一种脉冲电流辅助轧制不锈钢/cfrtp复合板的方法
技术领域
1.本发明属于金属与非金属复合板加工技术领域,具体涉及一种脉冲电流辅助轧制不锈钢/cfrtp复合板的方法。
背景技术:
2.如今我国工业飞速发展,对于工程材料的应用要求也越来越复杂苛刻。碳纤维增强热塑性复合材料(cfrtp)由于其杰出的力学性能和密度低、耐腐蚀等优点,使其广泛应用于航空航天、军工、民用等轻量化工程制造领域。然而热塑性树脂基体本身易老化、不耐温、易损伤、成本高等缺点大大限制了它的应用。
3.因此将其与金属材料复合在一起,制备出满足诸多高性能指标的复合板成为一种必然选择。不锈钢材料具有抗腐蚀能力强、强韧性好、抗冲击、耐高温等优点,将其与cfrtp材料制成复合板,既可以充分发挥各自优点,又能弥补各自缺点,可以达到1 1大于2的效果。
4.目前,能够实现不锈钢与碳纤维增强热塑性复合材料复合制备的方法主要有热压罐复合法、热板焊接法。其中热压罐方法工序繁杂,制备板材的尺寸受到很大限制,且不能实现连续化自动化,生产效率低。热板焊则存在热板磨损严重、热塑性材料堆积、能耗高、维护费用高等缺点。
技术实现要素:
5.针对目前不锈钢与碳纤维增强热塑性复合材料制备方法效率低,设备维护费用高,难以实现自动化生产的问题,本发明提供了一种脉冲电流辅助轧制不锈钢/cfrtp复合板的方法。
6.为了达到上述目的,本发明采用了下列技术方案:
7.一种脉冲电流辅助轧制不锈钢/cfrtp复合板的方法,将不锈钢板和cfrtp板材的待复合面处理干净后紧密贴合并置于轧机待轧制区,在不锈钢板宽度方向两侧夹持u形电极,使u形电极连接脉冲电源形成电流回路,进行连续化升温轧制,得到不锈钢/cfrtp复合板。
8.进一步,所述u形电极固定于陶瓷支架上。电极设置成u形是为了使不锈钢板上下两面都能与电极接触,这样能提供更多的接触面积,避免了接触不良而导致的接触电阻过高,局部高温烧坏不锈钢板。并且u形能够更稳定的夹持住不锈钢板,使不锈钢板按照预定路径,穿过u形电极,向前通过轧机。
9.进一步,所述不锈钢板在宽度方向上两侧比cfrtp板材多出一部分,用来夹持u形电极。这样做是因为不锈钢板与u形电极接触的部位必定会比其他部位温度高,如果不锈钢板与cfrtp板材等宽,则这一部分温度高的部位也会与cfrtp板材结合,使板材宽度方向上温度和性能不均匀。
10.进一步,电流回路内金属与非电流回路金属接触的部位进行绝缘。为隔绝电流流
向非电流环路金属,将固定u形电极的支架和上轧辊设为陶瓷支架和陶瓷辊,因本试验需要的压下率比较小,而且cfrtp材料树脂基体易变形,因此陶瓷辊完全可以提供所需轧制力。隔绝电流一方面是为了避免造成非试验人员误触带电金属,造成安全事故,另一方面,电流集中加载至不锈钢薄板上,有利于快速升温,提高生产效率,节省能源。
11.进一步,所述u形电极的u形槽宽度大于不锈钢板厚度,且保证不锈钢板能顺滑通过u形电极且与u形电极紧密接触,电极位置尽量靠近轧辊。u形电极与不锈钢板的配合为预紧配合,要求u形电极与不锈钢配合程度不能过松也不能过紧,以保证电流能够顺利流入不锈钢板,且不锈钢板能缓慢通过u形电极。电极尽量靠近轧辊是为了避免电流加热部位降温,温度降低到树脂熔点以下,难以熔化树脂基体,不能实现复合。
12.进一步,所述u形电极为纯铜材质。纯铜导电性好,不易氧化,电阻率低,
