1.本发明属于3d打印技术领域,尤其涉及一种基于三维数据驱动的沙盘成形动态切片方法。
背景技术:
2.沙盘的用途广泛,能形象地显示作战地区的地形,表示敌我阵地组成、兵力部署和兵器配置等情况。传统的沙盘是根据地形图、航空像片或实地地形,按一定的比例关系,用泥沙、泡沫和其它材料堆制的模型。3d打印,是指通过材料逐层增加的方式将数字模型制造成三维实体的过程。根据需打印沙盘的形状,使用3d打印技术打印沙盘,需要制作若干个具有一定微小厚度和特定形状的截面,然后再将这些截面逐层粘结起来,就得到所需的沙盘模型。3d打印过程本质上来说是采用离散和叠加的思想,离散过程即是将三维模型切片,将得到的层片信息进行数据处理,但是目前3d打印都只能用一种材料,无法对不同物理特性的材质进行混合使用,这样使得沙盘制作过程中对不同种类的地物无法更加细腻、逼真的表示。目前基于三维数据可视化的增在制造技术研究取得了一定成果,但受数据形式的局限,在增材制造前需要对模型进行大量地人为优化补偿,而且成形后处理过程耗时繁琐,制约了增材制造技术在地形数据快速、高效展示方面的应用。仍需要从地理要素分割、识别和矢量化、三维模型优化补偿与路径规划等方面进入手开展深入研究。本发明结合沙盘的功能需求和增材制造工艺,重点研究适合边海防沙盘增材制造的原材料和工艺,确定沙盘增材制造过程中的补偿量。结合声学和光学等后期处理工艺,使沙盘效果逼真,细节丰富。
技术实现要素:
3.本发明的目的是根据实际需求,通过3d打印的一体,减少沙盘因拼接带来的误差,提高打印速度及沙盘精度。
4.为实现上述目的,本发明采用如下的技术方案:
5.一种基于三维数据驱动的沙盘成形动态切片方法,包括以下步骤:
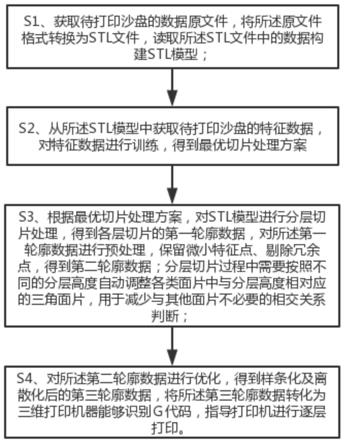
6.s1、获取沙盘的数据原文件,将所述原文件格式转换为stl文件,读取所述stl文件中的数据构建stl模型;
7.s2、对所述stl模型进行训练,得到最优切片处理方案;
8.s3、根据最优切片处理方案,对待打印沙盘的stl模型进行分层切片处理,得到各层切片的第一轮廓数据,对所述第一轮廓数据进行预处理,保留微小特征点、剔除冗余点,得到第二轮廓数据;
9.s4、对所述第二轮廓数据进行优化,得到曲线拟合后的第三轮廓数据,将所述第三轮廓数据转化为三维打印机器能够识别g代码,指导打印机进行逐层打印。
10.可选地,所述s2中需要寻找最优切片处理方案包括:通过对stl模型的三角面片进行训练,得到多个方案,对多个方案进行评测,并将评测结果按照顺序排序,选取最优切片处理方案,并将最优切片处理方案存储在切片方案数据库中,用于更新切片方案数据库。
11.可选地,对stl模型进行训练前,需要对stl模型的所有三角面片进行分组排序。
12.可选地,所述分组排序的依据包括沙盘成型精度、切割速度及生产成本:
13.根据三角面片中的几何特征,对所有三角面片进行分组排序,建立第一分组关系;
14.根据沙盘模型的高度,对所有三角面片进行分组排序,建立第二分组关系;
15.根据沙盘模型的特点,选取待打印沙盘所需的材料,建立第三分组关系;
16.判断第一分组关系、第二分组关系、第三分组关系的优先级,当对沙盘成型精度要求高时,第二分组关系的优先级最高;
17.当对切割速度要求高时,第一分组关系的优先级最高;
18.当对生产成本要求高时,第三分组关系的优先级最高。
19.可选地,所述几何特征通过计算三角面片中顶点坐标沿切片方向投影的大小,根据投影的大小进行排序,即为第一分组关系;
20.依据换算比例尺后沙盘模型的高度,对每个三角面片进行分组,将不同高度三角面片进行标注后排序,即为第二分组关系;
21.根据预算及实际作用需求,选取材料中的一种或多种,形成多个方案,并对方案的预算进行排序,即为第三分组关系;
