1.本发明涉及镜片制造技术领域,具体是涉及一种圆柱面树脂镜片注塑模具。
背景技术:
2.车灯是车辆夜间行驶在道路照明的工具,也是发出各种车辆行驶信号的提示工具;车灯在装配时为了保护车灯会在车灯外侧装有镜片,以起到内部元器件的作用,镜片在生产时一般会使用注塑的方式进行制作,注塑是需要通过在模具内注入注塑原料从而得到镜片,注塑材料一般通过玻璃或树脂等光学材料制作成型,现有技术中,在注塑时由于圆柱面镜片有些弯曲面程度较大,导致成型腔内的注塑原料难以快速冷却,影响镜片的生产效率。
3.中国专利cn202122397993.9公开了一种圆柱面镜片制造模具,包括定模和动模,动模包括动模仁和动模镶块,动模仁的上表面固定有向上凸起的圆弧凸台,圆弧凸台上设有第一安装腔,动模镶块设置在第一安装腔内,定模包括定模仁和定模镶块,定模仁的下表面为向上凹陷的圆弧凹槽,圆弧凹槽和圆弧凸台相配合,定模仁上设有第二安装腔,定模镶块设置在第二安装腔内,动模镶块和定模镶块相对设置形成成型腔,动模镶块内部在其轴线的两侧对称设有动模冷却管架,动模冷却管架由上向下由内向外倾斜设置,从而解决了对于成型腔内的树脂进行均匀的冷却的技术问题,但是由于镜片的特性,使得镜片在生产时需要保持足够均匀的注塑压力,其分流道的设置较少影响镜片的成型,导致镜片的良品率较低,同时在顶针将镜片顶出时,顶针有可能会给镜片造成磨损,进一步的降低良品率。
技术实现要素:
4.基于此,有必要针对现有技术问题,提供一种圆柱面树脂镜片注塑模具。
5.为解决现有技术问题,本发明采用的技术方案为:一种圆柱面树脂镜片注塑模具,包括动模模架、定模模架和分别镶嵌于动模模架和定模模架内的动模模仁和定模模仁,动模模架位于定模模架的上方,动模模仁和定模模仁内分别设置有上模腔和下模腔,动模模仁和动模模仁合模之后上模腔和下模腔形成与被注塑工件相互匹配的型腔,型腔内设置有注塑口、若干个水道和若干个注塑腔,注塑口位于动模模架和定模模架的中心线处,所有注塑腔均以注塑口为中心线等距离环绕设置于注塑口的周测,水道的数量与注塑腔的数量一一对应,所有水道上均包括连接部、分流部和第一支撑部,分流部分别设置于注塑腔的周测,分流部内设置有多个等距离环绕于注塑腔中心线的连接通道,连接通道的两端分别于分流部和注塑腔连通,连接部分别设置于分流部和注塑口之间,第一支撑部设置于相邻的两个分流部之间,下模腔的第一支撑部内设置有呈竖直状态贯穿通过定模模仁的第一顶升孔,定模模架内设置有活动板,活动板上设置有与所有第一顶升孔相互匹配的第一顶针,活动板通过第一顶针与定模模仁滑动配合,定模模架的底部设置有避让孔。
6.优选的,注塑腔为圆柱形的腔体,分流部还包括半圆环状结构的流道,流通的轴线
与注塑腔的中心线同轴设置。
7.优选的,所有连接通道均为圆锥状的机构,连接通道直径较小的一端靠近注塑腔的一侧。
8.优选的,型腔内还设置与第一支撑部数量一一对应的第一滑轨,定模模架上设置有于所有第一滑轨相互匹配的第二滑轨,所有第一滑轨和第二滑轨上均设置有滑块,动模模架上设置有与滑块数量一一对应的第一导向轴,所有第一导向轴均为倾斜状态设置,且所有第一导向轴上与远离动模模架的一端均向动模模架的边缘靠近,所有滑块内均设置有第一导向轴相互匹配的第一导向孔。
9.优选的,定模模架的边缘设置有多个环绕于定模模架中心线的第二导向轴,所有第二导向轴均呈竖直状态设置,动模模架上设置有与第二导向轴相互匹配的第二导向孔。
10.优选的,定模模仁和动模模仁的所有侧壁内均设置有第一冷却通道,所有第一冷却通道分别位于多个注塑腔的底部,所有第一冷却通道均呈中心线对称状态并相互连通。
