1.本发明涉及激光表面熔覆的技术领域,尤其是涉及一种零速送粉式激光表面熔覆装置及使用该装置的激光表面熔覆方法。
背景技术:
2.激光表面熔覆技术,是在激光束的照射下,使得基体表面铺置的粉末吸收热量后融化,同时基体表面也有部分金属发生融化,随后,液态金属熔池冷却凝固在基体表面形成熔覆层的工艺。
3.激光表面熔覆的热影响区小、稀释率低、组织致密,若将激光熔覆应用于一些廉价的基材表面制备得到高综合性能的表面熔覆层,不仅实现了改善基材性能的目的,还降低了成本,更好地满足了企业的生产效益。
4.激光表面熔覆根据涂层粉末不同的铺置方式,主要分为预置粉末式和送粉式两种。预置式需要将准备好的粉末预先铺置在基材的表面,然后再用激光进行表面熔覆,效率较低,不适用于大规模熔覆和多层熔覆。送粉式相比于预置式效率要高,目前常规的送粉方式为气载送粉,即利用送粉气将粉末吹入熔池,但这样由于送粉气对熔池的扰动以及粉末的初速度容易造成熔池飞溅和产生气孔等缺陷,进而对熔覆层的质量、性能等造成不利影响。
技术实现要素:
5.为此,本发明对送粉式激光熔覆进行了改进,提出一种特殊的送粉装置,使输送的粉末的速度小到可以忽略,极大程度上改善了熔池的稳定性,能够减少熔覆层缺陷,提高表面质量。
6.具体的,本发明提供了一种零速送粉式激光表面熔覆装置,其特征在于:所述激光表面熔覆装置包括激光束发生部、送粉部和工件载置部;所述送粉部包括送粉仓和送粉管;所述送粉仓上设有重力进粉口、气载进粉口、排气口,所述送粉仓内设置减速器;所述送粉管由相互自然过渡连接的直管段和圆弧管段组成;直管段的远离所述圆弧管段的末端与送粉仓联通,所述圆弧管段的远离所述直管段的末端设置有倾斜向下的送粉嘴;所述工件载置部可相对于激光束发生部进行移动和/或相对于自身中心轴线进行转动。
7.进一步优选的,所述圆弧管段为半圆形。
8.进一步优选的,所述直管段的长度与所述圆弧管段的半径之比为1.5-3。
9.进一步优选的,所述减速器为设置在送粉仓内的多层筛网。
10.进一步优选的,所述送粉嘴为扁宽口嘴,所述激光束发生部产生的激光束斑为线性束斑。
11.本发明还提供一种使用上述零速送粉式激光表面熔覆装置的激光表面熔覆方法,其特征在于:1)将待处理工件固定放置于工件载置部上;2)将金属粉末通过重力进粉口或气载进粉口送入送粉仓启动送粉,同时启动激光束发生部产生激光束斑;3)驱动工件载置部相对于激光束斑进行移动和/或相对于自身中心轴线转动,以使得激光束斑对待处理工件表面进行扫描。
12.进一步优选的,送粉量g满足以下公式,,其中,ρ为粉末的密度,k为粉末间隙以及摩擦等其他因素带来的影响的经验常数,取0.5,v为粉末初速度,s为送粉嘴截面面积,按照以下公式估算,,其中,a为直管段长度,b为圆弧管段半径。
13.进一步优选的,所述金属粉末为粒径为20-150μm的球形粉末。
14.进一步优选的,所述工件载置部的移动和转动的线速度在200-600mm/min。
15.进一步优选的,所述激光束斑为长5-20mm、宽0.5-2mm的线性束斑;单层熔覆时扫描的搭接率为10-25%,多层熔覆时扫描的搭接率为20-30%。
16.本发明中零速送粉式激光表面熔覆装置及方法的优点是:第一,本发明保持激光束斑和送粉器不动,采用待处理工件基材移动或转动的方式实现不同区域的表面熔覆,能够消除粉末沿扫描方向的初速度及其不利影响。
17.第二,本发明采用直管、弯管相结合的特殊设计的送粉管嘴,利用弯曲结构抵消重力势能,减少粉末速度。通过上述独特结构,又结合第一点的扫描方式,可将粉末速度减小到忽略不计,实现零速送粉。
18.第三,本发明采用扁口送粉嘴和配套的线性束斑激光头,可以减少熔覆层起伏,提高表面质量。
19.第四,配合本发明的送粉装置,优化了粉末形貌、送粉量、扫描速度和搭接率等熔覆工艺参数,以获得更好的熔覆层性能。
附图说明
