1.本发明涉及铝镁硅合金生产技术领域,具体为一种新型铝镁硅合金微合金化的工艺方法。
背景技术:
2.铝镁硅合金以铝为基体元素和以镁、硅为主要合金元素的变形合金,具有热成型性好,中等强度,良好的可焊性和耐腐蚀性等特点,因此铝镁硅合金广泛用于工业型材以及建筑行业。
3.现有技术中,所使用的铝镁硅合金微合金化的工艺方法生产出的铝镁硅合金强度较差纯度较低,并且工艺过程较为复杂,生产成本较高,因此需要发明出一种新型铝镁硅合金微合金化的工艺方法来解决上述问题。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种新型铝镁硅合金微合金化的工艺方法,通过两次精炼提纯,使得生产出的铝镁硅合金纯度更高,在使用过程中,其抗拉强度、屈服强度以及延伸率都具有显著提升,使得生产出的铝镁硅合金性能更加优越,生产过程更加简单,生产成本更低,并且在一定程度上提高了生产效率,并且在生产过程中产生的残渣量更少,后期清理更加便捷。
6.(二)技术方案
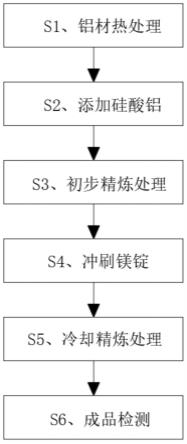
7.为实现上述生产过程更加简单,生产出的铝镁硅合金性能更加优越,本发明提供如下技术方案:一种新型铝镁硅合金微合金化的工艺方法,包括以下步骤:
8.s1、铝材热处理
9.选取合适大小的铝锭,将铝锭表面的杂质打磨处理干净,将熔炼炉温度升高到700~750℃,随后将处理后的铝锭放入到熔炼炉中加热融化,形成熔融的铝液。
10.s2、添加硅酸铝
11.将步骤s1中得到的熔融铝液升温至1600℃,随后向其中加入硅酸铝晶体,并持续加热保温1~1.5h,制备出混合熔融液,将混合熔融液倒入模具中并冷却成形。
12.s3、初步精炼处理
13.将步骤s2中得到的铝硅合金锭加热至400℃,随后通过空气锤对铝硅合金锭进行锤击锻打,将铝硅合金锭中的杂质去除。
14.s4、冲刷镁锭
15.将步骤s3中的铝硅合金锭放入到熔炼炉中加热成熔融液体,随后将熔融液体倾倒入流槽中冲刷镁锭,随后将冲刷后熔融液体重新回流到熔炼炉中,重复上述步骤2~4次,得到铝镁硅合金熔融液,再将铝镁硅合金熔融液持续加热保温1~1.5h。
16.s5、冷却精炼处理
17.将步骤s4中得到的铝镁硅合金熔融液倒入模具中,使其凝固成形,得到铝镁硅合金锭,随后将铝镁硅合金锭重新加热至500℃,将高温铝镁硅合金锭通过空气锤锻打去除杂质,最后将除杂后的铝镁硅合金锭冷却至室温。
18.s6、成品检测
19.对步骤s5中所得到的铝镁硅合金锭检测抗拉强度,屈服强度以及延伸率。
20.优选的,所述步骤s1中,所使用的铝锭纯度要求大于99%,且铝锭在熔炼之前,需要将熔炼炉提前升温并保温10min。
21.优选的,所述步骤s2中,所使用的硅酸铝晶体纯度要求大于99%,且在加热保温过程中,需要向熔炼炉中持续通入纯度大于99.5%的氮气。
22.优选的,所述步骤s3中,除杂后的铝硅合金锭的纯度要求大于90%,且在锻打过程中,需要维持铝硅合金锭的温度不能低于350℃。
23.优选的,所述步骤s4中,在铝镁硅合金熔融液持续加热保温过程中,需要向铝镁硅合金熔融液中加入精炼剂,并持续通入纯度大于99.5%的氮气。
24.优选的,所述步骤s5中,精炼后的铝镁硅合金锭要求纯度大于99%,且在锻打过程中,需要维持铝镁硅合金锭温度不能低于400℃。
25.优选的,所述步骤s6中,使用拉伸强度试验机检测抗拉强度,使用屈服强度试验机检测屈服强度,使用延伸率试验机检测延伸率。