13.耐腐蚀性能好,硬度适中,因此u形电极材质选为纯铜。
14.进一步,不锈钢板与cfrtp板材固定方式采用铆钉连接或铝丝缠绕连接。将不锈钢板与cfrtp板左端固定,目的是为了使两种材料对齐进入轧辊,以免轧制过程中因为受力不均而出现两板搓开或者分叉现象,影响两种材料的复合。
15.进一步,所述连续化升温轧制中电流具体参数是:平均电流为40a~50a,电压为30v~35v,频率为200hz~300hz,占空比为50%。该电流参数范围经测试可以使不锈钢在短时间内升温至300℃-500℃,完全可以使树脂基体熔化,达到不锈钢与cfrtp板材复合的效果。
16.进一步,轧制速度为7.9mm/s。该轧制速度既可以让不锈钢板在经过u形电极部位升温至所需温度,又可以让升温部位到轧辊下方时降温后,可以实现两种材料的复合。
17.进一步,两侧夹持u形电极部位不锈钢和未结合部位切割方式为电火花线切割。
18.根据上述任意一项所述的脉冲电流辅助不锈钢/cfrtp复合板的轧制方法制得的不锈钢/cfrtp复合板。
19.与现有技术相比本发明具有以下优点:
20.1.本发明制备的覆不锈钢板的碳纤维增强热塑性复合材料尺寸不受限制,可用于大面积覆金属板热塑性树脂基复合板的一次性成型,具有制备成本低、效率高的优势;
21.2.本发明的加热方法是通过电流的焦耳热效应集中加热待结合区域,没有多余的能量损耗,能耗低,能量利用率高;
22.3.本发明制备覆不锈钢板的碳纤维增强热塑性复合材料能够实现连续化生产,生产速度快,效率高;
23.4.本发明制备覆不锈钢板的碳纤维增强热塑性复合材料由于轧辊向前滚压,实现逐步复合,板间空气逐步挤出,不形成气孔等缺陷,保证了界面结合效果。
附图说明
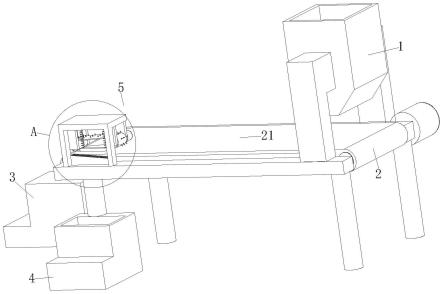
24.图1为本发明的加工制备示意图;
25.图2为本发明加工出的不锈钢/cfrtp复合板外观图;
26.图3为本发明加工出的不锈钢/cfrtp复合板连接界面形貌图;
27.图中:1、轧辊;2、不锈钢板;3、铆钉;4、cfrtp板材;5、陶瓷支架;6、脉冲电源;7、u形电极。
具体实施方式
28.实施例1
29.一种脉冲电流辅助轧制不锈钢/cfrtp复合板的方法,将不锈钢板和cfrtp板材的待复合面处理干净后紧密贴合并置于轧机待轧制区,在不锈钢板宽度方向两侧夹持u形电极,使u形电极连接脉冲电源形成电流回路,进行连续化升温轧制,得到不锈钢/cfrtp复合板。
30.实施例2
31.准备材料:碳纤维增强热塑性复合材料(cfrtp)板材、444不锈钢板、无水乙醇、铆钉;
32.具体如下(如图1所示):碳纤维增强热塑性复合材料(cfrtp)板材,尺寸为50mm
×
15mm
×
2.5mm;444不锈钢板,尺寸为50mm
×
25mm
×
0.1mm;无水乙醇c2h6o;铆钉,直径为2mm。
33.一种脉冲电流辅助轧制不锈钢/cfrtp复合板的制备方法,包括以下步骤:
34.a.对碳纤维增强热塑性复合材料(cfrtp)板材和444不锈钢板的待复合面进行处理:
35.具体为用无水乙醇擦拭cfrtp板材和444不锈钢板的表面及侧面,进行去油污处理;
36.b.使用铆钉将cfrtp板材和444不锈钢板的左侧固定在一起;