11.优选的,定模模架和动模模架上分别设置有环状的第二冷却通道,第二冷却通道上设置与多个分别与第一冷却通道相互匹配的连接段,其中一个连接段贯穿通过定模模架和动模模架外侧壁。
12.优选的,型腔的注塑口的周测设置有多个互绕与注塑口中心线的第二支撑部,下模腔的第二支撑部内均设置有呈竖直状态贯穿通过定模模仁的第二顶升孔,活动板上设置有与所有第二顶升孔相互匹配的第二顶针。
13.优选的,注塑口包括注塑孔和定位柱,注塑孔位于上模腔内,定位柱位于下模腔内,定位柱为圆锥状结构。
14.优选的,定模模架的内部还设置环状隔板。
15.本技术相比较于现有技术的有益效果是:1.本技术通过多个连接通道等距离环绕于注塑腔中心线的设置,使得各个连接通道在与注塑腔连通时可以保持压力的均匀,从而提高镜片的成型质量,通过活动板的移动带动第一顶针移动,第一顶针沿第一顶升孔的轴线方向向上移动,通过第一顶针顶持注塑后与第一支撑部相互匹配的注塑边料,从而带动整个注塑工件的脱模,使得无需顶持注塑腔内注塑的镜片就可将注塑工件脱模取出,从而避免由于顶持对于镜片的磨损,提高注塑的良品率。
16.2.本技术通过注塑腔的圆柱形的腔体从而注塑处镜片,通过流道的轴线与注塑腔的中心线同轴的设置,使得分流部可以更好的环绕注塑腔,使得多个连接通道可以与注塑腔连通,从而保持注塑腔的压力的均匀,通过分流部半圆环状的流道的设置,在不影响连接通道与注塑腔连通的情况下,可减少材料的浪费,减少生产成本的投入。
17.3.本技术通过圆锥状结构的连接通道的设置,使得成型后的镜片与连接通道分离时更加的省力,同时可以减小与镜片边缘的接触的面积,从而减少镜片与注塑边料分离的水口印。
18.4.本技术通过第一滑轨、第二滑轨和滑块的设置,当注塑完成后,动模模架远离定模模架时,所有滑块向动模模架的外侧移动,从而使得滑块与第一支撑部的注塑边料分离,提高了脱模的效率,从而更加方便第一顶针将注塑件顶出。
19.5.本技术通过第二导向轴和第二导向孔的设置,使得动模模架向定模模架移动
时,起到导向的作用,同时在合模后,还可以减少动模模架和定模模架之间的晃动,从而提高注塑运行的稳定性。
20.6.本技术通过多个第一冷却通道与外部的冷却液连接,使得冷却液在注塑后可通过第一冷却通道流过注塑腔的底部,从而使得注塑腔快速的降温,同时通过所有第一冷却通道均呈中心线对称状态并相互连通的设置,使得冷却液可更快的流过定模模仁和动模模仁的内部。
21.7.本技术通过第二支撑部的设置,使得注塑完成后注塑口的周测会留有与第二支撑部相互匹配的注塑边料,通过第二顶升孔设置,使得活动板移动后带动第二顶针沿第二顶升孔的轴线方向进行移动,从而使得注塑工件可以更好的脱模,由于第一支撑部位于分流部的旁侧,第二支撑部位于注塑口的周测,使得活动板通过第一顶针和第二顶针对于注塑边料顶升时的力更加的平衡,方便注塑件的脱模,提高脱模的效率。
附图说明
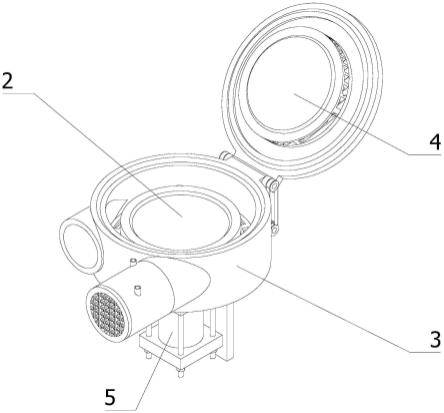
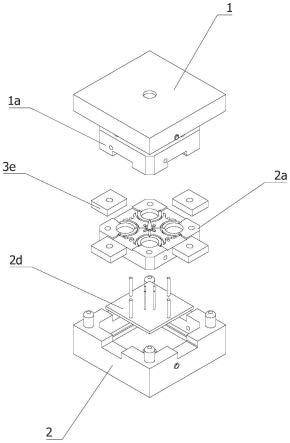