22.依据优先级的不同,对对三角面片进行训练,得到第一轮廓数据。
23.可选地,计算所述沙盘成型精度前需要先判断:是直线边切片还是曲线边切片,用于控制沙盘模型的表面粗糙度,
24.根据以下公式计算表面粗糙度与切片厚度的关系:
25.h=2ra/|-cosα|,其中h为切片厚度,ra为沙盘表面粗糙度,当为直线边切片时:α为直线边界线的斜率,当为曲线边切片时:α为某点切线斜率。
26.可选地,所述s3中预处理包括:采用弦高角度法对所述第一轮廓数据种的数据点进行两次判断,先进行粗判断,若数据点的弦高小于等于第一阈值,则进行精判断,否则保留数据点,当进行精判断时,若数据点的偏角小于等于第二阈值,则删除所述数据点,否则保留数据点。
27.可选地,对所述第二轮廓数据进行优化包括,通过简化多边形顶点,去除对切片轮廓多边形中无用的点。
28.本发明的技术效果为:根据军事测绘数据,建立三维图档,再通过3d打印出军事沙盘模型,相比传统方法制作精准度更高,同时还可以任意放大缩小比例。同时3d打印的一体化特性,也减少了沙盘因拼接带来的误差。
29.由于材料不同,打印出来的沙盘效果不同;分层时构建部件的方式不同,效果也会不同。使用本方法根据实际需求,对多个切片方案进行比较,得到最优处理方案,在打印过程中即使使用多种材料,也能使得沙盘制作过程中对不同种类的地物描述更加细腻、逼真。
附图说明
30.图1为本发明实施例流程示意图;
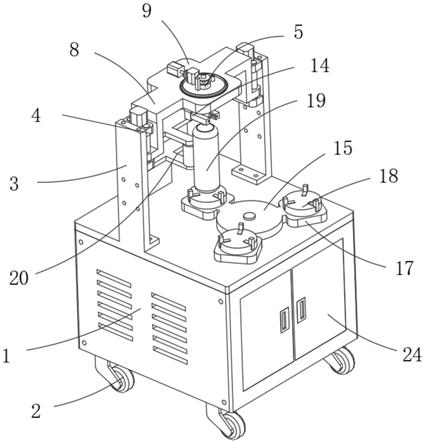
31.图2为本发明实施例中对沙盘切片示意图。
具体实施方式
32.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
33.如图1
‑
2所示,本发明公开了一种基于三维数据驱动的沙盘成形动态切片方法,包括以下步骤:
34.s1、获取待打印沙盘的数据原文件,将原文件格式转换为stl文件,读取stl文件中的数据构建stl模型;
35.s2、stl模型中获取待打印沙盘的特征数据,对特征数据进行训练,得到最优切片处理方案;
36.s3、根据最优切片处理方案,对stl模型进行分层切片处理,得到各层切片的第一轮廓数据,对所述第一轮廓数据进行预处理,保留微小特征点、剔除冗余点,得到第二轮廓数据;
37.第一轮廓数据是由一系列微小线段所组成,切片轮廓包含较多的微小线段和非特征冗余点,密集数据点不仅会降低计算机运行速率,占用较大的内存,还会降低打印时喷头运作的流畅度,影响成型的效率和质量。因此需要根据实际打印需求,对第一轮廓数据进行预处理,保留微小特征点、剔除冗余点,得到第二轮廓数据;
38.需要注意的是,沙盘模型制作过程中地貌的制作非常重要,是军事沙盘模型制作最重要环节,沙盘模型地貌制作,即是控制地貌的基本形状和等高线,然后把各种地貌对应相应的位置花在沙盘模型上面,然后在插上旗,旗的高度为地貌比例高度加上底层沙土的厚度,最后就是更具旗堆积沙盘模型,真实还原地形地貌。针对地形地貌,沙盘模型上面的一些模型设施包括:房屋,铁路,桥梁,树木和独立地物等,搭建地形地貌、模型设施的材质不同,例如,公路和乡村路用宽窄不等纸或布条表示,树林用小树枝或绿色锯末表示等,注意地物的大小应与水平比例尺相适应,关系位置要求正确。为了能够得到完整的沙盘模型,因此本实施例中,在切片分层时会依据使用材质的不同,在进行分层切片的同时,进行分区打印。
39.s4、对第二轮廓数据进行优化,得到样条化及离散化后的第三轮廓数据,将第三轮廓数据转化为三维打印机器能够识别g代码,指导打印机进行逐层打印。
40.进一步优化方案,s2中需要寻找最优切片处理方案包括:通过对stl模型的三角面片进行训练得到多个方案,对多个方案进行评测,并将评测结果按照顺序排序,选取最优切片处理方案,并将最优切片处理方案存储在切片方案数据库中,用于更新切片方案数据库;