26.(三)有益效果
27.与现有技术相比,本发明提供了一种新型铝镁硅合金微合金化的工艺方法,具备以下有益效果:
28.1、该新型铝镁硅合金微合金化的工艺方法,通过两次精炼提纯,使得生产出的铝镁硅合金纯度更高,在使用过程中,其抗拉强度、屈服强度以及延伸率都具有显著提升,使得生产出的铝镁硅合金性能更加优越。
29.2、该新型铝镁硅合金微合金化的工艺方法,生产过程更加简单,生产成本更低,并且在一定程度上提高了生产效率,并且在生产过程中产生的残渣量更少,后期清理更加便捷。
附图说明
30.图1为本发明工艺流程示意图。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例1:
33.请参阅图1,本发明提供一种技术方案:一种新型铝镁硅合金微合金化的工艺方法,包括以下步骤:
34.s1、铝材热处理
35.选取合适大小的铝锭,将纯度大于99%的铝锭表面的杂质打磨处理干净,将熔炼炉温度升高到700℃,并保温10min,随后将处理后的铝锭放入到熔炼炉中加热融化,形成熔融的铝液。
36.s2、添加硅酸铝
37.将步骤s1中得到的熔融铝液升温至1600℃,随后向其中加入纯度大于99%的硅酸铝晶体,并持续加热保温1h,并向熔炼炉中持续通入纯度大于99.5%的氮气,制备出混合熔融液,将混合熔融液倒入模具中并冷却成形。
38.s3、初步精炼处理
39.将步骤s2中得到的铝硅合金锭加热至400℃,随后通过空气锤对温度不低于350℃的铝硅合金锭进行锤击锻打,将铝硅合金锭中的杂质去除,直至铝硅合金锭的纯度大于90%。
40.s4、冲刷镁锭
41.将步骤s3中的铝硅合金锭放入到熔炼炉中加热成熔融液体,随后将熔融液体倾倒入流槽中冲刷镁锭,随后将冲刷后熔融液体重新回流到熔炼炉中,重复上述步骤2次,得到铝镁硅合金熔融液,再将铝镁硅合金熔融液持续加热保温1h,并向铝镁硅合金熔融液中加入精炼剂,且持续通入纯度大于99.5%的氮气。
42.s5、冷却精炼处理
43.将步骤s4中得到的铝镁硅合金熔融液倒入模具中,使其凝固成形,得到铝镁硅合金锭,随后将铝镁硅合金锭重新加热至500℃,将温度不低于400℃的铝镁硅合金锭通过空气锤锻打去除杂质,直至铝镁硅合金锭纯度大于99%,最后将除杂后的铝镁硅合金锭冷却至室温。
44.s6、成品检测
45.对步骤s5中所得到的铝镁硅合金锭检测抗拉强度,屈服强度以及延伸率,使用拉伸强度试验机检测抗拉强度为220mpa,使用屈服强度试验机检测屈服强度为205mpa,使用延伸率试验机检测延伸率为9.7%。
46.实施例2:
47.请参阅图1,本发明提供一种技术方案:一种新型铝镁硅合金微合金化的工艺方法,包括以下步骤:
48.s1、铝材热处理
49.选取合适大小的铝锭,将纯度大于99%的铝锭表面的杂质打磨处理干净,将熔炼炉温度升高到730℃,并保温10min,随后将处理后的铝锭放入到熔炼炉中加热融化,形成熔融的铝液。
50.s2、添加硅酸铝
51.将步骤s1中得到的熔融铝液升温至1600℃,随后向其中加入纯度大于99%的硅酸铝晶体,并持续加热保温1.25h,并向熔炼炉中持续通入纯度大于99.5%的氮气,制备出混合熔融液,将混合熔融液倒入模具中并冷却成形。
52.s3、初步精炼处理
53.将步骤s2中得到的铝硅合金锭加热至400℃,随后通过空气锤对温度不低于350℃的铝硅合金锭进行锤击锻打,将铝硅合金锭中的杂质去除,直至铝硅合金锭的纯度大于