22.图1是本技术的整体的立体结构示意图;图2是本技术的整体的爆炸图;图3是本技术的定模模架和定模模仁的立体结构示意图及图中放大图;图4是本技术的定模模架和定模模仁的顶视图;图5是本技术的定模模架和定模模仁的剖面结构示意图;图6是本技术的定模模架的立体结构示意图;图7是本技术的动模模架和动模模仁的立体结构示意图及图中放大图;图8是本技术的动模模架和动模模仁的剖面结构示意图;图9是本技术的活动板的立体结构示意图;图10是本技术的图4中a处的放大图;图中标号为:1-动模模架;1a-动模模仁;1b-上模腔;1c-第一导向轴;1d-第二导向孔;2-定模模架;2a-定模模仁;2a1-第一冷却通道;2b-第二冷却通道;2b1-连接段;2c-下模腔;2c1-第二支撑部;2c2-第二顶升孔;2d-活动板;2d1-第一顶针;2d2-第二顶针;2e-隔板;2f-避让孔;2g-第二导向轴;2h-第二滑轨;3-型腔;3a-注塑口;3a1-注塑孔;3a2-定位柱;3b-水道;3b1-连接部;3b2-分流部;3b3-连接通道;3b4-流道;3b5-第一支撑部;3b6-第一顶升孔;3c-注塑腔;3d-第一滑轨;3e-滑块;3e1-第一导向孔。
具体实施方式
23.为能进一步了解本发明的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本发明作进一步详细描述。
24.如图1-10所示,本技术提供:一种圆柱面树脂镜片注塑模具,包括动模模架1、定模模架2和分别镶嵌于动模模架1和定模模架2内的动模模仁1a和定模模仁2a,动模模架1位于定模模架2的上方,动模模仁1a和定模模仁2a内分别设置有上模腔1b和下模腔2c,动模模仁1a和动模模仁1a合模之后
上模腔1b和下模腔2c形成与被注塑工件相互匹配的型腔3,型腔3内设置有注塑口3a、若干个水道3b和若干个注塑腔3c,注塑口3a位于动模模架1和定模模架2的中心线处,所有注塑腔3c均以注塑口3a为中心线等距离环绕设置于注塑口3a的周测,水道3b的数量与注塑腔3c的数量一一对应,所有水道3b上均包括连接部3b1、分流部3b2和第一支撑部3b5,分流部3b2分别设置于注塑腔3c的周测,分流部3b2内设置有多个等距离环绕于注塑腔3c中心线的连接通道3b3,连接通道3b3的两端分别于分流部3b2和注塑腔3c连通,连接部3b1分别设置于分流部3b2和注塑口3a之间,第一支撑部3b5设置于相邻的两个分流部3b2之间,下模腔2c的第一支撑部3b5内设置有呈竖直状态贯穿通过定模模仁2a的第一顶升孔3b6,定模模架2内设置有活动板2d,活动板2d上设置有与所有第一顶升孔3b6相互匹配的第一顶针2d1,活动板2d通过第一顶针2d1与定模模仁2a滑动配合,定模模架2的底部设置有避让孔2f。
25.基于上述实施例,本技术想要解决的技术问题是如何保持足够均匀的注塑压力和如何减少顶针对于镜片顶出时的磨损。为此,本技术通过注塑设备带动动模模架1向定模模架2移动,从而使得动模模架1内的动模模仁1a向定模模仁2a移动,直至动模模仁1a的上模腔1b和定模模仁2a的下模腔2c合模,此时第一顶针2d1的顶端与下模腔2c的腔底保持平齐,通过注塑口3a向上模腔1b和下模腔2c合模后的型腔3内注入注塑原料,使得注塑原料从注塑口3a向其周测的水道3b流动,注塑原料首先进入连接部3b1,再向分流部3b2流动,由于分流部3b2上设置有多个连接通道3b3,且多个连接通道3b3等距离环绕于注塑腔3c中心线的设置,使得各个连接通道3b3在与注塑腔3c连通时可以保持压力的均匀,从而提高镜片的成型质量,同时多余的注塑原料会流入第一支撑部3b5内,第一支撑部3b5的设置可以辅助连接部3b1使得多个分流部3b2被快速注满,从而给可以加速注塑腔3c的注满,提高注塑的效率,同时第一支撑部3b5还可以分解注塑腔3c的压力,从而使得注塑腔3c内的压力保持平衡;当注塑结束后,注塑设备带动动模模架1远离定模模架2,从使得动模模仁1a和定模模仁2a分开,此时通过外部驱动机构,优选为气缸,气缸的输出轴伸入定模模架2底部的避让孔2f内与活动板2d连接,从而带动活动板2d移动,使得移动板带动第一顶针2d1移动,第一顶针2d1沿第一顶升孔3b6的轴线方向向上移动,通过第一顶针2d1顶持注塑后与第一支撑部3b5相互匹配的注塑边料,从而带动整个注塑工件的脱模,使得无需顶持注塑腔3c内注塑的镜片就可将注塑工件脱模取出,从而避免由于顶持对于镜片的磨损,提高注塑的良品率。