41.分层切片过程中需要按照不同的分层高度自动调整各类面片中与分层高度相对应的三角面片,用于减少与其他面片不必要的相交关系判断,提高切片效率;
42.进一步优化方案,对stl模型进行分层切片处理前,需要对stl模型的所有三角面片进行分组排序。
43.进一步优化方案,分组排序的依据包括沙盘成型精度、切割速度及生产成本:
44.根据三角面片中的几何特征,对所有三角面片进行分组排序,建立第一分组关系;
45.根据沙盘模型的高度,对所有三角面片进行分组排序,建立第二分组关系;
46.根据沙盘模型特点,选取待打印沙盘所需的材料,建立第三分组关系;
47.判断第一分组关系、第二分组关系、第三分组关系的优先级,当对沙盘成型精度要求高时,第二分组关系的优先级最高;
48.当对切割速度要求高时,第一分组关系的优先级最高;
49.当对生产成本要求高时,第三分组关系的优先级最高。
50.根据优先级的不同,分别对三角面片数据进行训练。对三角面片训练时,首先对三角面片就行网格划分,然后进行归类,将模型的坐标、顶点、边、三角面片及层建立起链接关系,求得其拓扑关系;
51.根据拓扑关系,对三角形进行分层,求每一层的交点,依次执行就可得到封闭轮廓线,即第一轮廓数据。
52.进一步优化方案,几何特征通过计算三角面片中顶点坐标沿切片方向投影的大小,根据投影的大小进行排序,即为第一分组关系;
53.依据换算比例尺后沙盘模型的高度,对每个三角面片进行分组,将不同高度三角面片进行标注后排序,即为第二分组关系;
54.根据预算及实际作用需求,选取材料中的一种或多种,形成多个方案,并对方案的预算进行排序,即为第三分组关系。
55.进一步优化方案,计算沙盘成型精度前需要先判断:是直线边切片还是曲线边切片,用于控制沙盘模型的表面粗糙度,
56.根据以下公式计算表面粗糙度与切片厚度的关系:
57.h=2ra/|-cosα|,其中h为切片厚度,ra为沙盘表面粗糙度,当为直线边切片时:α为直线边界线的斜率,当为曲线边切片时:α为某点切线斜率。
58.进一步优化方案,s3中预处理包括:采用弦高角度法对第一轮廓数据中的数据点进行两次判断,先进行粗判断,若数据点的弦高小于等于第一阈值,则进行精判断,否则保留数据点,当进行精判断时,若数据点的偏角小于等于第二阈值,则删除数据点,否则保留数据点。此方法能够根据沙盘模型中地形特点,能够在高曲率变化处保留较多的数据点,而且在低曲率片段中也能保留较多细节的特征点,能够利用较少的离散点较好地表示复杂原有轮廓信息,总体结果疏密有秩,精简效果较好。
59.进一步优化方案,对第二轮廓数据进行优化包括,通过简化多边形顶点,去除对切片轮廓多边形中无用的点。
60.采用sla光固化技术原理,通过激光扫描液态光敏树脂快速成型,本例采用sps600光固化激光快速成型机,精度高达0.05mm,360
°
无死角打印。使用本发明的方法,在盛放槽中放满液态的光敏树脂材料,通过计算机按照分层后的二维层面信息控制紫外光的照射路径,当光敏树脂遇到紫外光线照射时,会迅速凝固成一个层面,在一个层面制作完成后,计算机按照分层厚度向下移动成型平台,然后按照一个新的二维层面信息进行重复,进行层层堆叠,直到最后制作出所设计的三维沙盘实体模型。显著降低了沙盘模型的制作成本,提高生产效率,还可以在精度、表面质量、材料种类、可靠性、稳定性等方面实现前所未有的提升。
61.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原
理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。