1.本技术涉及鞋底加工领域,尤其是涉及一种组合鞋底成型用模具。
背景技术:
2.鞋底作为鞋子的一部分,鞋子的舒适性以及轻便性都与鞋底密切相关。
3.橡胶鞋底具有高弹性且耐磨性好,但重量大,pu鞋底的质量轻、柔韧性佳、防潮性能好。鞋底包括大底以及内底,采用橡胶大底以及pu内底的鞋底兼具两者的优点,连接橡胶大底与pu内底时,采用胶粘方式。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题:pu内底易开胶,导致采用胶粘方式连接的pu内底与橡胶大底的连接性差,从而影响鞋底质量,有待改进。
技术实现要素:
5.为了提高鞋底质量,本技术提供一种组合鞋底成型用模具。
6.本技术提供的一种组合鞋底成型用模具采用如下的技术方案:一种组合鞋底成型用模具,包括内底模具,所述内底模具包括第一上模以及一端铰接在第一上模上的第一下模,所述第一上模上开设有pu型腔,所述第一上模的外壁上开设有与pu型腔相连通的热流道,所述第一下模上开设有用于供橡胶大底放置的大底腔。
7.通过采用上述技术方案,生产鞋底时,先将已经生产好的橡胶大底放入大底腔中,然后盖合第一上模与第一下模。接着通过热流道向pu型腔中注入pu内底的材料,待冷却后,打开内底模具。pu内底的材料直接成型在橡胶大底上,相较于通过胶粘的方式连接pu内底与橡胶大底,通过本技术的内底模具,使得pu内底直接注塑成型在橡胶大底上,避免了因pu内底易开胶而导致pu内底与橡胶大底分离,提高了pu内底与橡胶大底连接的稳定性,从而提高了鞋底的质量。
8.可选的,还包括大底模具,所述大底模具包括第二上模以及一端铰接在第二上模上的第二下模,所述第二上模上设置有大底型芯,所述第二下模上开设有用于供大底型芯伸入的大底型腔以及与大底型腔相连通的挡边槽,所述挡边槽环大底型腔设置,所述第一下模上开设有与大底腔相连通的阻料槽,所述阻料槽环大底腔设置。
9.通过采用上述技术方案,生产橡胶大底时,将橡胶大底的原料投入大底型腔中,然后通过热压的方式成型橡胶大底。由于挡边槽环大底型腔设置且与大底型腔相连通,使得橡胶大底成型时,橡胶大底的侧壁上会一同成型一圈挡边。在带有挡边的橡胶大底上注塑成型pu内底时,将橡胶大底放入大底腔中、挡边放入阻料槽中,盖合第一上模与第一下模并注入pu内底的材料后,挡边起到了阻挡pu内底材料的作用,限制了pu内底流至大底腔中,从而使得制成后的鞋底的橡胶大底的外壁上不易留有pu内底材料,进一步提高了鞋底的质量。
10.可选的,所述挡边槽的槽底开设有定位边槽,所述阻料槽的槽底上开设有定位槽。
11.通过采用上述技术方案,生产橡胶大底时,橡胶大底的原料于定位边槽中形成连
接在挡边上的定位边,将橡胶大底装入大底腔时,定位边插入定位槽中,不仅限制了橡胶大底于大底腔中移动,还限制了挡边发生移动或堆叠,进一步提高了鞋底的质量。
12.可选的,所述第一下模上设置有切料机构,所述阻料槽的槽底开设有滑动槽,所述滑动槽环大底腔设置,所述切料机构包括滑动设置在滑动槽中的异型刀片以及用于驱动异型刀片的端部移出滑动槽的动力组件。
13.通过采用上述技术方案,由于异型刀片设置在滑动槽中且滑动槽开设在阻料槽的槽底,使得注塑成型pu内底时,挡边起到了阻挡pu内底进入滑动槽的作用。注塑成型pu内底后,通过动力组件驱动异型刀片端部移出滑动槽并切断挡边与橡胶大底的连接处。相较于鞋底成型后,工作人员使用小刀裁下挡边,通过切料机构,便于工作人员裁下挡边,减少了工作人员的劳动强度,有助于鞋底生产。
14.可选的,所述动力组件包括推板以及多根连接杆,所述连接杆的一端连接在异型刀片上,所述连接杆的另一端贯穿至第一下模外并与推板连接,所述连接杆沿异型刀片的滑动方向滑动设置在第一下模上。
15.通过采用上述技术方案,pu内底成型完毕后,推动推板,推板通过各连接杆推动异型刀片移动,从而切断挡边与橡胶大底的连接。相较于直接推动异型刀片,通过推板以及连接杆,使得工作人员能够于第一下模外推动异型刀片,提高了裁下挡边的操作的简便性。
16.可选的,所述动力组件还包括连接在推板上的复位弹簧。
17.通过采用上述技术方案,复位弹簧通过推板以及连接杆对异型刀片起到了复位作用,有助于异型刀片再次裁切,通过上述结构,便于鞋底连续生产。