20.图1为本发明零速送粉式激光表面熔覆装置的送粉部的结构示意图。
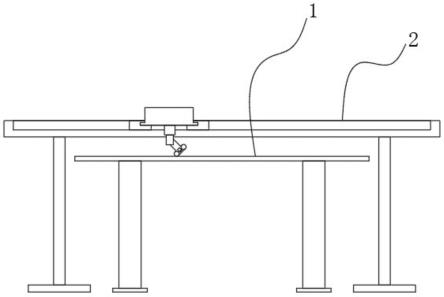
21.图2为本发明零速送粉式激光表面熔覆装置的工件载置部的转动结构示意图。
22.图3为现有激光表面熔覆方法得到熔覆层的示意图。
23.图4为本发明零速送粉式激光表面熔覆方法得到熔覆层的示意图。
24.图5为本发明零速送粉式激光表面熔覆方法的多道熔覆层间错位示意图。
25.图6为本发明实施例1的熔覆层的金相照片。
26.图7为本发明实施例2的熔覆表面的照片。
具体实施方式
27.以下将结合本发明实施例中的附图对本发明实施例中的技术方案进行描述。
28.具体地,本发明的零速送粉式激光表面熔覆装置,主要包括激光束发生部、送粉部和工件载置部。
29.如图1所示,送粉部包括送粉仓7和送粉管5。送粉仓7上设有重力进粉口2、气载进粉口3、排气口4,实施加工时,金属粉末可以选择在重力作用下直接从料筒中经重力进粉口2进入送粉仓7,也可以通过气载的方式通过气载进粉口3将粉送入送粉仓7,气载送粉时打开排气口4排出送粉气。送粉仓内还设置有减速器1,减速器1例如可以是3-5层筛网,通过多层筛网将进入的金属粉末减速,使之进入到送粉管5中时的初速度减小到忽略不计。送粉管5由相互自然过渡连接的直管段(如图1所示其长度为a)和圆弧管段(如图1所示其半径为b)组成,本发明所说的自然过渡可以理解为圆弧管段是自连接处朝着直管段的延长线方向延伸而非向着直管段方向折返延伸,圆弧管段优选延伸至形成半圆形圆弧管,以形成略成“j”形的送粉管5。直管段的远离圆弧管段的末端与送粉仓7联通,圆弧管段的远离直管段的末端设置有倾斜向下的送粉嘴6,如图1右侧局部放大图所示,送粉嘴6中有细小的冷却水管,在激光表面熔覆时冷却送粉嘴6,防止送粉嘴6过热导致金属粉末粘结堵塞送粉嘴。
30.工件载置部可相对于激光束发生部(或者说相对于激光束斑)进行移动和/或相对于自身中心轴线进行转动,以产生激光熔覆需要的扫描运动,从而,保持激光束发生部和送粉嘴6固定不动,使金属粉末没有沿扫描方向的初速度。对块体、板材等平面零件进行表面熔覆时,将零件固定在可以在xyz三维方向移动的平台式工件载置部上。而对管道、圆筒等零件进行表面熔覆时,将零件固定在转台式工件载置部上,同时台式工件载置部可以沿轴向移动,如图2所示。基于此,本发明的工件载置部优选为可更换部件,根据零件的具体情况选择适宜的工件载置部以满足扫描所需的各方向的移动和/或转动,当然,也可以将工件载置部设置为能够实现各种所需运动的整合结构而无需更换。
31.本发明零速送粉式激光表面熔覆装置在送粉时,金属粉末在重力作用下,从减速筛网的底部进入送粉管5,直管段中金属粉末在重力的作用下先进行加速,而进入圆弧管段部分后,金属粉末通过全程摩擦力和后半段的重力进行减速。通过多次试验,并考虑到送粉管5的尺寸,直管段长度a一般设定为圆弧管段的半径b的1.5-3倍左右,具体的,直管段长度a可以为50-100mm,送粉嘴6处粉末的速度v和a、b满足如下的经验公式:(m/s),通过上述设计,能够将送粉嘴6处粉末速度降低到0.1m/s以下,为传统气载送粉粉末速度的10%以下,此时的粉末速度对熔池的影响忽略不计,可视作零速。另外,由于没有送粉气的发散作用,粉末能够更多的进入熔池,可以提高粉末利用率和熔覆层表面质量。为了弥补粉末速度小带来的送粉效率不足的问题,本发明采用扁状宽口送粉嘴6,提高送粉嘴6的面积。送粉嘴6截面可以为长方形,长5-20mm,宽1-3mm,送粉管5截面面积和送粉嘴6截面面积的比例优选设置为2-4,以使二者相适配,送粉管5的直径一般设为5-10mm。送粉量g与送粉嘴截面面积s和粉末初速度v成正比,有如下经验公式:,ρ为粉末的密度,k为粉末间隙以及摩擦等其他因素相关的经验常数,对于钛合金
