔化,并且使得巴氏合金丝2临近激光光斑1部分的厚度更薄,减少巴氏合金的气化,另一方面便于送丝装置3的设置,减小送丝装置3与激光照射装置之间的干涉。
41.在本技术的巴氏合金激光熔覆加工方法的一些实施例中,基体材料相对于激光照
射装置的运动速率为8-20mm/s。8-20mm/s的运动速率使得激光束照射到基体材料的加工面上时,能够形成合适的熔池深度,并且通过熔池的热传导和热辐射,能够在熔池的周边形成合适的温度梯度,使得熔池周边至少1mm的范围的基体材料温度超过巴氏合金的熔点温度,使得接触到基体材料的巴氏合金丝2熔化。通常地,基体材料相对于激光照射装置的运动速率越大,所需要的激光照射功率也越高。
42.在本技术的巴氏合金激光熔覆加工方法的一个优选实施例中,所使用的巴氏合金丝2的直径为1.5-3mm,优选使用直径为1.6mm的巴氏合金丝2。巴氏合金丝2的送丝速度为1-8m/min,优选送丝速度为2m/min。这样就能够控制熔化在基体材料表面的巴氏合金的量,从而控制在基体材料加工面形成的巴氏合金熔覆层51的厚度。
43.作为本技术的巴氏合金激光熔覆加工方法的一种具体实施方式,控制基体材料相对于激光照射装置的运动轨迹,使得激光光斑1在基体材料上沿该运动轨迹扫描所形成的巴氏合金熔覆层51在相邻的运动轨迹上相互搭接,且相邻的运动轨迹所形成的巴氏合金熔覆层51之间的搭接率在30%至50%之间。通常激光光斑1扫描所形成的巴氏合金熔覆层51中间部分的厚度较厚,边缘部分的厚度较薄,通过设置30-50%的搭接率,能够提高在基体材料加工面上形成的整个巴氏合金熔覆层51厚度的均匀性,保证巴氏合金熔覆层51的整体厚度符合后续加工的要求。
44.在本技术的巴氏合金激光熔覆加工方法的一些实施例中,如图2所示,使用的基体材料为油膜轴承衬套5,以油膜轴承衬套5的内表面作为加工面对油膜轴承衬套5进行巴氏合金激光熔覆加工。在加工时先将油膜轴承衬套5安装在转台卡盘上,低速启动转台,使用百分表测油膜轴承衬套内壁的跳动,调节卡盘夹爪,将内壁跳动控制在200um以内。对油膜轴承衬套5的内壁表面进行表面处理后,将带有激光头4的激光头安装臂41伸入油膜轴承衬套5的内园中,调整激光头安装臂41的位置,使得激光头4射出的激光束能够垂直照射在油膜轴承衬套5的内壁一端边缘,调节激光头4的光路保护气出口位置,使得光路保护气出口距离油膜轴承衬套5的内表面约13mm。启动转台,使得油膜轴承衬套5沿x方向以0.2-1r/min的转速周向旋转,控制油膜轴承衬套5内壁的线速度为8-20mm/s,并且控制激光头安装臂41,使得激光头安装臂41沿y方向缓慢运动,带动激光头4沿油膜轴承衬套5的轴向移动,使得油膜轴承衬套5每旋转一圈,激光光斑1扫描所形成的巴氏合金熔覆层51之间的搭接率在30%至50%之间。
45.作为本技术的巴氏合金激光熔覆加工方法的一种具体实施方式,如图2所示,激光头4还沿油膜轴承衬套5的轴向来回摆动,使得激光头4所射出的激光束再油膜轴承衬套5的内壁所形成的激光光斑1沿油膜轴承衬套5的轴向来回摆动。具体地,在激光头4与激光头安装臂41之间设置有摆动装置42,在摆动装置42的来回旋转带动激光头4沿r方向来回摆动,使得激光光斑1沿油膜轴承衬套5的轴向周期性来回摆动。激光头4的摆动频率为3-8hz,激光光斑1的摆动幅度为1-3mm,这样就能够提高激光照射在油膜轴承衬套5的内壁所形成的熔池在油膜轴承衬套5轴向的宽度,形成宽度更宽的巴氏合金熔覆层51轨迹,提高巴氏合金激光熔覆加工的效率。当然,为了形成宽度更宽的巴氏合金熔覆层51轨迹,需要在熔池中熔入更多的巴氏合金材料,这可以通过适当提高巴氏合金丝的送丝速度,在基体材料的表面熔化更多的巴氏合金材料来实现。另一方面,轴向宽度更宽的熔池也能够增加熔池热量在径向方向的热传递,加快与熔池前方基体材料接触的巴氏合金丝的熔化速度,有利于送丝
速度更快的巴氏合金丝的熔化。通常激光光斑1的摆动幅度越大,也要求巴氏合金丝的送丝速度越快。
46.在本技术的巴氏合金激光熔覆加工方法的一些实施例中,激光头4所射出的激光的功率为2000-6000w,调节激光头4上准直镜片配置,使得激光束照射到基体材料的加工面上时所形成的激光光斑1的直径为3-5mm,优选为4mm。
47.在本技术的巴氏合金激光熔覆加工方法的优选实施例中,将各控制参数按照上述实施例中的优选范围进行优化配置,形成超过2.5-3mm厚度的巴氏合金熔覆层51,经过后续的机械加工后,形成2mm厚度的有效巴氏合金熔覆层51,使得油膜轴承衬套5具有优良的减磨性能、更好的耐腐蚀性和更改的导热性能。
48.本技术的巴氏合金激光熔覆件,在基体材料上通过本技术任一实施例的巴氏合金激光熔覆加工方法形成巴氏合金熔覆层51,也具有上述优点。
49.在本技术的描述中,参考术语“一个实施例”、“具体实施例”、
ꢀ“
优选实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本技术中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。