18.可选的,所述第一上模包括模座以及让位块,所述模座上开设有半型腔,所述pu型腔通过半型腔的腔壁以及让位块的端部的侧壁围合而成,所述模座上开设有与半型腔相连通的让位槽,所述让位槽环半型腔设置,所述让位块靠近让位槽槽底的一侧连接有让位弹簧。
19.通过采用上述技术方案,裁下挡边时,通过推板以及连接杆推动异型刀片向靠近第一上模的方向移动,异型刀片移动的过程中通过挡边抵压在让位块上。随着异型刀片继续上移,让位块收入让位槽中,一方面为挡边提供了移动空间,有助于异型切刀移动,另一方面形成了切面,有助于异型切刀切断挡边与橡胶大底的连接处。
20.可选的,所述动力组件还包括多根设置在推板上的联动杆,所述联动杆贯穿并滑动设置在第一下模上,且所述联动杆用于与让位块抵触,所述让位槽还用于供联动杆的端部伸入。
21.通过采用上述技术方案,相较于直接通过异型切刀推动挡边以推动让位块移动,推动挡板时,带动联动杆移动,联动杆抵压在让位块上并推动让位块收入让位槽中。通过联动杆推动让位块,对异型刀片的刀尖起到了保护作用,延长了异型刀片的使用寿命。
22.综上所述,本技术包括以下至少一种有益技术效果:1.成型pu中底时,将橡胶大底放入大底腔中并盖合第一上模与第一下模,再通过热流道向pu型腔中注入pu内底的材料,使得pu内底直接注塑成型在橡胶大底上,提高了pu内底与橡胶大底之间的连接强度,从而提高了鞋底的质量;2.挡边槽形成挡边在橡胶大底装入大底腔中时装入阻料槽,限制了pu内底的原料进入大底腔中,进一步提高了鞋底的质量;
3.通过切料机构以及让位块,使得pu内底成型后,能够于内底模具中直接裁下挡边,便于工作人员生产。
附图说明
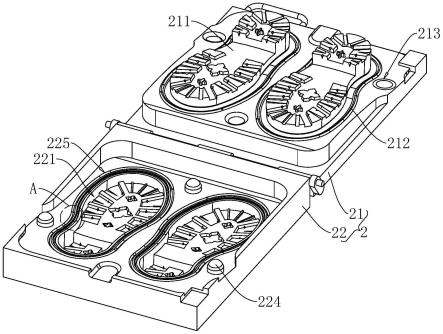
23.图1是本技术实施例1 中大底模具的结构示意图。
24.图2是本技术实施例1 中内底模具的结构示意图。
25.图3是图1中a处的放大示意图。
26.图4是本技术实施例2 中第一模具与第二模具盖合时的局部爆炸示意图。
27.图5是本技术实施例2 中第一模具与第二模具盖合时凸显滑动槽的局部爆炸示意图。
28.附图标记说明:1、内底模具;11、第一上模;111、模座;1111、半型腔;1112、让位槽;112、让位块;113、pu型腔;114、热流道;115、定位凹槽;116、让位弹簧;12、第一下模;121、阻料槽;122、定位槽;123、定位凸起;124、收板槽;125、滑动槽;126、大底腔;2、大底模具;21、第二上模;211、大底型芯;212、密封块;213、定位孔;22、第二下模;221、大底型腔;222、挡边槽;223、定位边槽;224、定位柱;225、密封槽;3、切料机构;31、异型切刀;32、动力组件;321、推板;322、连接杆;323、联动杆;324、复位弹簧。
具体实施方式
29.以下结合附图1-5对本技术作进一步详细说明。
30.实施例1实施例1公开一种组合鞋底成型用模具。参照图1、图2,组合鞋底成型用模具包括内底模具1以及大底模具2。
31.参照图1,大底模具2包括第二上模21以及一端铰接在第二上模21上的第二下模22。第二上模21上一体成型有两个大底型芯211,第二下模22上对应开设有两个大底型腔221,大底型腔221用于供大底型芯211伸入。
32.参照图1、图3,第二下模22上开设有两个挡边槽222,两挡边槽222分别与不同的大底型腔221相连通,挡边槽222环相邻大底型腔221设置。各挡边槽222的槽底均开设有定位边槽223,定位边槽223绕相邻的大底型腔221设置。第二下模22上开设有两个密封槽225,密封槽225环挡边槽222设置。第二上模21上一体成型有两个密封块212,密封块212绕相邻的大底型芯211设置,密封槽225用于供不同的密封块212插设以起到密封效果。
33.参照图1,第二下模22上一体成型有三个定位柱224,第二上模21上开设有三个分别用于供不同定位柱224插设定位孔213,定位柱224以及定位孔213起到了定位作用,以提高生产出的橡胶大底的质量。