37.将cfrtp板材和444不锈钢板按顺序叠放在一起置于钻床操作平台上,选择直径2mm的钻头(适配铆钉直径),进行打孔;然后将铆钉放入孔中,使用铆枪进行铆接,将cfrtp板材和444不锈钢板固定在一起;为消除铆钉突出部位带来的应力集中,使用砂轮打磨机将铆钉突出部分打磨平整;
38.c.架设电流施加系统,连接脉冲电源;
39.使用自行设计的陶瓷支架,将两u形夹持铜电极架于cfrtp板材和444不锈钢板上方30mm处,距轧辊中心纵向距离50mm,将脉冲电源的正负极分别连接至两u形夹持铜电极上,再将444不锈钢板的右端从u形铜电极的槽内穿过,使之形成闭合的电流回路。
40.d.调节辊缝大小为2mm,调节轧制速度7.9mm/s,调节平均电流40a,电压30v,频率200hz,占空比50%;参数调节好后打开轧机和脉冲电源,进行轧制;
41.e.利用电火花线切割,将所制成的试样左端铆接并且未施加电流未结合部位和不锈钢板夹持部位裁切掉,得到合格的不锈钢/cfrtp复合板,如图2所示;
42.f.对合格的不锈钢/cfrtp复合板进行表征分析,分析检测结果,进行表征:
43.将合格的不锈钢/cfrtp复合板放到线切割操作台上,使用线切割,切割出大小相同的规则形状的试样,将切割好的试样使用800目砂纸精细打磨正反面及侧面,使材料正反面及侧面都光滑整洁;对待观察面进行喷金操作,消除扫描电镜观察不导电的树脂基体时的荷电效应;使用sem金相显微镜观察复合板材连接界面结合形貌,对界面结合形貌进行表征。
44.如图3所示:为不锈钢/cfrtp复合板材连接界面的宏观形貌特征图,在电流焦耳热的作用下,cfrtp复合材料的热塑性树脂基体熔化,施加轧制力后,树脂基体发生塑性流动,并与不锈钢板完全贴合,待热塑性树脂基体冷凝后,与不锈钢板粘接在一起,形成牢固连接。
45.实施例3
46.准备材料:碳纤维增强热塑性复合材料(cfrtp)板材、304不锈钢板、无水乙醇、铝丝;
47.具体如下:碳纤维增强热塑性复合材料(cfrtp)板材,尺寸为60mm
×
15mm
×
2.5mm;304不锈钢板,尺寸为60mm
×
25mm
×
0.1mm;无水乙醇c2h6o;铝丝。
48.一种脉冲电流辅助轧制不锈钢/cfrtp复合板的制备方法,包括以下步骤:
49.a.对碳纤维增强热塑性复合材料(cfrtp)板材和304不锈钢板的待复合面进行处理:
50.具体为用无水乙醇擦拭cfrtp板材和304不锈钢板的表面及侧面,进行去油污处理;
51.b.使用铝丝将cfrtp板材和304不锈钢板的左侧固定在一起;
52.c.架设电流施加系统,连接脉冲电源;
53.使用自行设计的陶瓷支架,将两u形夹持铜电极架于cfrtp板材和304不锈钢板上方30mm处,距轧辊中心纵向距离50mm,将脉冲电源的正负极分别连接至两u形夹持铜电极上,再将304不锈钢板的右端从u形铜电极的槽内穿过,使之形成闭合的电流回路。
54.d.调节辊缝大小为2mm,调节轧制速度7.9mm/s,调节平均电流50a,电压35v,频率300hz,占空比50%;参数调节好后打开轧机和脉冲电源,进行轧制;
55.e.利用电火花线切割,将所制成的试样左端铆接并且未施加电流未结合部位和不锈钢板夹持部位裁切掉,得到合格的不锈钢/cfrtp复合板。
56.实施例4
57.准备材料:碳纤维增强热塑性复合材料(cfrtp)板材、201不锈钢板、无水乙醇、铆钉;