和不锈钢等金属粉末约为0.5。这里通过测算的送粉量g和实际送粉量可能存在一定偏差,但一般最大不超过15%,能够满足控制的要求。
32.本发明开发了与上述零速送粉式激光表面熔覆装置配套的激光表面熔覆方法。激光熔覆的金属粉末最好选择粒径为20-150μm的球形粉末,更优选粒径80-100μm的球形粉末,球形粉末流动性好,能够避免速度较低时发生堵塞,当然选择机械破碎的粒径80μm左右的金属粉末也可。激光束斑采用线性束斑,其尺寸可以是长为5-20mm,宽度为0.5-2mm,束斑长度最好略大于送粉嘴截面长度以保证粉末完全进入熔池熔化。采用线性束斑和扁状宽口送粉嘴能够使熔覆层更加扁平,提高表面平整度,如图3和图4的示意图所示,图3为现有传统激光熔覆得到的熔覆层形貌,图4为本发明激光熔覆。扫描速度,也即基材移动速度或基材转动线速度,需要控制在200mm/min-600mm/min之间,扫描速度太慢,粉末会堆积,影响熔覆进程,扫描速度过快,会导致熔覆层不连续。单层熔覆搭接率一般为10%-25%,搭接率太小,相邻的两道无法完全搭接,搭接率太大会导致搭接处突起,影响表面质量。多层熔覆搭接率一般为20~30%,并且优选下一层与上一层错开半个道宽,如图5所示,能够最大程度上保证熔覆层平整。具体熔覆的工艺参数(扫描速度、送粉量、光斑大小、搭接率等)根据熔覆材料、基材等在上述范围内进行优选,此处不做约束性限制。
33.实施例:以下实施例均采用直管段a=60mm,圆弧管段b=20mm的送粉管,管径为6mm,采用截面长度为8mm,宽度为1mm的送粉嘴,送粉量为137g/min。
34.实施例1:在27simn钢上制备316l不锈钢单层涂层27simn钢锻件基体表面用砂纸打磨干净用以去除表面氧化膜,然后再用酒精和丙酮洗掉油污,置于50℃烘箱中干燥24小时除潮备用。316l不锈钢粉为等离子旋转电极雾化法(rpep)制成的粒径为80-100μm的球形粉,粉末放入50℃烘箱中干燥24小时。
35.激光束斑选择长10mm,宽1.5mm的线性束斑,激光功率选择2.5kw,基板移动速度选择300mm/min,搭接率选择25%,图6为熔覆层形貌,熔覆层内部无缺陷,和基体结合良好。测定摩擦磨损性能,采用布鲁克umt-2型磨损试验机进行线性往复摩擦磨损性能测试,实验组试样为激光表面熔覆涂层试样,对照组试样为27simn钢基材试样,选择直径为4mm的si3n4陶瓷球为对磨副,实验参数为加载时间10s,振幅2.5mm,试验载荷10n,试验频率2hz/s,单次试验时长30min。基材的平均摩擦系数为0.802,涂层的平均摩擦系数为0.568,较基材降低了29.2%,涂层摩擦磨损损失质量相较于基材降低了87.5%。
36.实施例2:在tc11钛合金锻件上制备单层zrn涂层tc11钛合金锻件基体表面用砂纸打磨干净用以去除表面氧化膜,然后再用酒精和丙酮洗掉油污,置于50℃烘箱中干燥24小时除潮备用。ti粉为等离子旋转电极雾化法(rpep)制成的粒径为80-100μm的球形粉,zrn粉为机械破碎的粒径为35-42μm粉末。ti粉中掺入12%zrn粉,在球磨机(qm-2sp12-cl)上以200r/min的转速旋转1小时用来混合均匀,然后将混合粉末放入50℃烘箱中干燥24小时。
37.激光束斑选择长10mm,宽1mm的线性束斑,激光功率选择3kw,基板移动速度选择500mm/min,搭接率选择20%,图7为熔覆层宏观形貌,表面平整且光洁度好。
38.综上所述,本发明开发了一种零速送粉式激光表面熔覆方法及装置,解决了传统送粉式激光熔覆粉末速度大的问题,改善了熔池的稳定性,能够减少熔覆层缺陷,提高表面质量,为高性能激光熔覆涂层的制备提供了思路。
39.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。