26.如图4和图10所示,进一步的:注塑腔3c为圆柱形的腔体,分流部3b2还包括半圆环状结构的流道3b4,流通的轴线与注塑腔3c的中心线同轴设置。
27.基于上述实施例,本技术想要解决的技术问题是分流部3b2如何与注塑腔3c连通。为此,本技术通过注塑腔3c的圆柱形的腔体从而注塑处镜片,通过流道3b4的轴线与注塑腔3c的中心线同轴的设置,使得分流部3b2可以更好的环绕注塑腔3c,使得多个连接通道3b3可以与注塑腔3c连通,从而保持注塑腔3c的压力的均匀,通过分流部3b2半圆环状的流道3b4的设置,在不影响连接通道3b3与注塑腔3c连通的情况下,可减少材料的浪费,减少生产成本的投入。
28.如图10所示,进一步的:所有连接通道3b3均为圆锥状的机构,连接通道3b3直径较小的一端靠近注塑腔3c的一侧。
29.基于上述实施例,本技术想要解决的技术问题是如何减少镜片与注塑边料分离的水口印。为此,本技术通过圆锥状结构的连接通道3b3的设置,使得成型后的镜片与连接通道3b3分离时更加的省力,同时可以减小与镜片边缘的接触的面积,从而减少镜片与注塑边料分离的水口印。
30.如图3-7所示,进一步的:型腔3内还设置与第一支撑部3b5数量一一对应的第一滑轨3d,定模模架2上设置有于所有第一滑轨3d相互匹配的第二滑轨2h,所有第一滑轨3d和第二滑轨2h上均设置有滑块3e,动模模架1上设置有与滑块3e数量一一对应的第一导向轴1c,所有第一导向轴1c均为倾斜状态设置,且所有第一导向轴1c上与远离动模模架1的一端均向动模模架1的边缘靠近,所有滑块3e内均设置有第一导向轴1c相互匹配的第一导向孔3e1。
31.基于上述实施例,本技术想要解决的技术问题是如何方便注塑工件的脱模。为此,本技术通过第一滑轨3d、第二滑轨2h和滑块3e的设置,使得动模模架1向定模模架2移动时,会将第一导向轴1c插入第一导向孔3e1内,由于所有第一导向轴1c上与远离动模模架1的一端均向动模模架1的边缘靠近,使得动模模架1向定模模架2移动时,所有滑块3e会沿第一滑轨3d和第二滑轨2h的方向向型腔3的中心线的移动,直至动模模架1和定模模架2合模,使得滑块3e移动至第一支撑部3b5的边缘,从而便于第一支撑部3b5的边料的成型,当注塑完成后,动模模架1远离定模模架2时,所有滑块3e向动模模架1的外侧移动,从而使得滑块3e与第一支撑部3b5的注塑边料分离,提高了脱模的效率,从而更加方便第一顶针2d1将注塑件顶出。
32.如图3和图5-7所示,进一步的:定模模架2的边缘设置有多个环绕于定模模架2中心线的第二导向轴2g,所有第二导向轴2g均呈竖直状态设置,动模模架1上设置有与第二导向轴2g相互匹配的第二导向孔1d。
33.基于上述实施例,本技术想要解决的技术问题是如何提高动模模架1和定模模架2合模后的稳定性。为此,本技术通过第二导向轴2g和第二导向孔1d的设置,使得动模模架1向定模模架2移动时,起到导向的作用,同时在合模后,还可以减少动模模架1和定模模架2之间的晃动,从而提高注塑运行的稳定性。