58.具体如下:碳纤维增强热塑性复合材料(cfrtp)板材,尺寸为70mm
×
15mm
×
2.5mm;201不锈钢板,尺寸为70mm
×
25mm
×
0.1mm;无水乙醇c2h6o;铆钉,直径为2mm。
59.一种脉冲电流辅助轧制不锈钢/cfrtp复合板的制备方法,包括以下步骤:
60.a.对碳纤维增强热塑性复合材料(cfrtp)板材和201不锈钢板的待复合面进行处理:
61.具体为用无水乙醇擦拭cfrtp板材和201不锈钢板的表面及侧面,进行去油污处理;
62.b.使用铆钉将cfrtp板材和201不锈钢板的左侧固定在一起;
63.将cfrtp板材和201不锈钢板按顺序叠放在一起置于钻床操作平台上,选择直径2mm的钻头(适配铆钉直径),进行打孔;然后将铆钉放入孔中,使用铆枪进行铆接,将cfrtp板材和201不锈钢板固定在一起;为消除铆钉突出部位带来的应力集中,使用砂轮打磨机将铆钉突出部分打磨平整;
64.c.架设电流施加系统,连接脉冲电源;
65.使用自行设计的陶瓷支架,将两u形夹持铜电极架于cfrtp板材和201不锈钢板上方30mm处,距轧辊中心纵向距离50mm,将脉冲电源的正负极分别连接至两u形夹持铜电极上,再将201不锈钢板的右端从u形铜电极的槽内穿过,使之形成闭合的电流回路。
66.d.调节辊缝大小为2mm,调节轧制速度7.9mm/s,调节平均电流45a,电压32v,频率
225hz,占空比50%;参数调节好后打开轧机和脉冲电源,进行轧制;
67.e.利用电火花线切割,将所制成的试样左端铆接并且未施加电流未结合部位和不锈钢板夹持部位裁切掉,得到合格的不锈钢/cfrtp复合板。
68.实施例5
69.准备材料:碳纤维增强热塑性复合材料(cfrtp)板材、414不锈钢板、无水乙醇、铝丝;
70.具体如下:碳纤维增强热塑性复合材料(cfrtp)板材,尺寸为70mm
×
20mm
×
2.5mm;414不锈钢板,尺寸为70mm
×
30mm
×
0.1mm;无水乙醇c2h6o;铝丝。
71.一种脉冲电流辅助轧制不锈钢/cfrtp复合板的制备方法,包括以下步骤:
72.a.对碳纤维增强热塑性复合材料(cfrtp)板材和414不锈钢板的待复合面进行处理:
73.具体为用无水乙醇擦拭cfrtp板材和414不锈钢板的表面及侧面,进行去油污处理;
74.b.使用铝丝将cfrtp板材和414不锈钢板的左侧固定在一起;
75.c.架设电流施加系统,连接脉冲电源;
76.使用自行设计的陶瓷支架,将两u形夹持铜电极架于cfrtp板材和414不锈钢板上方30mm处,距轧辊中心纵向距离50mm,将脉冲电源的正负极分别连接至两u形夹持铜电极上,再将414不锈钢板的右端从u形铜电极的槽内穿过,使之形成闭合的电流回路。
77.d.调节辊缝大小为2mm,调节轧制速度7.9mm/s,调节平均电流48a,电压33v,频率275hz,占空比50%;参数调节好后打开轧机和脉冲电源,进行轧制;
78.e.利用电火花线切割,将所制成的试样左端铆接并且未施加电流未结合部位和不锈钢板夹持部位裁切掉,得到合格的不锈钢/cfrtp复合板。
79.实施例6
80.准备材料:碳纤维增强热塑性复合材料(cfrtp)板材、309不锈钢板、无水乙醇、铆钉;
81.具体如下:碳纤维增强热塑性复合材料(cfrtp)板材,尺寸为80mm