90%。
54.s4、冲刷镁锭
55.将步骤s3中的铝硅合金锭放入到熔炼炉中加热成熔融液体,随后将熔融液体倾倒入流槽中冲刷镁锭,随后将冲刷后熔融液体重新回流到熔炼炉中,重复上述步骤3次,得到铝镁硅合金熔融液,再将铝镁硅合金熔融液持续加热保温1.25h,并向铝镁硅合金熔融液中加入精炼剂,且持续通入纯度大于99.5%的氮气。
56.s5、冷却精炼处理
57.将步骤s4中得到的铝镁硅合金熔融液倒入模具中,使其凝固成形,得到铝镁硅合金锭,随后将铝镁硅合金锭重新加热至500℃,将温度不低于400℃的铝镁硅合金锭通过空气锤锻打去除杂质,直至铝镁硅合金锭纯度大于99%,最后将除杂后的铝镁硅合金锭冷却至室温。
58.s6、成品检测
59.对步骤s5中所得到的铝镁硅合金锭检测抗拉强度,屈服强度以及延伸率,使用拉伸强度试验机检测抗拉强度为228mpa,使用屈服强度试验机检测屈服强度为208mpa,使用延伸率试验机检测延伸率为9.9%。
60.实施例3:
61.请参阅图1,本发明提供一种技术方案:一种新型铝镁硅合金微合金化的工艺方法,包括以下步骤:
62.s1、铝材热处理
63.选取合适大小的铝锭,将纯度大于99%的铝锭表面的杂质打磨处理干净,将熔炼炉温度升高到750℃,并保温10min,随后将处理后的铝锭放入到熔炼炉中加热融化,形成熔融的铝液。
64.s2、添加硅酸铝
65.将步骤s1中得到的熔融铝液升温至1600℃,随后向其中加入纯度大于99%的硅酸铝晶体,并持续加热保温1.5h,并向熔炼炉中持续通入纯度大于99.5%的氮气,制备出混合熔融液,将混合熔融液倒入模具中并冷却成形。
66.s3、初步精炼处理
67.将步骤s2中得到的铝硅合金锭加热至400℃,随后通过空气锤对温度不低于350℃的铝硅合金锭进行锤击锻打,将铝硅合金锭中的杂质去除,直至铝硅合金锭的纯度大于90%。
68.s4、冲刷镁锭
69.将步骤s3中的铝硅合金锭放入到熔炼炉中加热成熔融液体,随后将熔融液体倾倒入流槽中冲刷镁锭,随后将冲刷后熔融液体重新回流到熔炼炉中,重复上述步骤4次,得到铝镁硅合金熔融液,再将铝镁硅合金熔融液持续加热保温1.5h,并向铝镁硅合金熔融液中加入精炼剂,且持续通入纯度大于99.5%的氮气。
70.s5、冷却精炼处理
71.将步骤s4中得到的铝镁硅合金熔融液倒入模具中,使其凝固成形,得到铝镁硅合金锭,随后将铝镁硅合金锭重新加热至500℃,将温度不低于400℃的铝镁硅合金锭通过空气锤锻打去除杂质,直至铝镁硅合金锭纯度大于99%,最后将除杂后的铝镁硅合金锭冷却
至室温。
72.s6、成品检测
73.对步骤s5中所得到的铝镁硅合金锭检测抗拉强度,屈服强度以及延伸率,使用拉伸强度试验机检测抗拉强度为215mpa,使用屈服强度试验机检测屈服强度为198mpa,使用延伸率试验机检测延伸率为9.6%。
74.该新型铝镁硅合金微合金化的工艺方法,通过两次精炼提纯,使得生产出的铝镁硅合金纯度更高,在使用过程中,其抗拉强度、屈服强度以及延伸率都具有显著提升,使得生产出的铝镁硅合金性能更加优越,生产过程更加简单,生产成本更低,并且在一定程度上提高了生产效率,并且在生产过程中产生的残渣量更少,后期清理更加便捷。
75.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。