34.参照图1、图3,成型橡胶大底时,先将橡胶大底原料投入大底型腔221,再盖合第二上模21与第二下模22,通过热压成型的方式,大底型芯211与大底型腔221成型橡胶大底,第二上模21与挡边槽222成型连接在橡胶大底侧壁上的挡边,第二上模21与定位边槽223成型连接在挡边上的定位边。
35.参照图2,内底模具1包括第一上模11以及一端铰接在第一上模11上的第一下模
12。第一上模11上开设有pu型腔113,第一上模11的外壁上开设有与pu型腔113相连通的热流道114。第一下模12上开设有用于供橡胶大底放置的大底腔126以及与大底腔126相连通的阻料槽121,阻料槽121环大底腔126设置。阻料槽121用于供挡边放置,以阻挡pu原料流入大底腔126。阻料槽121的槽底开设有定位槽122,定位槽122环大底腔126设置,定位槽122用于供定位边插设。
36.参照图2,第一下模12上一体成型有四块定位凸起123,四块定位凸起123分别位于第一下模12的四角,第一上模11上开设有用于供不同定位凸起123插设的定位凹槽115。
37.实施例1一种组合鞋底成型用模具的实施原理为:成型pu内底时,先将橡胶大底放入大底型腔221、挡边放入阻料槽121中、定位边插入定位槽122中,再盖合第一上模11与第一下模12,最后向热流道114中注入pu内底原料,以使pu内底直接成型在橡胶大底上,提高了鞋底的质量。
38.实施例2参照图4,本技术实施例与实施例1的不同之处在于,第一下模12上设置有切料机构3,切料机构3包括异型切刀31以及动力组件32,动力组件32包括推板321、多个连接杆322、多个联动杆323以及多个复位弹簧324。第一下模12远离大底腔126的端面上开设有收板槽124,推板321滑动设置在收板槽124中。复位弹簧324设置在收板槽124中,复位弹簧324的两端分别固定在收板槽124的槽底以及推板321上。复位弹簧324起到了复位作用,复位弹簧324处于自然状态时,推板321位于收板槽124中。
39.参照图4、图5,阻料槽121的槽底开设有滑动槽125,滑动槽125环大底腔126设置,滑动槽125远离收板槽124的一端与大底腔126相连通。异型切刀31滑动设置在滑动槽125中,连接杆322沿异型切刀31的滑动方向滑动设置在第一下模12上。连接杆322的一端固定在推板321上,连接杆322的另一端由收板槽124贯穿至滑动槽125中,并与异型切刀31固定连接。复位弹簧324处于自然状态时,异型切刀31收于滑动槽125中。
40.参照图4,第一上模11包括与第一下模12铰接的模座111以及设置在模座111上的让位块112,模座111上开设有半型腔1111以及与半型腔1111相连通的让位槽1112,让位槽1112环半型腔1111设置。让位块112滑动设置在让位槽1112中,让位槽1112中设置有多个让位弹簧116,让位弹簧116的两端分别与让位块112以及让位槽1112的槽底固定连接,让位弹簧116沿让位块112的滑动方向伸缩。让位弹簧116处于自然状态时,让位块112远离让位弹簧116的端面与模座111设有半型腔1111的端面平齐,pu型腔113通过让位块112的端部的侧壁以及半型腔1111的腔壁围合形成。
41.参照图4,联动杆323的一端固定在推板321上,联动杆323的另一端贯穿第一下模12,且联动杆323滑动设置在第一下模12上。联动杆323远离推板321的端部用于与让位块112抵触,让位槽1112用于供联动杆323的端部以及异型刀片的端部伸入。
42.实施例2一种组合鞋底成型用模具的实施原理为:pu内底成型完毕后,先按压推板321,推板321带动联动杆323以及连接杆322移动,联动杆323抵压在让位块112上并推动让位块112收入让位槽1112中,同时,连接杆322推动异型切刀31向靠近让位槽1112的方向移动并切断挡边与橡胶大底的连接处。然后撤除施加在推板321上的力,让位弹簧116驱动让位块112复位,复位弹簧324驱动挡板、联动杆323、连接杆322以及异型切刀31复位。通过上述结构,便于生产鞋底。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。