×
20mm
×
2.5mm;309不锈钢板,尺寸为80mm
×
30mm
×
0.1mm;无水乙醇c2h6o;铆钉,直径为2mm。
82.一种脉冲电流辅助轧制不锈钢/cfrtp复合板的制备方法,包括以下步骤:
83.a.对碳纤维增强热塑性复合材料(cfrtp)板材和309不锈钢板的待复合面进行处理:
84.具体为用无水乙醇擦拭cfrtp板材和309不锈钢板的表面及侧面,进行去油污处理;
85.b.使用铆钉将cfrtp板材和309不锈钢板的左侧固定在一起;
86.将cfrtp板材和309不锈钢板按顺序叠放在一起置于钻床操作平台上,选择直径2mm的钻头(适配铆钉直径),进行打孔;然后将铆钉放入孔中,使用铆枪进行铆接,将cfrtp板材和309不锈板固定在一起;为消除铆钉突出部位带来的应力集中,使用砂轮打磨机将铆钉突出部分打磨平整;
87.c.架设电流施加系统,连接脉冲电源;
88.使用自行设计的陶瓷支架,将两u形夹持铜电极架于cfrtp板材和309不锈钢板上
方30mm处,距轧辊中心纵向距离50mm,将脉冲电源的正负极分别连接至两u形夹持铜电极上,再将309不锈钢板的右端从u形铜电极的槽内穿过,使之形成闭合的电流回路。
89.d.调节辊缝大小为2mm,调节轧制速度7.9mm/s,调节平均电流46a,电压33v,频率230hz,占空比50%;参数调节好后打开轧机和脉冲电源,进行轧制;
90.e.利用电火花线切割,将所制成的试样左端铆接并且未施加电流未结合部位和不锈钢板夹持部位裁切掉,得到合格的不锈钢/cfrtp复合板。
91.对比例1——“成本”计算和对比
92.1、热压罐制备不锈钢/cfrtp复合板
93.成本:
[0094][0095]
2、电流辅助轧制不锈钢/cfrtp复合板
[0096]
成本:
[0097][0098][0099]
从成本上讲,电流辅助轧制不锈钢/cfrtp复合板远低于热压罐制备不锈钢/cfrtp复合板,且热压罐每次都需要人工铺料,每次只能加工一块,生产效率低。而电流辅助轧制不锈钢/cfrtp复合板可以连续化轧制。
[0100]
对比例2
[0101]
热板焊接制备不锈钢/cfrtp复合板
[0102]
热板焊接机是通过电热原理控制加热板温度,然后将cfrtp板紧贴加热板,直至表面树脂熔化,将加热板撤除,将cfrtp板与不锈钢板贴合,施加一定压力,达到焊接效果。对比本技术方案,热板焊接机需要更多能量来使加热板升温,始终保持整个加热板在设定温度,而本技术方案只需要加热两电极之间的一小部分不锈钢材料,耗电量远远小于热板焊接机。并且热板焊接机有时会出现温度控制不准确,使树脂基体与加热板粘连的情况,这样就会浪费一块cfrtp板材,并且加热板也需要降温清理,非常影响生产效率,而本技术方案则不会出现这种情况。并且本方案的脉冲电流辅助轧制不锈钢/cfrtp复合板方法可以实现连续化升温 轧制,可以实现自动化生产,减少了人工准备材料、换料的时间,因此,生产效率较热板焊接大大提高。
[0103]
综上,本技术方案相较于热压罐方法在成本控制上提升了大约65.2%,相较于热板焊接方法在降低能耗、能源利用率、生产效率等方面均有明显提高。
[0104]
本发明说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。