34.如图5和图8所示,进一步的:定模模仁2a和动模模仁1a的所有侧壁内均设置有第一冷却通道2a1,所有第一冷却通道2a1分别位于多个注塑腔3c的底部,所有第一冷却通道2a1均呈中心线对称状态并相互连通。
35.基于上述实施例,本技术想要解决的技术问题是如何对于定模模仁2a和动模模仁1a进行快速的冷却。为此,本技术通过多个第一冷却通道2a1与外部的冷却液连接,使得冷却液在注塑后可通过第一冷却通道2a1流过注塑腔3c的底部,从而使得注塑腔3c快速的降温,同时通过所有第一冷却通道2a1均呈中心线对称状态并相互连通的设置,使得冷却液可更快的流过定模模仁2a和动模模仁1a的内部。
36.如图5和图8所示,进一步的:定模模架2和动模模架1上分别设置有环状的第二冷却通道2b,第二冷却通道2b上设置与多个分别与第一冷却通道2a1相互匹配的连接段2b1,其中一个连接段2b1贯穿通过
定模模架2和动模模架1外侧壁。
37.基于上述实施例,本技术想要解决的技术问题是如何方便的将冷却液注入定模模仁2a和动模模仁1a内。为此,本技术通过多个连接段2b1依次与第一冷却通道2a1连通,再通过第二冷却通道2b将外部的冷却液通入第一冷却通道2a1内,从而对于动模模仁1a和定模模仁2a进行降温,同时第二冷却通道2b还可以对于定模模架2和动模模架1进行降温,从而可通过定模模架2和动模模架1与动模模仁1a和定模模仁2a的连接部3b1降温,从而可进一步对于动模模仁1a和定模模仁2a进行降温,提高冷却的效率。
38.如图3、图7、图9和图10所示,进一步的:型腔3的注塑口3a的周测设置有多个互绕与注塑口3a中心线的第二支撑部2c1,下模腔2c的第二支撑部2c1内均设置有呈竖直状态贯穿通过定模模仁2a的第二顶升孔2c2,活动板2d上设置有与所有第二顶升孔2c2相互匹配的第二顶针2d2。
39.基于上述实施例,本技术想要解决的技术问题是如何更好的使得注塑工件脱模。为此,本技术通过第二支撑部2c1的设置,使得注塑完成后注塑口3a的周测会留有与第二支撑部2c1相互匹配的注塑边料,通过第二顶升孔2c2设置,使得活动板2d移动后带动第二顶针2d2沿第二顶升孔2c2的轴线方向进行移动,从而使得注塑工件可以更好的脱模,由于第一支撑部3b5位于分流部3b2的旁侧,第二支撑部2c1位于注塑口3a的周测,使得活动板2d通过第一顶针2d1和第二顶针2d2对于注塑边料顶升时的力更加的平衡,方便注塑件的脱模,提高脱模的效率。
40.如图3、图4和图7所示,进一步的:注塑口3a包括注塑孔3a1和定位柱3a2,注塑孔3a1位于上模腔1b内,定位柱3a2位于下模腔2c内,定位柱3a2为圆锥状结构。
41.基于上述实施例,本技术想要解决的技术问题是如何通过注塑口3a对于型腔3内进行注塑。为此,本技术通过注塑孔3a1的设置,方便动模模架1与注塑设备连接,通过定位柱3a2的设置,方便上模腔1b和下模腔2c的合模,具有导向的作用,同时定位柱3a2的圆锥状结构,可以更好的将注塑原料分流制各个连接部3b1内,从而可以更好的将注塑原料注入注塑腔3c内。
42.如图6所示,进一步的:定模模架2的内部还设置环状隔板2e。
43.基于上述实施例,本技术想要解决的技术问题是定模模仁2a和活动板2d如何安装于定模模架2的内部。为此,本技术通过隔板2e的设置,使得定模模仁2a可固定在定模模架2的上方,使得下方留有活动板2d活动的空间。
44.以上实施例仅表达了本发明的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。